
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
ГЛАВА 9. РАЗДЕЛЕНИЕ НЕОДНОРОДНЫХ СИСТЕМСтр 1 из 4Следующая ⇒
Осаждение
Процесс отделения дисперсной фазы от сплошной путем осаждения, как было указано ранее, может осуществляться под воздействием различного вида сил: под действием силы тяжести – отстаивание, под действием центробежной силы – циклонный процесс и осадительное центрифугирование, очистка газов под действием электростатических сил – электроосаждение. Отстаивание Процесс отстаивания осуществляется в наиболее простых в конструктивном отношении аппаратах – отстойниках. Движущей силой в этом случае является разность удельных весов участвующих в отстаивании фаз. Для систем “газ – твердое тело”, “газ – жидкость” она относительно больше, чем для систем “жидкость – жидкость” и “жидкость – твердое тело”. Малость величины движущей силы при отстаивании ограничивает область применения отстаивания и его эффективность. В промышленности отстаивание применяют для грубой очистки газов, для сгущения суспензий, для разделения эмульсий (в основном нестойких). Отстаивание применяют часто для предварительного разделения неоднородных сред, что удешевляет окончательное тонкое разделение более сложными способами. В главе 5 были рассмотрены законы свободного осаждения отдельных частиц в жидкостях и газах под действием силы тяжести и получены формулы для определения скорости их движения. При отстаивании концентрация дисперсной фазы в сплошной достаточно велика и происходит стесненное движение частиц, при этом скорость стесненного движения
Отстойники
По способу организации процесса отстойники могут быть периодического, непрерывного и полупериодического действия. В последних подача разделяемой смеси и вывод очищенной сплошной фазы производятся непрерывно, а удаление сгущенной дисперсной фазы – периодически. Отстойники периодического действия представляют собой емкости, куда заливается разделяемая смесь. После определенного времени отстаивания через боковой патрубок сливается очищенная сплошная фаза, а затем удаляется сгущенная (концентрированная) дисперсная фаза. В частности, при отстаивании суспензий в осадке будут содержаться твердые частицы с некоторым количеством сплошной фазы. Наиболее широко распространены в промышленности отстойники непрерывного действия. На рис. 9.1 показана схема отстойника непрерывного действия с гребковой мешалкой, применяемого для сгущения суспензий. В корпус отстойника 1, представляющего цилиндрический резервуар с коническим днищем 2, непрерывно подается суспензия по трубе 5. Твердые частицы под действием силы тяжести оседают на днище корпуса, образуя осадок. Гребковая мешалка перемещает осадок по направлению к разгрузочному отверстию. Мешалка вращается очень медленно и не нарушает осаждение дисперсной фазы. Осадок (сгущенная суспензия) отводится через разгрузочный патрубок 6 при помощи диафрагмового насоса. Очищенная сплошная фаза (осветленная жидкость) переливается в кольцевой желоб 4 и Рис. 9.1. Отстойник непрерывного действия с гребковой мешалкой: 1 – корпус; 2 – коническое днище; 3 – гребковая мешалка; 4 – кольцевой желоб; 5 – труба; 6 – разгрузочный патрубок
отводится через отводящий патрубок. Вал мешалки приводится в движение от электродвигателя через редуктор (число оборотов вала 0, 00025-0, 008 с-1). Концентрация сгущенной смеси по твердой фазе достигает 30-35%. Диаметр отстойников такого типа находится в пределах от 1, 8 до 30 м.
Рис. 9.2. Отстойник непрерывного дей-ствия с коническими полками
Работает этот отстойник непрерывного действия следующим образом. Исходная суспензия подается непрерывно в верхнюю часть цилиндрического корпуса и поступает в пространство между коническими полками, на которых оседают твердые частицы. Осадок сползает по наклонным полкам к стенке корпуса, затем перемещается на коническое днище, откуда он отводится через нижний патрубок. Очищенная сплошная фаза (осветленная жидкость) из пространства между полок поступает в перфорированную центральную трубу и из нее отводится из аппарата.
Рис. 9.3. Отстойник непрерывного действия для разделе-ния эмульсий: 1 – корпус; 2 – перфорированная перегородка
Рассмотрим отстойник непрерывного действия для разделения эмульсий (рис. 9.3). В этом отстойнике в корпус 1 подается эмульсия, которая предварительно проходит через перфорированную перегородку 2. Перегородка служит для того, чтобы не было перемешивания эмульсии при вводе в аппарат. Движение эмульсии – ламинарное, а скорость течения не превышает нескольких миллиметров в секунду. В корпусе аппарата капли легкой фазы (если она дисперсная фаза) движутся вверх, где коалесцируют, образуя сплошной слой. Если дисперсной является тяжелая фаза, то капли тяжелой фазы движутся вниз, коалесцируя и образуя внизу слой сплошной тяжелой фазы. Таким образом, в отстойнике происходит расслаивание жидкостей. Легкая и тяжелая фазы отводятся из отстойника через соответствующие трубопроводы, как показано на рис. 9.3. У трубопровода для вывода тяжелой фазы предусмотрено соединение с атмосферой, препятствующее полному сливу жидкости. Отстаивание твердых частиц в газовой среде подчиняется принципиально тем же закономерностям, что и осаждение их под действием силы тяжести в жидкостях. Поскольку скорость осаждения пропорциональна, при прочих равных условиях разности плотностей частиц и газа, то скорость очистки в газах будет выше скорости очистке в жидкостях. Несмотря на это очистка газов отстаиванием является малоэффективным процессом, так как действующие силы в данном случае невелики. Под действием силы тяжести из газа удается достаточно полно выделить лишь крупные частицы пыли. Поэтому отстаивание используется для предварительной, грубой очистки газов, содержащих частицы пыли относительно крупных размеров (более 100 мкм). Степень очистки газа от пыли при этом не превышает 30-40%. На рис. 9.4 показана схема пылеосадительной камеры для очистки газа от пыли. Запыленный газ поступает в корпус камеры 1, в котором установлены горизонтальные полки 2, и направляется в пространство между ними. При движении газа между полками и происходит процесс осаждения на последних. Пройдя полки, очищенный газ огибает вертикальную отражательную перегородку 3 и уходит из камеры. Основное назначение перегородки – обеспечение равномерного распределения газа между полками; кроме того, при огибании газом перегородки под действием сил инерции из него удаляется часть пыли. Осевшая на полках пыль периодически удаляется при помощи скребков через люки или же смывается водой.
Схема расчета отстойника. В отстойнике прямоугольного сечения длиной L (м) и шириной b (м) суспензия разделяется на осадок и слой осветленной жидкости высотой h (м). Производительность отстойника по осветленной жидкости Для данных условий
Время прохождения t суспензией отстойника составит
За это же время частицы, осаждающиеся со скоростью
Приравнивая правые части уравнений (9.7а) и (9.7б) и подставляя вместо
откуда производительность отстойника по осветленной жидкости составит
где Уравнение (9.8) показывает, что производительность отстойника не зависит в явном виде от его высоты. Поэтому при проектировании отстойников их высоту следует принимать возможно меньшей, но такой, чтобы поперечное сечение потока было достаточным для обеспечения ламинарного режима течения. Поверхность же отстойника в соответствии с (9.8) имеет смысл по возможности увеличивать, для чего в отстойниках устанавливаются полки (рис. 9.2, 9.4). Из уравнения (9.8) можно определить поверхность осаждения (в м2):
При известной плотности осветленной жидкости
Поставляя из уравнения (9.3) значение
При выводе этого уравнения не учитывались обстоятельства, ухудшающие процесс отстаивания в реальных условиях: возможность вихреобразования в области ввода суспензии, наличие застойных зон и другие. Поэтому при инженерных расчетах следует увеличить величину поверхности, полученную по уравнению (9.8в), на 30-35%.
Фильтрование
Фильтрованием называется процесс разделения суспензий и газовзвесей при помощи пористых фильтровальных перегородок, задерживающих твердые частицы (дисперсную фазу), но пропускающих сплошную фазу (жидкость, газ). Движущей силой процесса фильтрования является разность давлений в двух зонах фильтра (по обе стороны фильтровальной перегородки), которая соответствует сопротивлению, встречаемому потоком фильтрата (жидкости, газа) при его прохождении через образующийся слой осадка и фильтровальную перегородку. Эта разность давлений Dр создается различными способами: весом столба самой суспензии; нагнетанием жидкостными насосами (Dр » 0, 5 МПа); подачей сжатого газа (Dр = 0, 05 ¸ 0, 3 МПа); вакуумированием пространства под фильтровальной перегородкой В зависимости от организации процесса фильтрование может быть как непрерывным, так и периодическим. Фильтрование в основном применяют в промышленности для тонкого разделения неоднородных систем, с его помощью можно достигнуть более полной, чем при осаждении, очистки жидкости или газа от взвешенных твердых частиц.
Фильтрование суспензий
Аппарат, в котором осуществляется фильтрование, называется фильтром, простейший вид которого показан на рис. 9.13. Фильтр 1 делится на две части фильтровальной перегородкой 2. Суспензия 3 помещается над фильтровальной перегородкой. Разность давлений над перегородкой и под ней является движущей силой процесса фильтрования. Жидкость проходит через перегородку и очищается от твердых частиц, которые на перегородке образуют слой влажного осадка 5. Этот процесс называется фильтрованием с образованием осадка. Иногда твердые частицы проникают в поры перегородки и задерживаются там, не образуя осадка. Такой процесс называется фильтрованием с закупориванием пор. Возможен также промежуточный вид фильтрования, когда твердые частицы проникают в поры фильтровальной перегородки и образуют на ней слой осадка. Очищенная от твердой фазы жидкость под перегородкой называется фильтратом 4.
Рис. 9.13. Схема процесса фильтрования: 1 – фильтр; 2 – фильтровальная перего-родка; 3 – суспензия; 4 – фильтрат; 5 – осадок
Разность давлений по обе стороны фильтровальной перегородки создается разными способами, в результате чего осуществляются различные процессы фильтрования. Если пространство над суспензией сообщается с источником сжатого воздуха или пространство под фильтровальной перегородкой присоединяется к источнику вакуума, то происходит процесс фильтрования при постоянной разности давлений . При этом скорость процесса уменьшается в связи с увеличением сопротивления слоя осадка возрастающей толщины. Если суспензию подают на фильтр поршневым насосом, то осуществляется процесс фильтрования при постоянной скорости; при этом разность давлений увеличивается за счет увеличения сопротивления осадка с ростом его толщины. Если суспензию подают центробежным насосом, производи-тельность которого уменьшается с ростом сопротивления осадка, то производится процесс фильтрования при переменных разности давлений и скорости. Осадки, получаемые при фильтровании, подразделяют на несжимаемые и сжимаемые. Под несжимаемыми понимают те осадки, в которых пористость не уменьшается при увеличении разности давлений. Пористость сжимаемых осадков уменьшается, а их гидравлическое сопротивление потоку жидкой фазы возрастает с увеличением разности давлений. В производственных условиях под фильтрованием понимают не только операцию разделения суспензии на фильтрат и осадок, но и последующие операции промывки, продувки и сушки осадка на фильтре. Промывку осадка выполняют способами вытеснения и разбавления. Способ вытеснения состоит в том, что промывную жидкость на поверхность осадка заливают в виде слоя или подают в диспергированном состоянии, причем промывная жидкость под действием разности давлений проходит сквозь поры осадка, вытесняет из них жидкую фазу и смешивается с ней. При способе разбавления осадок снимается с фильтровальной перегородки и перемешивается в сосуде с мешалкой с промывной жидкостью. Образующая при этом суспензия разделяется на фильтре. Этот способ используют, когда осадок промывается трудно. Продувку осадка производят с целью вытеснения из пор осадка промывной жидкости. Сушку осадка на фильтре нагретым или предварительно осушенным воздухом применяют, когда необходимо получить на фильтре осадок с низкой окончательной влажностью. Фильтровальные перегородки. Фильтровальные перегородки могут быть подразделены на различные группы по нескольким признакам. По принципу действия различают поверхностные и глубинные. В поверхностных перегородках твердые частицы суспензии задерживаются на их поверхности, не проникая в поры перегородки. Глубинные перегородки характеризуются тем, что частицы проникают в основном в их поры и там задерживаются. Такие перегородки используются, когда концентрация твердой фазы в суспензии мала. Перегородки классифицируются и по материалам, из которых они изготовлены, например, на перегородки из хлопчатобумажных, шерстяных, синтетических, стеклянных, керамических и металлических материалов. Такая классификация необходима для выбора материала, способного противостоять химически агрессивным средам. По структуре фильтровальные перегородки подразделяются на гибкие и негибкие. Гибкие перегородки могут быть металлическими, тканевыми и т.д.; негибкие перегородки – жесткими, состоящими из связанных твердых частиц, или нежесткими, состоящими из несвязанных твердых частиц.
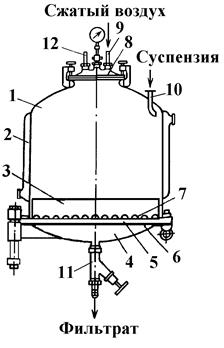
Фильтры Число конструкций фильтровального оборудования очень велико. Ниже будут рассмотрены принцип действия и основные особенности наиболее распространенных фильтров. Нутч-фильтры. Нутч представляет собой простейший фильтр периодического действия, работающий под вакуумом или под избыточным давлением. На рис 9.14 показана схема нутч-фильтра, работающего под давлением (до 0, 3 МПа). Нутч состоит из корпуса 1 с рубашкой 2, съемной крышки 8 и откидывающегося дна 4. На опорной решетке 6 расположена фильтровальная перегородка 5. Иногда в качестве перегородки применяют слой волокон, который закрепляют сеткой 7. Над фильтровальной перегородкой укреплена кольцевая перегородка 3, поддерживающая осадок во время выгрузки, когда откидывается дно 4. Подача суспензии производится через трубу 10, сжатый воздух в процессе фильтрования поступает через патрубок 9, фильтрат удаляется через патрубок 11. Для предохранения от возможности повышения давления в аппарате установлен предохранительный клапан 12. В рубашку 2 подают теплоноситель для повышения температуры фильтрования, что обеспечивает снижение вязкости фильтрата и повышение в связи с этим скорости фильтрования.
Рис. 9.14. Нутч-фильтр, работающий под давлением: 1 – корпус; 2 – обогревающая рубашка; 3 – кольцевая перегородка; 4 – откидывающееся дно; 5 – фильтровальная перегородка; 6 – опорная решетка; 7 – сетка; 8 – съемная крышка; 9 – патрубок для подвода сжатого воздуха; 10 – труба для подачи суспензии; 11 – патрубок для отвода фильтрата; 12 – предохрани-тельный клапан
В простейшем случае цикл работы на нутч-фильтре состоит из следующих операций: наполнение суспензией, фильтро-вание суспензии под давлением газа, удаление осадка с фильтровальной перегородки, регенерация последней. Достоинствами нутчей является большая движущая сила процесса фильтрования, пригодность для разделения суспензий, выделяющих токсичные пары, возможность хорошей промывки осадка. К недостаткам относятся ручная выгрузка осадка, громоздкость. По этим причинам нутч-фильтры используют в основном в производствах малой мощности. Фильтр-прессы. Они работают под давлением и являются фильтрами периодического действия. Направления сил тяжести и движения фильтрата в них перпендикулярны. На рис. 9.15 показана схема фильтр-пресса с вертикальными рамами.
Рис. 9.15. Фильтр-пресс: а – плита; б – рама; в – сборка; 1 – отвер-стия в плитах и рамах, образующие при сборке канал для подачи суспензии; 2 – отверстия в плитах и рамах, образующие канал для подачи промывной жидкости; 3 – отводы для прохода суспензии внутрь рам; 4 – внутренние пространства рам; 5 – фильтровальные перегородки; 6 – рифления плит; 7 – каналы в плитах для выхода фильтрата на стадии фильтрования или промывной жидкости – на стадии промывки осадка; 8 – центральные каналы в плитах для сбора фильтрата или промывной жидкости; 9 – краны на линиях вывода фильтрата или промывной жидкости
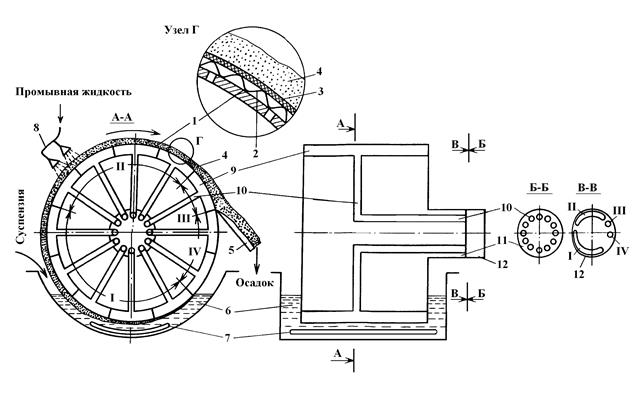
Фильтр представляет собой сборку из чередующихся плит и рам. Плиты имеют вертикальные рифления 6, предотвращающие прилипание фильтровальной ткани к плитам и обеспечивающие движение по ним фильтрата. Полая рама помещается между двумя плитами, образуя камеру 4 для осадка. Отверстия 1 и 2 в плитах и рамах совпадают, образуя каналы для прохода соответственно суспензии и промывной жидкости. Между плитами и рамами помещают фильтровальные перегородки («салфетки») 5. На салфетках имеются отверстия, которые совпадают с отверстиями в плитах. Сжатие плит и рам производится при помощи винтового или гидравлического зажимов. На стадии фильтрования суспензия под давлением по системе трубопроводов подается к фильтр – прессу и по каналу 1 и отводам 3 поступает в полое пространство (камеру) 4 внутри рам. Жидкость проходит через фильтровальные перегородки 5, по желобам рифлений 6 движется к каналам 7 и далее – в каналы 8. Отсюда фильтрат выводится через краны 9, открытые на стадии фильтрования. После заполнения камеры 4 осадком подачу суспензии прекращают. Затем начинается стадия промывки осадка. Промывная жидкость проходит по каналам 2, омывает осадок и фильтровальные перегородки и выводится через краны 9. По окончании промывки осадок продувают сжатым воздухом для удаления остатков промывной жидкости. После этого плиты и рамы раздвигают, и осадок частично падает под действием силы тяжести в сборник, установленный под фильтром. Оставшуюся часть осадка выгружают вручную. К достоинствам фильтр-прессов относятся большая удельная поверхность фильтрования, возможность проведения процесса при высоких давлениях (до 1, 5 МПа), простота конструкции, отсутствие движущихся в процессе эксплуатации частей. Недостатками являются ручное обслуживание, невозможность полной промывки осадка, быстрый износ фильтровальных салфеток. Барабанный вакуум-фильтр. Это фильтр непрерывного действия, его схема представлена на рис. 9.16. Фильтр имеет вращающийся цилиндрический барабан 1, покрытый металлической волнистой сеткой 2, на которой расположена тканевая фильтровальная перегородка 3. Барабан на 30 – 40% своей поверхности погружен в суспензию, находящуюся в корыте 6. Так как в фильтре направление осаждения частиц противоположно направлению движения фильтрата, то в корыте 6 установлена качающаяся мешалка 7 для взмучивания суспензии. Барабан разделен радиальными перегородками на ряд изолированных друг от друга ячеек (камер) 9. Каждая камера соединяется трубой 10 с различными полостями неподвижной части 12 распределительной головки. Трубы объединяются во вращающуюся часть 11 распределительной головки. Благодаря этому при вращении барабана 1 камеры 9 в определенной последовательности присоединяются к источникам вакуума и сжатого воздуха. В результате при полном обороте барабана каждая камера проходит несколько зон, в которых осуществляются процессы фильтрования, промывки осадка и другие. Зона I – фильтрование и отсос фильтрата, где камера соприкасается с суспензией. Камера в это время соединена с источником вакуума. Под действием вакуума фильтрат проходит через фильтровальную ткань, сетку и перфорацию барабана внутрь камеры и через трубу выводится из аппарата. На наружной поверхности барабана, покрытой фильтровальной тканью, образуется осадок 4.
Рис. 9.16. Барабанный вакуум-фильтр: 1 – перфорированный барабан; 2 – волнистая сетка; 3 – фильтровальная перегородка; 4 – осадок; 5 – нож для съема осадка; 6 – корыто для суспензии; 7 – качающаяся мешалка; 8 – устройство для подвода промывной жидкости; 9 – камеры (ячейки) барабана; 10 – соединительные трубки; 11 – вращающаяся часть распределительной головки; 12 – неподвижная часть распределительной головки; I – зона фильтрования и отсоса фильтрата; II – зона промывки осадка и отсоса промывной жидкости; III – зона съема осадка; IV – зона очистки фильтровальной ткани
Зона II – промывка осадка и отсос промывной жидкости. Здесь камера, вышедшая из корыта с суспензией, также соединена с источни-ком вакуума, а на осадок с помощью устройства 8 подается промывная жидкость. Она проходит через осадок и по трубе отводится из аппарата. Зона III – съем осадка. В этой зоне осадок сначала отдает остатки свободной жидкости, находящейся в нем, под действием вакуума, а затем камера соединяется с источником сжатого воздуха. Воздух сушит и разрыхляет осадок, что облегчает его последующее удаление. При подходе камеры к ножу 5 подача сжатого воздуха прекращается. Осадок падает с поверхности фильтровальной ткани под действием силы тяжести. Нож служит в основном направляющей плоскостью для слоя осадка отделяющегося от ткани. Зона IV – очистка фильтровальной ткани, где она продувается сжатым воздухом или водяным паром и освобождается от оставшихся на ней твердых частиц. После этого ячейки с регенерированной тканью вновь входят в корыто с суспензией, и весь цикл операций вновь повторяется. На каждом участке поверхности фильтра все операции проводятся последовательно одна за другой. Но участки поверхности барабана работают независимо, и поэтому в целом все операции проводятся одновременно, т.е. процесс протекает непрерывно. Это одно из достоинств барабанного фильтра. Другими достоинствами являются: простота обслуживания, возможность фильтрования суспензии с большой концентрацией твердой фазы, хорошие условия промывки осадка. К недостаткам относятся сравнительно небольшая удельная поверхность фильтрования, относительно высокая стоимость, необходимость перемешивания суспензии в корыте, сложность герметизации. Ленточный вакуум-фильтр. На рис. 9.17 показана схема ленточного вакуум-фильтра. Такой фильтр представляет собой аппарат непрерывного действия, в котором направление силы тяжести и движение жидкой фазы совпадают. Движущей силой процесса фильтрования является разность давлений между атмосферным и остаточным давлением в вакуум-камерах для фильтрата 8 и промывной жидкости 10. Опорная резиновая лента в сечении в виде желоба 1 с прорезями и бортами перемещается по замкнутому пути при помощи приводного 2 и натяжного 3 барабанов. Фильтровальная ткань в виде замкнутой ленты 4 прижимается к опорной резиновой ленте при помощи натяжения роликами 5. Суспензия поступает на фильтровальную ткань из лотка 6, где и происходит процесс фильтрования. После фильтрования идет процесс промывки осадка. Промывная жидкость подается на образовавшийся осадок из форсунок 7. Фильтрат под вакуумом отсасывается в камеры 8, находящиеся под опорной резиновой лентой, и через коллектор 9 отводится в сборник. Промывная жидкость, также под вакуумом, отсасывается в камеры 10 и через коллектор 11 уходит в другой сборник. На приводном барабане фильтровальная ткань (лента) отходит от резиновой ленты и огибает ролик 12; при этом осадок 14 отделяется от ткани и падает в бункер 13. На пути между роликами 5 фильтровальная ткань промывается и очищается.
Рис. 9.17. Ленточный вакуум-фильтр: 1 – опорная резиновая лента; 2 – приводной барабан; 3 – натяжной барабан; 4 – фильтровальная ткань (лента); 5 – натяжные ролики; 6 – лоток для подачи суспен-зии; 7 – форсунки для подачи промывной жидкости; 8 – вакуум-камера для фильтрата; 9 – коллектор для фильтрата; 10 – вакуум-камера для промывной жидкости; 11 – коллектор для промывной жидкости; 12 – направляющий ролик; 13 – бункер для осадка
К достоинствам ленточного вакуум-фильтра относятся: совпадение направления фильтрования и осаждения, относительная простота устройства (отсутствие распределительной головки), хорошие условия для обеспечения промывки и удаления жидкости из осадка. Благодаря простоте съема осадка и регенерации ткани возможна обработка труднофильтруемых материалов. Недостатками являются: небольшая удельная поверхность и довольно быстрый износ фильтровальной ленты, громоздкость аппарата, сложность герметизации. Фильтрующие центрифуги Принципиальное отличие фильтрующих центрифуг от осадительных заключается в том, что они имеют перфорированный барабан, на внутренних стенках которого закреплена фильтровальная ткань. На рис. 9.18 показана схема вертикальной фильтрующей центрифуги периодического действия. Центрифуга состоит из перфорированного барабана 2, насаженного на вращающийся вал. На внутренней поверхности барабана расположена дренажная проволочная сетка 3, а на ней – фильтровальная ткань 4. Суспензия подается сверху в барабан. В результате фильтрования на фильтрующей ткани образуется слой осадка. Фильтрат (фугат) под действием центробежной силы проходит через осадок, фильтровальную перегородку, перфорацию барабана и попадает в кожух, откуда и отводится. После окончания процесса фильтрования барабан останавливается и вручную выгружается осадок.
Рис. 9.18. Схема вертикальной фильтрующей центрифуги: 1 – корпус; 2 – перфорированный барабан; 3 – проволочная сетка; 4 – фильтровальная ткань; 5 – осадок; 6 – суспензия. Потоки: с – суспензия; ф – фильтрат (фугат) Достоинством центрифуги этого типа является простота устройства, а недостатками – периодичность работы и ручная выгрузка осадка. Горизонтальная фильтрующая центрифуга непрерывного действия с ножевым съемом осадка показана на рис. 9.19.
Рис. 9.19. Горизонтальная фильтрующая центрифуга с ножевым съемом осадка: 1 – барабан; 2 – гидравлический цилиндр для подъема и опускания ножа; 3 – кожух; 4 – нож для съема осадка; 5 – наклонный желоб; 6 – патрубок для отвода фугата; 7 – труба для подачи суспензии; 8 –вал; 9 – вибратор; 10 – перфорированные стенки барабана; 11 – фильтровальная ткань. Потоки: I – суспензия; II – фугат; III – осадок
В перфорированный барабан на внутреннюю его поверхность укладывается дренажная сетка, на нее закрепляется фильтровальная ткань, а на фильтровальную ткань сверху укладывается предохранительная сетка. Она служит для того, чтобы не было выпучивания ткани при действии ножа во время съема осадка. Особенностью этих центрифуг является осуществление всех операций процесса в автоматическом режиме и при постоянной скорости вращения барабана. Приведем такой пример. Рабочий цикл фильтра, продолжительность которого равна tр = 10 мин, разбит на операции, запрограммированные по отведенным им отрезкам времени. Операции эти следующие: 1) фильтрование в течение t1 = 5 мин. Открывается клапан подачи суспензии в центрифугу на время 5 мин, после чего он закрывается; 2) отжим осадка t2 = 0, 5 мин; 3) промывка осадка t3 = Основным достоинством этих центрифуг является полная автоматизация процесса фильтрования. Недостаток их – относительно быстрый износ фильтровальной перегородки.
Очистка газов фильтрованием
Очистка газов от взвешенных твердых частиц фильтрованием, как и разделение суспензий, применяется в тех случаях, когда этот процесс невозможно осуществить методами осаждения в отстойных камерах и циклонах. Принцип действия для очистки газов фильтрованием тот же, что и для разделения суспензий: используются фильтровальные перегородки, которые пропускают газ, но задерживают на своей поверхности твердые частицы. Применяемые на практике фильтровальные перегородки делятся на четыре группы: 1) гибкие (ткани и нетканные материалы из природных и синтетических волокон, войлок, губчатая резина и т.д.); 2) полужесткие (пакеты металлических сеток, слои волокон, стружки и т.д.); 3) жесткие (плоские и цилиндрические пористые перегородки из керамики, пластмасс, спеченные или спрессованные металлические порошки); 4) зернистые (слои кокса, гравия, песка). К числу наиболее широко применяемых фильтров с гибкими перегородками относятся рукавные фильтры. Схема такого фильтра представлена на рис. 9.22.
Рис. 9.22. Схема рукавного фильтра: 1 – корпус; 2 – бункер для пыли; 3 – трубная решетка, на которой крепятся рукава; 4 – рукава; 5 – крышки рукавов с петлями; 6 – рама для подвески рукавов; 7 – опора рамы с пружиной; 8 – патрубок для входа запыленных газов; 9 – патрубок для выхода очищенных газов; 10 – продувочный патрубок; 11 – шнек; 12 – металлические кольца; 13 – дроссельные клапаны; 14 – патрубки для отвода пыли; I, II – секции аппарата
Работает рукавной фильтр следующим образом. В секцию I, работающую на стадии фильтрования, через патрубок 8 поступают запыленные газы и далее входят в рукава 4. Рукава вверху закрыты крышками 5 и подвешены на крючки рамы 6. Нижние части рукавов плотно укреплены в трубной решетке 3. Чтобы рукава сохраняли цилиндрическую форму, в них вшиваются металлические кольца 12. Проходя через рукава, газ очищается от пыли, которая оседает на внутренней поверхности рукавов и в порах фильтровальной ткани, а очищенный газ выходит через патрубок 9, дроссельный клапан 13 которого открыт. Для очистки рукавов от осевшей пыли поток газа периодически (через 5-10 мин) отключается на 20-30 с, в течение которых рукава, висящие на общей пружинной опоре, встряхиваются при помощи кулачкового механизма. Отключение и включение газового потока и кулачкового механизма производится автоматически. При встряхивании рукавов пыль попадает в днище корпуса (бункер для пыли) откуда удаляется обычно шнеком 11. Если рукава выполнены из толстой ворсистой ткани, производится кроме встряхивания и продувка рукавов сжатым воздухом. Секция II, как показано на рис. 9.22, работает на стадии очистки рукавов от пыли. В этом случае дроссельный клапан 13 на патрубке 9 закрывается и открывается клапан на патрубке 10, через который поступает на продувки сжатый воздух. Он проходит через наружную поверхность фильтровальной ткани рукавов, очищает их от пыли, которая падает в бункер. Выходя из рукавов, продувной газ отводится из аппарата через патрубок 8, который отсоединяется от трубопровода запыленного газа и присоединяется к линии отвода продувного газа. Рукавные фильтры обычно монтируются на общих коллекторах в виде ряда параллельно работающих секций (в каждой 12-25 рукавов). Это позволяет не прерывать очистку газов на время удаления пыли из отдельных секций. Достоинством рукавных фильтров является высокая степень очистки газов от тонкодисперсной пыли (частицы размером 1 мкм улавливаются на 98-99%). К недостаткам их относятся высокое гидравлическое сопротивление (до 2500 Па), относительно быстрый износ фильтроваль-ной ткани и закупорка ее пор, непригодность для очистки влажных газов и газов, имеющих высокую температуру. Для газов с высокой температурой применяются фильтры с термостойкой фильтровальной перегородкой (пористые перегородки из керамики, спрессованных металлических порошков и др.). Расчет рукавных фильтров. Основной характеристикой такого фильтра является общая поверхность фильтрования его рукавов Sоб:
Популярное:
|
Последнее изменение этой страницы: 2016-03-22; Просмотров: 1908; Нарушение авторского права страницы
 меньше скорости свободного осаждения
меньше скорости свободного осаждения  . Скорость стесненного движения зависит также от объемной доли сплошной фазы e. При стесненном движении твердых частиц, например, для суспензий и капель жидкости – для эмульсий, возможно их соприкосновение и образование ансамблей частиц, скорость которых значительно уменьшается по сравнению со скоростью свободного осаждения. Следует учитывать и то, что если осаждается полидисперсная фаза, то определение скорости стесненного осаждения значительно осложняется, так как крупные и мелкие частицы движутся с различными скоростями. Определение скорости стесненного осаждения производится по различным эмпирическим зависимостям.
. Скорость стесненного движения зависит также от объемной доли сплошной фазы e. При стесненном движении твердых частиц, например, для суспензий и капель жидкости – для эмульсий, возможно их соприкосновение и образование ансамблей частиц, скорость которых значительно уменьшается по сравнению со скоростью свободного осаждения. Следует учитывать и то, что если осаждается полидисперсная фаза, то определение скорости стесненного осаждения значительно осложняется, так как крупные и мелкие частицы движутся с различными скоростями. Определение скорости стесненного осаждения производится по различным эмпирическим зависимостям.
 На рис. 9.2 показан отстойник непрерывного действия с коническими полками, он прост по конструкции, не имеет движущихся частей, имеет большую поверхность осаждения твердой фазы, что является его достоинствами. Недостаток состоит в том, что влажность сгущенной суспензии (шлама) в нем больше, чем в отстойниках с гребковыми мешалками.
На рис. 9.2 показан отстойник непрерывного действия с коническими полками, он прост по конструкции, не имеет движущихся частей, имеет большую поверхность осаждения твердой фазы, что является его достоинствами. Недостаток состоит в том, что влажность сгущенной суспензии (шлама) в нем больше, чем в отстойниках с гребковыми мешалками.
 Рис. 9.4. Пылеосадитель-ная камера: 1 – корпус; 2 – полки; 3 – отражательная перегородка; 4 – люки для удаления пыли
Рис. 9.4. Пылеосадитель-ная камера: 1 – корпус; 2 – полки; 3 – отражательная перегородка; 4 – люки для удаления пыли (м3/с), скорость потока жидкости вдоль аппарата равна
(м3/с), скорость потока жидкости вдоль аппарата равна  (м/с)
(м/с) . (9.6)
. (9.6) . (9.7а)
. (9.7а) . (9.7б)
. (9.7б) ,
,  , (9.8)
, (9.8) – поверхность отстойника, м2.
– поверхность отстойника, м2. . (9.8а)
. (9.8а) (кг3/м ), ее массовый расход будет
(кг3/м ), ее массовый расход будет  , тогда
, тогда . (9.8б)
. (9.8б) в уравнение (9.8б), получаем новую зависимость для определения поверхность осаждения:
в уравнение (9.8б), получаем новую зависимость для определения поверхность осаждения:  . (9.8в)
. (9.8в)



 , (9.53)
, (9.53)