
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Установка заготовки в центрах
Рисунок 4 - Схема установки заготовок в центрах
При использовании жёсткого переднего центра наблюдается погрешность базирования в своём направлении, которая является следствием неточного изготовления центровых отверстий в этом направлении: Еб = Езац, где Езац – погрешность зацентровки центровых отверстий, мм (таблица 2).
Таблица 2
При применении плавающего центра Еб = 0. Погрешность базирования для диаметральных размеров в обеих случаях равна нулю. Погрешность закрепления Ез для диаметральных размеров равна нулю, а для осевых размеров при использовании жёсткого переднего центра определяется по формуле
где С - коэффициент, учитывающий диаметр центрового гнезда и выбираемый по таблице 3.
Таблица 3
При выполнении данной работы необходимо произвести обработку наружной поверхности в размер А до упора. Предварительно нужно провести измерение глубины зацентровочных отверстий с той стороны, где будет входить передний центр. Разность показаний глубины отверстий сравнить с табличными данными. Провести измерение полученных размеров А. Разность их представляет фактическую погрешность установки, которую необходимо сравнить с расчётной, определяемой по формуле (1); (5) и таблицам 2 и 3.
ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ
1. Определить расчетным путём погрешность установки заготовки при базировании её на плоскости при выполнении размеров А1, А2, Б1, Б2. 2. Определить погрешность базирования детали расчётом при установке её на жёсткую оправку. Произвести обработку двух заготовок на двух жёстких оправках, определить наибольшую величину несоосности осей отверстия и обработанной наружной поверхности и сравнить её с расчётной погрешностью базирования. 3. Определить расчетную и фактическую погрешности установки заготовки при базировании в призме. 4. Определить расчётную и фактическую погрешности установки при обработке в центрах, выдерживая осевые размеры. 5. Выводы по точности обработки для каждой схемы установки деталей.
ОФОРМЛЕНИЕ ОТЧЕТА
Составить отчёт по форме (см. с. 4). 1. Применяемое оборудование, приспособления, инструмент. 2. Определение погрешности установки заготовки при базировании её на плоскости. Схема установки заготовки на плоскости. Расчёты, связанные с определением погрешности установки заготовки. Выводы. 3. Определение погрешности базирования заготовок при установке их на оправку. Схема установки заготовок на оправке. Результаты измерений диаметральных размеров оправок, отверстий деталей и определение погрешности базирования в форме следующей таблицы:
Величина несоосности осей отверстия и обработанной наружной поверхности. Выводы. 3. Определение погрешности установки заготовки в призме. Результаты измерений размеров деталей до и после обработки, определение расчётной и фактической погрешностей установки в форме приведённой ниже таблицы.
4. Выводы. 5. Определение погрешности установки заготовки при обработке в центрах. Схема установки заготовок в центрах. Результаты измерений глубины центровых гнёзд и получаемого осевого размера, определение фактической и расчётной погрешности установки:
6. Выводы.
Лабораторная работа № 8
ИССЛЕДОВАНИЕ ТОЧНОСТИ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТОДАМИ ПОСТРОЕНИЯ ТОЧЕЧНЫХ ДИОГРАММ И ПО НАРАСТАЮЩИМ ОТКЛОНЕНИЯМ РАЗМЕРОВ.
Цель работы - ознакомление на практике с методами статического исследования точности механической обработки по точечным диаграммам и нарастающим отклонениям размеров. Оборудование, инструмент, заготовка: станок токарно-револьверный; режущий инструмент – резец прямой проходной; измерительный инструмент – микрометр с ц.д. 0, 01 мм; заготовка – прокат стальной.
ОСНОВНЫЕ ПОНЯТИЯ
Одним из методов исследования точности механической обработки является метод построения точечных диаграмм. При этом по оси абсцисс отмечают номера обрабатываемых деталей в той последовательности, в какой они обрабатывались, а по оси ординат откладывают в виде точек в определённом масштабе результаты измерений: диаметр, длина, угол и т.д. (рисунок 1). Для сокращения длинны точечных диаграмм, особенно для большой партии деталей, отмечают не номера деталей, а номера групп деталей (см. рисунок 1, б). В этом случае группы деталей должны быть одинаковыми по количеству деталей. Если учёт строгой последовательности обработки деталей в пределах каждой группы не имеет значения, то по оси ординат откладывается групповое среднее значение Хср. (рисунок 1, в). Учёт же последовательности групп деталей обязателен.
Рисунок 1 - Точечные диаграммы
Точечные диаграммы с учётом групповых результатов обработки деталей позволяют наиболее наглядно показать влияние на точность закономерно действующего фактора. Так, например, на подобных диаграммах отчётливо видна погрешность размеров в результате непрерывного протекающего износа режущей кромки инструмента. Выход точки за пределы поля допуска или её приближение к пределам служат сигналом о появлении брака детали и указывают на необходимость подналадки оборудования.
Ъ Рисунок 2 - Точечная диаграмма статического метода контроля
Результаты измерений наносятся на специальную контрольную диаграмму (рисунок 2), на которой сплошными параллельными линиями (а-а) отпечатано поле допуска, а штрихами (б-б)- контрольное поле допуска. При приближении измеренных точек к контрольному полю допуска необходимо производить подналадку инструмента относительно обрабатываемой детали. Расположение штрихов на диаграмме определяется на основе теоретических положений статического контроля. Дальнейшим развитием точечных диаграмм является построение и анализ точечных диаграмм (рисунок 3).
Рисунок 3 - Точечная диаграмма
В этом случае для каждой группы проб последовательно обработанных деталей находят: Хср.- среднее арифметическое отклонение:
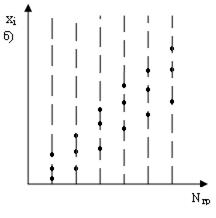
где n - количество деталей в группе; xi – текущий размер детали в группе; σ - среднее квадратическое отклонение; Ев, Ен- верхнее и нижнее отклонения от среднего арифметического (разность этих отклонений есть поле рассеивания для каждой группы). По оси абсцисс откладывают номер последовательно взятой группы проб, а по оси ординат- вычисленные значения Хср., σ, Ев, Ен. Соединяя соответствующие точки, получают ломанные линии, характеризующие измерения указанных выше величин при протекании исследуемого процесса обработки. Проведя такие наблюдения для нескольких партий, можно получить надёжную точностную диаграмму. Обычно распределение размеров в пределах одной группы отвечает нормальному закону, для всей же совокупности деталей может от него отличатся в силу большого или меньшего влияния систематической закономерно изменяющейся погрешности. Так, например, при изменении Хср. по закону прямой линии, наклонной под углом к оси абсцисс (размерный износ инструмента), распределение по всей совокупности будет характеризоваться плосковершинной кривой. При рассмотрении значений Хср. По закону параболы величина систематической погрешности может быть выражена уравнением кривой второго прядка. Постоянное и периодическое действие во времени сразу нескольких систематических факторов приводит к целому семейству теоретических кривых распределения, подробно рассмотренных профессором Н.А. Бородачёвым. К недостатку метода по нарастающим отклонениям размеров следует отнести то, что при наличии нескольких закономерно изменяющихся систематических погрешностей последние трудно разделимы, а поэтому их влияние на суммарную погрешность оценивается комплексно. Кроме того, для исследования точностными диаграммами требуется сравнительно большее количество наблюдений. Для анализа точности обработки по нарастающим отклонениям размеров используются те же результаты обработки деталей, которые были получены при использовании точечных диаграмм. Вначале по формуле (1) определяют среднее арифметическое значение размеров деталей и округляют его до знака, на который оканчиваются фактические размеры заготовок. Для чистовой обработки значения округляют обычно до 0, 01 мм. Далее для каждого значения n =1…50 находят накапливающую арифметическую среднюю Хн по формуле
Строится график зависимости, например Хн = f(n) (рисунок 4), и проводится его анализ.
Рисунок 4 - График зависимости Хн = f(n)
Из анализа данного графика можно сделать следующие выводы: 1. Наличие постепенного подъёма кривой указывает на действие определенной систематически действующей погрешности, вызванной размерным износом инструмента. 2. Затухающая форма участка А кривой говорит о влиянии причины периодического характера в зависимости от времени. На рисунке 5 показано влияние этой причины на Хн. По оси абсцисс отложено время работы станка, по оси ординат – размеры деталей (кривая 1) и средняя арифметическая Хн (кривая 2).
Рисунок 5 - Влияние причины периодического характера на Хн
Причина данного характера имеет место при эксцентрическом вращении частей станка, влияющих на размер детали. В частности, подобное явление имеет место при эксцентрическом вращении ведущего круга бесцентрово-шлифовального станка. 3. Заметный подъём в т. Б свидетельствует о появлении длительно действующей постоянной погрешности, которой может быть например, частичное регулирование станка. Достоинства данного метода оценки точности обработки детали следующие: Метод позволяет обнаружить систематические погрешности, дать им количественную оценку и наметить меры по их устранению; Позволяет выявить периодические колебания. К недостаткам метода следует отнести затухающий характер кривой, который не позволяет выявить влияние отдельных факторов на точность обработки.
ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ
1. Произвести обработку партии деталей, равной 50 шт. Детали обрабатываются при одной настройке станка, без смены и подналадки инструмента. 2. Произвести тщательное измерение выполненного размера у всех деталей микрометром (повторить измерения двум-трём студентам). 3. Построить точечные диаграммы в зависимости от числа обработанных деталей (см. рисунок 1), групп деталей с простановкой всех размеров в группе деталей (см. рисунок 1, б) и с простановкой Хср (см. рисунок 1, в). Число деталей в группе принять 4-5 шт. 4. Построить точностную диаграмму (см. рисунок 3), принимая за Ев и Ен соответственно фактические наибольший и наименьший размеры в каждой группе деталей и определяя расчётом Хср и σ . Данные свести в таблице 2. 5. Произвести анализ точечных и точностной диаграммы и на основе методических указаний сделать вывод об оценке точности обработки. 6. Построить график зависимости Хн = f(n) и произвести его анализ с точки зрения точности обработки деталей.
ОФОРМЛЕНИЕ ОТЧЁТА
Составить отчет о прилагаемой выше форме (см.с. ). 1. Применяемое оборудование, инструмент, материал заготовки, режимы резания, геометрия инструмента, количество обрабатываемых деталей. Эскиз заготовки при обработке. 2. Результаты замеров обрабатываемых деталей:
3. Расчёты величины Хср, σ , Ев, Ен:
4.Точечная диаграмма в зависимости от числа обработанных деталей:
5. Точечная диаграмма в зависимости от числа групп деталей с простановкой их размеров в группе деталей: xi = f(Nгр). 6. Точечная диаграмма в зависимости от групп деталей с простановкой Хср:
7. Точностная диаграмма:
8. Выводы по исследованию точности механической обработки по точечным диаграммам. 9. График зависимости Хн = f(n):
10. Выводы по исследованию точности механической обработки по нарастающим отклонениям размеров.
Лабораторная работа №9
ИССЛЕДОВАНИЕ ВЛИЯНИЯ НЕКОТОРЫХ ФАКТОРОВ ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ НА ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ
Цель работы – изучение влияния режимов резания, радиуса при вершине инструмента, жесткости технологической системы, метода формообразования на шероховатость обрабатываемой поверхности. Оборудование, приборы, инструмент, заготовка: станок токарно-винторезный; измерительный инструмент – эталоны шероховатости, штангенциркуль с ц.д. 0, 01 мм; режущий инструмент – резцы прямой проходной и отогнутый с радиусом при вершине, обкатник; заготовки – вал стальной и чугунный.
ОСНОВНЫЕ ПОНЯТИЯ
Микрогеометрия поверхности в значительной степени зависит от способа механической обработки детали (точения, шлифования, обкатывания, полирования и т.д.). Кроме того, микрогеометрия поверхности, например, при точении, меняется при изменении скорости резания, подачи, глубины резания, радиуса закругления вершины резца, свойств обрабатываемого материала, жесткости системы СПИД, геометрии инструмента, при использовании СОЖ. При различных условиях обкатки отдельные факторы могут быть главными, либо второстепенными. При точении наибольшее влияние на микрогеометрию поверхности оказывает скорость резания Качественные показатели поверхности, полученные путем обкатывания, в основном, определяются режимами обкатывания. Наибольшее влияние на шероховатость поверхности оказывают давление на деформирующийся элемент и подача. В меньшей степени влияют число проходов и скорость обкатывания. В настоящий работе предусматривается исследование влияния различных факторов при механической обработке на шероховатость поверхности.
ПОРЯДОК ВЫПОЛНЕНИЯ
Обработать валик на токарном станке согласно чертежу, выдаваемому преподавателем (рис. 1), в следующей последовательности: 1. Исследовать влияние скорости резания на шероховатость поверхности. Обработку участков 1, 2, 3, 4 валика проводить при изменении скорости резания, сохраняя постоянными значения подачи и глубины резания Скорость резания устанавливать по участкам в пределах от 50 до 200 м/мин, принятый режим резания
где Пользуясь эталонами, определить шероховатости и построить график зависимости
Рисунок 1 - Эскиз заготовки.
2. Исследовать влияние подачи на шероховатость поверхности. Обработку участков валика 1-4 проводить при 3. Исследовать влияние глубины резания на шероховатость поверхности. Обработку участков 1-4 проводить при 4. Исследовать влияние наличия радиуса при вершине резца на шероховатость обрабатываемой поверхности. Профиль шероховатости обработанной поверхности зависит от радиуса при вершине резца
Высота микронеровностей для случая
где
Обработку участков 1 и 2 проводить при постоянных значениях режимов резания. Участок 1 обработать инструментом со следующей геометрией: 5. Исследовать влияние жесткости СПИД на шероховатость поверхности. Проточить валик " до кулачков" на заданных режимах резания и определить в сечениях 1-1, 2-2, 3-3, 4-4, 5-5 шероховатость по эталонам. Заготовку установить консольно в трехкулачковом патроне (рис.2).
Рисунок 2 - Эскиз обработки в патроне.
6. Исследовать влияние обкатывания поверхности шариком или роликом на изменение шероховатости. Наряду с обработкой резанием чистовая обработка деталей машин часто осуществляется методами пластического деформирования в прохладном состоянии. При обработке наружных поверхностей большое применение получило обкатывание шариками и роликами. Под действием деформирующего элемента выступы микронеровностей снимаются, заполняя смежные впадины, шероховатость поверхности при этом уменьшается. При пластическом деформировании микронеровностей образуется не только новый микрорельеф, но и изменяются размеры детали, происходит упрочнение поверхностного слоя. Качественные показатели поверхности, полученной путем обкатывания, в основном, зависят от усилия обкатывания Вместо резца закрепить обкатник и обработать пояски заготовки при следующих режимах обработки:
Измерить шероховатость поверхности на всех поясках после обкатывания. По результатам измерения опытов построить графики зависимостей:
ОФОРМЛЕНИЕ ОТЧЕТА
Составить отчет по прилагаемой выше форме (см. с. 4). 1. Применяемое оборудование, приборы, инструмент, материал, режимы резания, геометрия инструмента. Эскиз заготовки при точении. 2. График зависимости 3. График зависимости 4. График зависимости 5. Влияние радиуса закругления при вершине резца на шероховатость поверхности:
6. Эскиз обработки валика при различных значениях жесткости системы СПИД. График зависимости 7. График зависимости 8. Выводы. Лабораторная работа №11
ОПРЕДЕЛЕНИЕ НОРМЫ ВРЕМЕНИ ПРИ СТАНОЧНОЙ ОБРАБОТКЕ.
Цель работы – закрепление полученных теоретических знаний о норме времени при работе на станках, приобретение практических навыков по ее определению. Оборудование, оснастка, инструмент, заготовка: станок токарно-винторезный; приспособление - хомутик с центрами; измерительный инструмент - штангенциркуль, с ц.д. 0, 01 мм; секундомер; режущий инструмент - резец проходной; заготовка - вал стальной.
основные понятия.
Технически обоснованная норма времени – время, необходимое для выполнения технологической операции в определенных организационно-технических условиях, наиболее благоприятных для данного производства. Технически обоснованная норма времени позволяет установить расценки; определить производительность оборудования; осуществить календарное планирование производства; выявить возможности организации многостаночного обслуживания. Технически обоснованная норма времени устанавливается на каждую операцию. Различают три метода нормирования: · метод технического расчета норм времени по нормативам; · метод расчета норм времени на основе изучения затрат рабочего времени наблюдением; · метод сравнения и расчета по укрупненным типовым нормам. Первый метод является основным. Определение длительности нормируемой операции производят расчетным путем, по элементам, используя нормативы, представляющие собой расчетные величины продолжительности выполнения отдельных элементов работы. В условиях неавтоматизированного производства и при обработке заготовок партиями технически обоснованная норма времени определяется по формуле
где
здесь
где
Рисунок 1 - Эскиз детали для расчета.
где При втором методе нормирования норму времени устанавливают на основе изучения затрат рабочего времени наблюдением непосредственно в производственных условиях. Различают два основных способа изучения рабочего времени наблюдением: хронометраж и фотография рабочего дня. С помощью хронометража изучают затраты на выполнение циклически повторяющихся ручных и машинно-ручных элементов для установления их нормативной продолжительности и разработки на этой основе нормативов, используемых при расчетном способе определения норм времени. Фотографией рабочего дня называют наблюдения с последовательным измерением всех затрат рабочего времени в течение одной или нескольких смен. Основным назначением фотографии рабочего дня является определение потерь рабочего времени, установление времени на обслуживание рабочего места и перерывы. Она. позволяет выявить резервы производительности, рационально загрузить обслуживающих рабочих, наиболее полно использовать возможности оборудования. При третьем методе нормирования нормы времени определяются более приближенно, по укрупненным типовым нормам, которые разрабатываются на основе сопоставления и расчета типовых операций и процессов по отдельным видам работ. Этот метод применяется в единичном и мелкосерийном производствах.
ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ.
1. Определить технически обоснованную норму времени по формуле (1), а 2. Определить технически обоснованную норму времени наблюдением. В этом случае операция расчленяется на отдельные переходы и приемы в порядке выполнения работы. Излишние и совмещенные с периодом работы станка приемы исключаются. Для замеров элементов переходов и приемов пользуются секундомером, при этом запись результатов наблюдений производится по текущему времени, то есть от нуля до окончания операция. Продолжительность того или иного приема, перехода подсчитывается как разность текущего и предыдущего показаний секундомера. Произведенные замеры времени заносятся в карту хронометража, где против каждого приема перехода имеется две строчки чисел: в верхнюю заносятся текущее время, в нижнюю - продолжительность приема. Число наблюдений устанавливается преподавателем. Полученные ряды чисел по продолжительности каждого приема, перехода внимательно просматриваются и отдельные числа, резко отличающиеся по своей величине от остальных чисел в том же ряду, исключаются. После этого определяется продолжительность каждого приема, перехода, как среднеарифметическое для данного ряда наблюдении. Суммированием длительности отдельных приемов, переходов определяется оперативное время. Остальные составляющие технологически обоснованной нормы времени определяются аналогично расчетному (первому) методу. Карта хронометража. Таблица 1.
Примечание. Т - текущее (накапливающееся) время; П - продолжительность выполнения приёмов и переходов. Популярное:
|
Последнее изменение этой страницы: 2016-03-16; Просмотров: 2537; Нарушение авторского права страницы
 Установку заготовки в центрах производят либо тогда, когда передний центр жёсткий (рисунок 4, а), либо тогда, когда передний центр – плавающий, а задний – жёсткий (рисунок 4, б).
Установку заготовки в центрах производят либо тогда, когда передний центр жёсткий (рисунок 4, а), либо тогда, когда передний центр – плавающий, а задний – жёсткий (рисунок 4, б). (5)
(5)

 Свойства точечных диаграмм изучаются подробно в связи с широким применением в промышленности статического метода контроля продукции. Сущность его заключается в том, что в процессе изготовления продукции периодически, то есть через определённые промежутки времени, берутся пробы для измерений в количестве от 2 до 10 деталей.
Свойства точечных диаграмм изучаются подробно в связи с широким применением в промышленности статического метода контроля продукции. Сущность его заключается в том, что в процессе изготовления продукции периодически, то есть через определённые промежутки времени, берутся пробы для измерений в количестве от 2 до 10 деталей.
 , (1)
, (1) , (2)
, (2)



 , продольная подача
, продольная подача  , радиус закругления резца
, радиус закругления резца  . Влияние же геометрии инструмента и глубины резания сказываются в меньшей степени.
. Влияние же геометрии инструмента и глубины резания сказываются в меньшей степени. ,
,  .
. определить по формуле
определить по формуле ,
,  - диаметр обрабатываемой заготовки, мм;
- диаметр обрабатываемой заготовки, мм;  .
.
 ,
,  . Подачу установить по участкам 1-4 в пределах 0, 08-0, 6 мм/об. Определить шероховатость поверхности после обработки и построить график зависимости
. Подачу установить по участкам 1-4 в пределах 0, 08-0, 6 мм/об. Определить шероховатость поверхности после обработки и построить график зависимости  .
. . Глубину резания установить по участкам 1-4 в переделах 0, 25-2 мм. Определить шероховатость поверхностей участков 1-4 после обработки и построить график зависимости
. Глубину резания установить по участкам 1-4 в переделах 0, 25-2 мм. Определить шероховатость поверхностей участков 1-4 после обработки и построить график зависимости  .
. может быть определена формулой
может быть определена формулой
 может быть определена выражением
может быть определена выражением
 - расчетная высота гребешков на поверхности, мм;
- расчетная высота гребешков на поверхности, мм;  ,
,  - главный и вспомогательный углы резания в плане.
- главный и вспомогательный углы резания в плане. ;
;  ;
;  ;
;  ;
;  мм. Определить шероховатость поверхности по эталонам для каждого случая и сравнить с расчетным значением высоты гребешков.
мм. Определить шероховатость поверхности по эталонам для каждого случая и сравнить с расчетным значением высоты гребешков.
 Режимы обработки:
Режимы обработки:  ;
;  ;
;  . Жесткость системы СПИД по сечениям 1-5 изменяется в зависимости от длины обработки, поэтому можно считать
. Жесткость системы СПИД по сечениям 1-5 изменяется в зависимости от длины обработки, поэтому можно считать  . По результатам, измерения построить график зависимости
. По результатам, измерения построить график зависимости  , подачи
, подачи  задается преподавателем;
задается преподавателем;  ,
,  ,
,  ,
,  ,
,  ,
,  ;
;  ,
,  ,
,  ,
,  ,
,  ,
, 
 .
. .
. .
.
 при
при 
 ,
,  при обкатывании поверхности шариком или роликом.
при обкатывании поверхности шариком или роликом. (1)
(1) - количество заготовок в партии;
- количество заготовок в партии;  - подготовительно-заключительное время, которое затрачивается рабочим на ознакомление с чертежом, подготовку и наладку оборудования, приспособления, инструментов, сдачу их после обработки, сдачу выполненной работы и т.д.;
- подготовительно-заключительное время, которое затрачивается рабочим на ознакомление с чертежом, подготовку и наладку оборудования, приспособления, инструментов, сдачу их после обработки, сдачу выполненной работы и т.д.;  - штучное время, затрачиваемое рабочим на выполнение данной операции:
- штучное время, затрачиваемое рабочим на выполнение данной операции:  (2)
(2) - основное технологическое время – время, непосредственно затрачиваемое на механическую обработку; определяется расчетом. Так, например, при токарной обработке в центрах
- основное технологическое время – время, непосредственно затрачиваемое на механическую обработку; определяется расчетом. Так, например, при токарной обработке в центрах (3)
(3) - число проходов;
- число проходов;  - подача за один оборот заготовки, мм/об;
- подача за один оборот заготовки, мм/об;  - расчетная длина обработки, мм;
- расчетная длина обработки, мм;  , где
, где  - длина обработки, мм;
- длина обработки, мм;  - величина врезания инструмента, определяется по нормативам либо по формуле
- величина врезания инструмента, определяется по нормативам либо по формуле  ,
, 
 - глубина резания, мм;
- глубина резания, мм;  - величина перебега, мм, берется по нормативам;
- величина перебега, мм, берется по нормативам;  - вспомогательное время, охватывающее все действия рабочего по |выполнению основного технологического времени. Оно включает в себя время на установку заготовки, закрепление и снятие обрабатываемой заготовки, на управление механизмами станка, измерение полученных размеров заготовки и т.д. Вспомогательное время находится суммированием отдельных элементов времени на выполнение перечисленных действий, а последние берутся по нормативам. Сумма основного и вспомогательного времени называется оперативным временем
- вспомогательное время, охватывающее все действия рабочего по |выполнению основного технологического времени. Оно включает в себя время на установку заготовки, закрепление и снятие обрабатываемой заготовки, на управление механизмами станка, измерение полученных размеров заготовки и т.д. Вспомогательное время находится суммированием отдельных элементов времени на выполнение перечисленных действий, а последние берутся по нормативам. Сумма основного и вспомогательного времени называется оперативным временем  , то есть
, то есть  ;
;  - время организационного обслуживания рабочего места, которое учитывает затраты на подготовку рабочего места к началу работы, уборку рабочего места в конце смены, смазку и чистку станка и другие аналогичные действия в течение смены. Оно определяется в процентах от оперативного времени по нормативам. При токарной обработке в центрах
- время организационного обслуживания рабочего места, которое учитывает затраты на подготовку рабочего места к началу работы, уборку рабочего места в конце смены, смазку и чистку станка и другие аналогичные действия в течение смены. Оно определяется в процентах от оперативного времени по нормативам. При токарной обработке в центрах  ;
;  - время технического обслуживания, которое учитывает затраты времени, заправку и регулировку инструмента. Его величина более точно определяется расчетом или рассчитывается по нормативам в процентах от оперативного времени; при токарной обработке в центрах оно составляет
- время технического обслуживания, которое учитывает затраты времени, заправку и регулировку инструмента. Его величина более точно определяется расчетом или рассчитывается по нормативам в процентах от оперативного времени; при токарной обработке в центрах оно составляет  ;
;  - время перерывов в работе, которое включает в себя время на отдых, оно берется также в процентах по нормативам к оперативному времени, обычно
- время перерывов в работе, которое включает в себя время на отдых, оно берется также в процентах по нормативам к оперативному времени, обычно 