|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
КЛАССИФИКАЦИЯ СВАРНЫХ СОЕДИНЕНИЙ И ШВОВСтр 1 из 27Следующая ⇒
Термины и определения для сварных конструкций, узлов, соединений и швов установлены ГОСТ 2601-84. Сварным соединением называют неразъемное соединение двух и более элементов (деталей), выполненное с помощью сварки. В сварное соединение входят сварной шов, прилегающая к нему зона основного металла со структурными и другими изменениями в результате термического действия сварки (зона термического влияния) и примыкающие к ней участки основного металла. Сварной шов представляет собой участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла или в результате пластической деформации при сварке давлением или сочетания кристаллизации и деформации. Сварной узел представляет собой часть сварной конструкции, в которой сварены примыкающие друг к другу элементы. Сварной конструкцией называется металлическая конструкция, изготовленная из отдельных деталей или узлов с помощью сварки. Металл деталей, подлежащих соединению сваркой, называют основным металлом. Металл, подаваемый в зону дуги дополнительно к расплавленному основному металлу, называют присадочным металлом. Переплавленный присадочный металл, введенный в сварочную ванну или наплавленный на основной металл, называют наплавленным металлом. Сплав, образованный переплавленным основным или основным и наплавленным металлами, называют металлом шва. Работоспособность сварного изделия определяется типом сварного соединения, формой и размерами сварных соединений и швов, их расположением относительно действующих сил, плавностью перехода от сварного шва к основному металлу и др. При выборе типа сварного соединения учитывают условия эксплуатации (статические или динамические нагрузки), способ и условия изготовления сварной конструкции (ручная сварка, автоматическая в заводских или монтажных условиях), экономию основного металла, электродов и др. Типы сварных соединений. По форме сопряжения соединяемых деталей (элементов) различают следующие типы сварных соединений: стыковые, угловые, тавровые, нахлесточные (рисунок 1). Сварные швы подразделяют по форме поперечного сечения на стыковые (рисунок 2, а) и угловые (рисунок 2, б). Разновидностью этих типов являются швы пробочные (рисунок 2, в) и прорезные (рисунок 2, г), выполняемые в нахлесточных соединениях. По форме в продольном направлении различают швы непрерывные и прерывистые. С помощью стыковых швов образуют в основном стыковые соединения (рисунок 1, а), с помощью угловых швов — тавровые, крестовые, угловые и нахлесточные соединения (рисунок 1, б—д), с помощью пробочных и прорезных швов могут быть образованы нахлесточные и иногда тавровые соединения. Стыковые швы, как правило, выполняют непрерывными; отличительным признаком для них обычно служит форма разделки кромок соединяемых деталей в поперечном сечении. По этому признаку различают следующие основные типы стыковых швов: с отбортовкой кромок (рисунок 3, а); без разделки кромок - односторонние и двусторонние (рисунок 3, б); с разделкой одной кромки - односторонней, двусторонней; с прямолинейной или криволинейной формой разделки (рисунок 3, в); с односторонней разделкой двух кромок; с V-образной разделкой (рисунок 3, г); с двусторонней разделкой двух кромок; Х-образной разделкой (рисунок 3, д). Разделка может быть образована прямыми линиями (скос кромок) либо иметь криволинейную форму (U-образная разделка, рисунок 3, е).
б) г) а) стыковые; б, в) тавровые; г) угловые; д) нахлесточные Рисунок 1 – Основные типы сварных соединений
а) стыковые; б) угловые; в) пробочные; г) прорезные Рисунок 2 – Основные типы сварных швов Стыковое соединение наиболее распространено в сварных конструкциях, поскольку имеет ряд преимуществ перед другими видами соединений. Его применяют в широком диапазоне толщины свариваемых деталей от десятых долей миллиметра до сотен миллиметров почти при всех способах сварки. При стыковом соединении на образование шва расходуется меньше присадочного материала, легко и удобно контролировать качество.
а) с отбортовкой кромок; б) без разделки кромок; в, г, д, е) с разделками кромок Рисунок 3 – Подготовка кромок стыковых швов
Угловые швы различают по форме подготовки свариваемых кромок в поперечном сечении и сплошности шва по длине. По форме поперечного сечения угловые швы могут быть без разделки кромок, (рисунок 4, а), с односторонней разделкой кромки (рисунок 4, б), с двусторонней разделкой кромок (рисунок 4, в). По протяженности угловые швы могут быть непрерывными (рисунок 5, а) и прерывистыми (рисунок 5, б), с шахматным (рисунок 5, в) и цепным (рисунок 5, г) расположением отрезков шва. Тавровые, нахлесточные и угловые соединения могут быть выполнены отрезками швов небольшой протяженности - точечными швами (рисунок 5, д). Пробочные швы по своей форме в плане (вид сверху) обычно имеют круглую форму и получаются в результате полного проплавления верхнего и частичного проплавления нижнего листов (рисунок 6, а) - их часто называют электрозаклепками, либо путем проплавления верхнего листа через предварительно проделанное в верхнем листе отверстие (рисунок 6, б).
а) без разделки кромок; б, в) с разделкой кромки Рисунок 4 – Подготовка кромок угловых швов тавровых соединений
Рисунок 5 – Угловые швы тавровых соединений
Рисунок 6 – Форма поперечного сечения пробочных и прорезных швов Прорезные швы, обычно удлиненной формы, получаются путем приварки верхнего (накрывающего) листа к нижнему угловым швом по периметру прорези (рисунок 6, в). В отдельных случаях прорезь может заполняться и полностью. Форму разделки кромок и их сборку под сварку характеризуют четыре основных конструктивных элемента (рисунок 7): зазор b, притупление с, угол скоса кромки Существующие способы дуговой сварки без разделки кромок позволяют сваривать металл ограниченной толщины (при односторонней сварке ручной - до 4 мм, механизированной под флюсом - до 18 мм). Поэтому при сварке металла большой толщины необходимо разделывать кромки. Угол скоса кромки обеспечивает определенную величину угла разделки кромок, что необходимо для доступа дуги вглубь соединения и полного проплавления кромок на всю их толщину. Стандартный угол разделки кромок в зависимости от способа сварки и типа соединения изменяется в пределах от 60 ± 5 до 20 ± 5 градусов. Тип разделки и величина угла разделки кромок определяют количество необходимого дополнительного металла для заполнения разделки, а значит, производительность сварки. Так, например, Х-образная разделка кромок по сравнению с V-образной позволяет уменьшить объем наплавленного металла в 1, 6— 1, 7 раза. Уменьшается время на обработку кромок. Правда, в этом случае возникает необходимость вести сварку с одной стороны шва в неудобном потолочном положении или кантовать свариваемые изделия. Притупление с обычно составляет 2 ± 1 мм. Его назначение - обеспечить правильное формирование и предотвратить прожоги в вершине шва. Зазор b обычно равен 1, 5—2 мм, так как при принятых углах разделки кромок наличие зазора необходимо для провара вершины шва, но в отдельных случаях при той или иной технологии зазор может быть равным нулю или достигать 8—10 мм и более. Для всех типов швов важны полный провар кромок соединяемых элементов и внешняя форма шва как с лицевой стороны (усиление шва), так и с обратной стороны, т. е. форма обратного валика. В стыковых, особенно односторонних швах трудно проваривать кромки притупления на всю их толщину без специальных приемов, предупреждающих прожог и обеспечивающих хорошее формирование обратного валика.
Рисунок 7 – Конструктивные элементы разделки кромок и сборки под сварку
Сварные швы классифицируют по ряду признаков. По внешнему виду швы делят на выпуклые, нормальные, вогнутые (рисунок 8). Как правило, все швы выполняют с небольшим усилением (выпуклыми). Если требуются швы без усиления, это должно быть указано на чертеже. Ослабленными (вогнутыми) выполняют угловые швы, что также отмечается на чертеже. Такие швы требуются для улучшения работы сварных соединений, например при переменных нагрузках. Стыковые швы ослабленными не делают, вогнутость в этом случае является браком. Увеличение размеров сварных швов по сравнению с заданными приводит к увеличению массы свариваемой конструкции и перерасходу электродов. В результате возрастает себестоимость сварных конструкций, повышается трудоемкость сварочных работ.
а) выпуклые; б) нормальные; в) вогнутые
Рисунок 8 – Классификация швов по внешнему виду Большое значение также имеет образование плавного перехода металла лицевого и обратного валиков к основному металлу, так как это обеспечивает высокую прочность соединения при динамических нагрузках. В угловых швах также бывает трудно проварить корень шва на всю его толщину, особенно при сварке наклонным электродом. Для этих швов рекомендуется вогнутая форма поперечного сечения шва с плавным переходом к основному металлу, что снижает концентрацию напряжений в месте перехода и повышает прочность соединения при динамических нагрузках. По числу слоев и проходов различают однослойные, многослойные, однопроходные, многопроходные швы (рисунок 9, 10). Слой сварного шва - часть металла сварного шва, которая состоит из одного или нескольких валиков, располагающихся на одном уровне поперечного сечения шва. Валик - металл сварного шва, наплавленный или переплавленный за один проход.
Рисунок 9 - Классификация швов по выполнению: а - односторонние; б – двусторонние
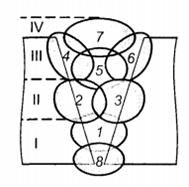
Рисунок 10 - Классификация швов по числу слоев и проходов: I-IV - число слоев; 1~8 - число проходов При сварке каждый слой многослойного шва отжигается при наложении последующего слоя. В результате такого теплового воздействия на металл сварного шва улучшаются его структура и механические свойства. Толщина каждого слоя в многослойных швах примерно равна 5-6 мм. По действующему усилию швы делят на продольные (фланговые), поперечные (лобовые), комбинированные, косые (рисунок 11). Лобовой шов расположен перпендикулярно к усилию Р, фланговый - параллельно, а косой - под углом. По положению в пространстве различают нижние, горизонтальные, вертикальные и потолочные швы (рисунок 12). Отличаются они друг от друга углами, под которыми располагается поверхность свариваемой детали относительно горизонтали. Наиболее труден для исполнения потолочный шов, лучше всего шов формируется в нижнем положении. Потолочные, вертикальные и горизонтальные швы приходится обычно выполнять при изготовлении и, особенно при монтаже крупногабаритных конструкций.
а) - продольные (фланговые); б) - поперечные (лобовые); в) - комбинированные; г) – косые Рисунок 11- Классификация швов по действующему усилию
Рисунок 12 - Классификация сварных швов по их положению в пространстве Примеры обозначения сварных швов по их положению в пространстве даны на рисунке 13
Н - нижние; П - потолочные; Пп - полупотолочные; Г - горизонтальные; Пв -полувертикальные; В - вертикальные; Л - в лодочку; Пг – полугоризонтальные Рисунок 13 - Обозначение сварных швов по их положению в пространстве Популярное:
|
Последнее изменение этой страницы: 2016-03-17; Просмотров: 1838; Нарушение авторского права страницы






 и угол разделки кромок
и угол разделки кромок  , равный
, равный