|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
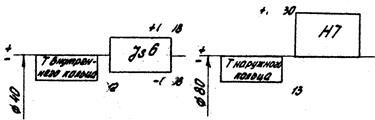
Схема расположения полей допусков колец подшипника, и посадочных поверхностей вала и корпуса. ⇐ ПредыдущаяСтр 4 из 4
По СТ СЭВ 774-77 находят предельные отклонения размеров колец, а по ГОСТ 25346-82 вала и корпуса при установке внутреннего по js6, а наружного – по Н7 колец подшипника на них. Такими отклонениями будут для js6 (±0, 008) и для Н7 (+0, 030). По СТ СЭВ 774-77 определяют натяги и зазоры при установке подшипников по выбранным посадкам.
Рисунок 30. Схема расположения полей допусков колец подшипника
При установке внутреннего кольца на вал по посадке js6 в соединении могут быть натяг Nmax =0, 020 и зазор Smax = 0, 008 мм. При установке наружного кольца в корпус по скользящей посадке H7 допускается Smax = 0, 043 мм и Smin = 0. Располагая этими данными, строят схему расположения полей допусков сопрягаемых поверхностей, которая представлена на рисунке 30.
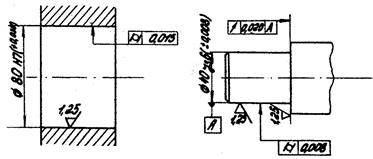
Эскизы посадочных поверхностей вала и корпуса под кольца подшипника качения
Согласно рекомендациям, данным в пункте 1.5.1., для 0 класса точности подшипника, допускаемое отклонение от правильной геометрической формы посадочных поверхностей (по конусности и овальности) составляет 0, 5 допуска на диаметр, а шероховатость посадочных поверхностей в соответствии с таблицей 8 принимается RА = 1, 25 мкм. Поскольку внутреннее кольцо подшипника устанавливается вплотную к торцу перехода ступеней вала, то ось вала должна быть перпендикулярна этому торцу. Величина отклонения от перпендикулярности оси вала к торцу (или торцовое биение) определяется по ГОСТ 24643-81 таблице 5.3 [10] и для 0 класса точности подшипника выбирается по 8 степени точности, что составляет 0, 020 мм. На рисунке 31 даны эскизы посадочных поверхностей вала и корпуса с данными по точности их изготовления.
Рисунок 31. Эскизы посадочных поверхностей вала и корпуса под кольца подшипника качения.
8. ВЫБОР СПОСОБА ЦЕНТРИРОВАНИЯ И ХАРАКИЕРА СОПРЯЖЕНИЯ ДЛЯ ШЛИЦЕВОГО СОЕДИНЕНИЯ 7 -ЗУБЧАТОГО КОЛЕСА Z1, С ВАЛОМ 1.
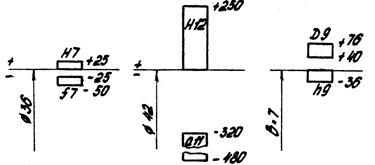
Поскольку зубчатое колесо Z1 имеет термическую обработку и должно, согласно конструкции узла, перемещаться вдоль оси вала 1, то целесообразно применить в данной случае центрирование по d. По таблице 13 и 14 выбираем посадки по размерам d, D и b, обеспечивающим подвижное соединение. Таким соединением будет По стандарту СТ СЭВ 188-75 (ГОСТ 1139-80) определяют, что заданное шлицевое соединение соответствует средней серии, а размер b = 7 мм. Тогда с учетом заданных размеров можно записать условное обозначение шлицевого соединения 8.1. Схема расположения полей допусков шлицевого сопряжения По стандарту СТ СЭВ 145-75 (ГОСТ 25346-82) находим предельные отклонения для размеров d, D и b вала и втулки с учетом выбранных по ним посадок и размеров d = 36, D =42 и b = 7 мм. Найденные значения отклонений заносим в таблице 18,
Таблица 18
Располагая указанными в таблице отклонениями, строим схемы расположения полей допусков по трем размерам, которые показаны на рисунке 30.
Рисунок 32. Схемы расположения полей допусков шлицевого сопряжения Контроль точности
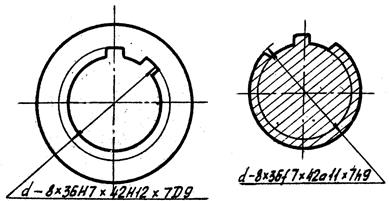
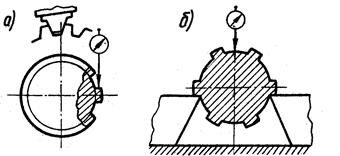
Исходя из предположения, что изготовление шлицевых деталей редуктора осуществляется индивидуально, для контроля размеров шлицевых деталей используем универсальные измерительные средства. Для большей наглядности вычертим сечения шлицевых втулки и вала с соответствующими обозначениями размеров (рисунок 33). Для контроля размеров шлицевых втулки и вала выбираем измерительные средства [7] в зависимости от допустимой погрешности измерения Δ изм, которую определяем по таблице 3 и 4 [8], а данные заносим в таблице 19. Для контроля отклонений формы и расположения боковых сторон зубьев и пазов, а также шага шлицевого вала может быть использована поверочная плита в сочетании с делительной головкой и стрелочным прибором на стойке (рисунок 34). Контролируемая боковая поверхность зуба устанавливается в плоскости, параллельной плоскости плиты, а стрелочный прибор настраивается на высоту центров с поправкой, на половину толщины зуба.
Рисунок 33. Чертежи сечений деталей шлицевого соединения
По шкале Рисунок 33. Чертежи сечений деталей шлицевого соединения стрелочного прибора в этом случае отсчитывается отклонение расположение, а перемещение точки контакта измерительного наконечника с боковой поверхностью зуба вдоль оси позволяет обнаружить отклонение формы. Для контроля шага шлицевого вала прибор, настраивают в нулевое положение по боковой поверхности одного зуба, а затем
Рисунок 34. Схемы контроля отклонений формы и расположения боковых сторон зубьев шлицевого вала Таблица 19
стойка отодвигается и производится поворот вала на угловой шаг. При подводе прибора к боковой поверхности зуба он покажет отклонение шага Контроль смещения оси шлицов относительно оси центрирующего отверстия может быть осуществлен на контрольной плите с подкладками с помощью стрелочного прибора, укрепленного в стойке (рисунок 34), при этом контролируемый вал установлен в центрах.
9. ВЫБОР СТЕПЕНИ ТОЧНОСТИ И ПАРАМЕТРОВ ДЛЯ КОНТРОЛЯ ЗУБЧАТЫХ КОЛЕС Z1 и Z2
Для указанной пары зубчатых колес Z1 и Z2применяемых в редукторе общего назначения, не предъявляются повышенные требования ни по одной из норм точности, следовательно, по всем нормам точности назначаем 8-ю степень точности, которая применяется для передач общем машиностроения, а боковой зазор в передаче принимаем нормальным (8). Тогда условное обозначение точности колес будет – 8-В ГОСТ 1643- 81. Для контроля кинематической точности колес выбираем третий комплекс, согласно которому следует контролировать Frr -радиальное биение зубчатого венца, для чего используют биениемер и Fwr -колебание длины общей нормали. Для контроля длины общей нормали назначаем микрометрический нормалемер Для контроля плавности работы прямозубых колес используем четвертый комплекс, согласно которому отклонение шага зацепление fpbr и отклонение углового шага fptr должны лежать в пределах допуска на эти величины. Контроль указанных параметров колес будем производить лагомерами основного и окружного шагов. Полноту контакта зубьев в передаче будем оценивать пятном контакта, непараллельностью осей fxr, и перекосом осей fyr. Последние погрешности следует контролировать, используя индикатор часового типа со стойкой. Проверку величины бокового зазора, учитывая, что при контроле кинематической точности замерялась длина общей нормали, проводим по средней длине обшей нормали, которая должна лежать в пределах
Таблица 20
Эскиз зубчатого колеса.
Чертеж зубчатого колеса Z1 должен быть выполнен в соответствии с примером 1, таблица 139-143 [4] оформления цилиндрических колёс с прямым зубом при m> 1 мм, а в таблицы необходимо занести данные по изготовлению и контролю зубчатого колеса, соблюдая при этом требования ЕСКД.
РАСЧЕТ РАЗМЕРНЫХ ЦЕПЕЙ.
Исходя из конструктивных соображений (рисунок 21) назначаем размеры составляющих звеньев размерной цепи: А1 = А2 = 54, А3 = 4, А4 = 99 мм, где А1 и А2 - увеличивающие звенья, а А3 и А4 – уменьшающие звенья.
Популярное:
|
Последнее изменение этой страницы: 2016-03-15; Просмотров: 1684; Нарушение авторского права страницы