
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
К недостаткам алюминиевых конструкцийСтр 1 из 4Следующая ⇒
К недостаткам алюминиевых конструкций - низкий модуль упругости сплавов, повышенная деформативность; - низкая огнестойкость: при температуре выше 100° С ухудшаются механические свойства сплава, а при температуре выше 200° С начинается ползучесть - должны быть защищены огнестойкими облицовками (бетон, керамика, специальные покрытия и т. п.).
Строительные стали. Основные характеристики, классификация сталей в зависимости от содержания углерода, легирующих компонентов и других факторов.
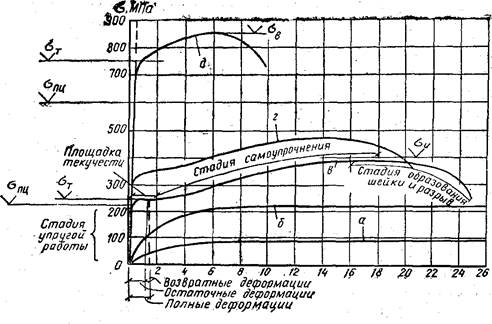
Механические свойства зависят от состава и производства. Углеродистая сталь: а) малоуглеродистая с 0, 09—0, 22% (в строительстве); б) среднеуглеродистая с 0, 25—0, 5% (в машиностроении); в) высокоуглеродистая (инструментальная) с 0, 6— 1, 2%. Малоуглеродистая сталь (феррит и перлит) - пластичность, ковкость, свариваемость, плохой закаливаемостью, и низколегированные стали высокой прочности, с меньшей склонностью к хрупким разрушениям. Работа стали в конструкции зависит от ее структуры, от условий кристаллизации. Примеси марганца, кремния, фосфора (вредно = хладноломкость и красноломкость) и серы (вредно), не более 1%. Выделение газов (кипение) = мелкие газовые пузыри = кипящая сталь. Спокойная сталь - остывание = без выделения газов. В ней = раскислители (ал, марг). Она = однородная по хим. и по мех. показателям. Полуспокойную сталь — промежуточная. Малоуглеродистая сталь применяется: при -30° С, на дин. и вибро-нагрузки; в покрытиях и перекрытиях СтЗ. = углерода (0, 22%) и кремния (0, 3%), хорошо сваривается. СтЗГпс = с марганцем (Г). Она дешевле спокойной стали марки СтЗсп. СтО = отбраковка по хим. и мех. показателям других марок. Прочность - сопротивляемость материала внешним силовым воздействиям. Упругость - восстанавливает первоначальную форму после снятия нагрузок. Пластичность - не возвращается в свое первое состояние после снятия внешних нагрузок. Хрупкость - разрушением материала при малых деформациях. Свойства стали - испытание образцов на растяжение. Ударная вязкость и угол при испытании на загиб = оценка пластичности. Работа стали на растяжение.
На первой стадии (закон Гука) Нормальное напряжение, при котором происходит текучесть материала, = предел текучести Идеализированная диаграмма растяжения - Прандтля.
Виды разрушения стали. Факторы, влияющие на хрупкие разрушения. Как устанавливается склонность строительных сталей к хрупким разрушениям.
Передвижение линий дислокаций от атома к атому = сдвиг без нарушения целостности материала. При малой плотности дислокаций - упрочняют материал, при большой - разупрочняют материал. Пластические сдвиги и касательные напряжения = полное разрушение. Процесс вязкого разрушения: (пластичное) - от среза - зарождение трещины и развития трещины до разрушения материала. Причины - касательные напряжения и пластические деформации. Нарушение целостности материала - отрыв. Хрупкое разрушение (отрыв) - следствие большого развития упругих деформаций стали до разрушающих. Крупная зернистость понижает сопротивление отрыву и снижает предел текучести, а мелкозернистая структура повышает и то, и другое. Показатели работы стали на растяжение - предел текучести (начало развития деформаций), временное сопротивление (предельная нагрузка), относительное удлинение (пластические свойства материала). На хрупкость оказывают влияние: качество стали, старение, концентрация напряжений, температура эксплуатации, характер силового воздействия.
Легирование и термообработка = сопротивление хрупкому разрушению. Полуспокойные и спокойные стали не подвержены хрупкости.
Расчетные и нормативные сопротивления материала. Достоинства и недостатки сварных соединений (в сравнении с другими видами соединений). Какие виды сварки применяют в строительных МК, их сравнительная характеристика. Сварочные материалы для разных видов сварки.
Сварка - упрощает форму, экономия металла, механизированные способы, уменьшает трудоемкость. Соединения прочные, водо- и газонепроницаемые. Внутренние напряжения способствуют хрупкому разрушению. Выполнение бывает затруднено.
1. Ручная электродуговая сварка = в любом пространственном положении, в труднодоступных местах. Недостатки - меньшая глубина проплавления и производительность из-за силы тока, а также меньшая стабильность ручного процесса. Значение временного сопротивления металла шва электроды - типа Э42 шов - 410 МПа; Э50 дает 490 МПа. Добавление буквы А - металл, с повышенной пластичностью.
2.Автоматическая и полуавтоматическая сварка под флюсом - автоматом с подачей проволоки d — 2—5 мм без покрытия. Дуга - под слоем флюса, флюс расплавляется, легирует расплавленный металл примесями и защищает от воздуха. Металл чистый, остывает медленно, отличается значительной плотностью и чистотой. Сила тока (600—1200А) Достоинства - качество швов и производительность. Недостатки - затруднительность в вертикальном и в стесненных условиях. Полуавтоматическая - для коротких швов шланговым полуавтоматом. Процесс под флюсом в нижнем положении или порошковой проволокой в любом положении.
3. Электрошлаковая сварка - разновидность сварки плавлением; удобен для вертикальных стыковых швов. Процесс = голой проволокой под слоем шлака, сварочная ванна защищена медными ползунами, охлаждаемыми водой. Качество шва – очень высокое.
4. Сварка в среде углекислого газа - голой проволокой d = l, 4—2 мм на постоянном токе обратной полярности. Углекислый газ окисляет сталь. Сварка может выполняться в любом положении. Сварные соединения - высококачественные. Высокая производительность труда (на 15—20 % выше, чем при полуавтоматической сварке под флюсом). Типы стропильных ферм. Опираются на колонны - для конструкций кровли. По очертанию поясов - с //-ми (а), односкатные (б), трапецеидальные (в) и Δ (г). Решетки - раскосная (б), треугольная (при крутых кровлях.) (а и в). Генеральные размеры – пролет (18, 24 30м) и высота. Длина панели пояса = 3 м.
Унифицированные шаги ферм = 6 и 12 м (редко 4м). Определение нагрузок Считают сосредоточенные силы в узлах: постоянную, временную. Нагрузки - 1) q = на 1 м2. 2) А грузовую на один узел. 3) сосредоточенная сила, на каждый узел:
При крутых уклонах кровли нагрузка от веса кровли = Подбор сечений Подбираем сечение сжатого элемента, с наибольшим усилием. Далее по предельной гибкости подбирают элемент с минимальным усилием и устанавливают диапазон профилей уголкового сортамента. При малых усилиях в сжатых стержнях Fтр = по заданной предельной гибкости Подобрав сечение растянутого элемента, надо проверить расчетные напряжения подобранные сжатые стержни проверяем Выбор толщины фасонок производится в зависимости от значения наибольшего усилия в опорном раскосе, причем толщина фасонок = одинаковая для всей фермы.
К недостаткам алюминиевых конструкций - низкий модуль упругости сплавов, повышенная деформативность; - низкая огнестойкость: при температуре выше 100° С ухудшаются механические свойства сплава, а при температуре выше 200° С начинается ползучесть - должны быть защищены огнестойкими облицовками (бетон, керамика, специальные покрытия и т. п.).
Популярное:
|
Последнее изменение этой страницы: 2016-03-17; Просмотров: 1437; Нарушение авторского права страницы

 - относительное удлинение, %;
- относительное удлинение, %; 



 Сера, фосфор, углерод - увеличение хрупкости.
Сера, фосфор, углерод - увеличение хрупкости. Высота h в середине пролета - по условиям минимума веса или требуемой жесткостью.
Высота h в середине пролета - по условиям минимума веса или требуемой жесткостью. Решетка - раскосная. Шпренгельные треугольные фермы = приподнятый нижний пояс (в).
Решетка - раскосная. Шпренгельные треугольные фермы = приподнятый нижний пояс (в).
 —коэффициент перегрузки;
—коэффициент перегрузки;  —длина панели пояса фермы, к которому приложена нагрузка;
—длина панели пояса фермы, к которому приложена нагрузка;  —шаг ферм.
—шаг ферм.
 Сначала
Сначала  а по радиусу инерции подбираются соответствующие уголки. В табл. приведены значения радиусов инерции для различных сечений из уголков.
а по радиусу инерции подбираются соответствующие уголки. В табл. приведены значения радиусов инерции для различных сечений из уголков.
