
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Влияние изменения силы резания на точность обработки.
Исследования проводятся на двух образцах – шайбах, закрепленных на оправке. Оправка устанавливается в трехкулачковом патроне, поджимается задним центром (рис. 2). Номинальный диаметр образцов
Рисунок 2 - Схема обработки в патроне.
Рекомендуемые значения глубины резания
При обработке шайб 1 и 2 на оправке жесткость технологической системы
Повышение точности детали в результате выполнения операции механической обработки характеризуется коэффициентом уменьшения погрешности.
ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ.
1. Рассчитать по заданным преподавателем режимам обработки силу резания 2. Экспериментально определить составляющие жесткости технологической системы 3. Определить по формуле (3) 4. Определить расчетные значения погрешности формы детали 5. Произвести обработку детали с режимами, указанными преподавателем, а также измерение диаметров при 6. Определить фактическую погрешность формы обработанной поверхности, используя выражение
7. Расчетные и экспериментальные данные занести в бланк отчета. 8. Определить относительную погрешность расчетного значения:
1. Рассчитать по заданным преподавателем режимам обработки силу резания 2. Экспериментально определить составляющие жесткости технологической системы 3. Определить по формуле (5) расчетные значения погрешности обработки 4. Измерить диаметральные размеры шайб до обработки, произвести обработку шайб, измерить полученные значения диаметров, определить фактическую погрешность обработки 5. Определить по формуле (6) расчетные и фактические значения коэффициента уменьшения 6. Построить графики изменения 7. Определить относительную погрешность расчетного значения, %:
Сделать выводы по обоим разделам работы.
ОФОРМЛЕНИЕ ОТЧЕТА.
Отчет составить по стандарту. 1. Применяемое оборудование, инструменты, заготовки. 2. Влияние переменной жесткости технологической системы на точность обработки. Схема обработки. Расчетные и экспериментальные данные определения погрешности обработки:
3. Влияние изменения силы резания на точность обработки. Схема обработки. Расчетные и экспериментальные данные определения погрешности обработки. График зависимостей. 4. Выводы.
Лабораторная работа № 3.
ИССЛЕДОВАНИЕ ПОГРЕШНОСТИ НАСТРОЙКИ СТАНКА НА РАЗМЕР
Цель работы – изучение влияния установки инструментов на точность обрабатываемых размеров. Оборудование, оснастка, инструмент: станок токарно-винторезный; измерительный инструмент – индикаторы часового типа с ц. д. 1 мкм и 0.01 мм; эталонная деталь; резцовая наладка; металлический щуп; жесткий упор с ц.д. 0, 05 мм.
ОСНОВНЫЕ ПОНЯТИЯ.
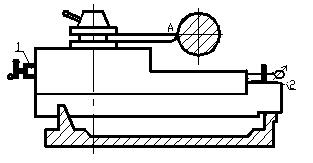
Погрешность настройки определяется как поле рассеивания положений инструмента при обработке нескольких партий заготовок, то есть при многократной установке инструмента на размер. Погрешность настройки равна допуску на настроенный размер или разности между наибольшими и наименьшими настроечными размерами. Эта величина включает нескольких составляющих. Одна из существенных составляющих – погрешность установки (регулирования) инструмента на размер, которая определяется как поле рассеивания установки инструмента при обработке нескольких партий деталей, то есть при многократной установке инструмента на размер. Существуют различные методы установки инструмента на размер. Погрешность установки инструмента по каждому исследованному методу определяется с помощью контрольного индикатора с ц. д. 0.001 мм., установленного сзади суппорта.
Рис. 1. Схема измерения: 1 – лимб; 2 – контрольный индикатор.
Установка инструмента в заданное положение производится 10 раз. При первом измерении устанавливают шкалу индикатора на нуле, при последующих – фиксируют с учетом знака отклонения от нулевого положения. Погрешность установки инструмента на размер характеризуется уравнением
Популярное:
|
Последнее изменение этой страницы: 2016-03-16; Просмотров: 1521; Нарушение авторского права страницы
 , ширина шайбы
, ширина шайбы  , материал - сталь 45. При проведении эксперимента задают режимы резания в пределах:
, материал - сталь 45. При проведении эксперимента задают режимы резания в пределах:  ; глубина резания
; глубина резания  для каждой шайбы принимают согласно таблице.
для каждой шайбы принимают согласно таблице.

 можно считать постоянной. Разница в глубине резания на двух шайбах
можно считать постоянной. Разница в глубине резания на двух шайбах  в каждой серии
в каждой серии  , характеризующая точность выполнения заготовки
, характеризующая точность выполнения заготовки  , обуславливает при обработке различные силы резания и согласно формуле (1) – различные значения
, обуславливает при обработке различные силы резания и согласно формуле (1) – различные значения  . Погрешность обработки, то есть погрешность выполняемого размера, найдем по зависимости.
. Погрешность обработки, то есть погрешность выполняемого размера, найдем по зависимости. (5)
(5) (6)
(6) по формуле (2).
по формуле (2). ,
,  ,
,  . Эти данные можно взять из результатов работы 1.
. Эти данные можно взять из результатов работы 1. при
при  ,
,  ,
,  .
. по формуле (4).
по формуле (4).

 ,
, 
 .
. .
. и
и  .
. .
.













 , где
, где  ,
,  - соответственно наибольшее (положительное) и наименьшее (отрицательное) отклонения, мм.
- соответственно наибольшее (положительное) и наименьшее (отрицательное) отклонения, мм.