
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Цементация стали. Термической обработка после цементации. Стали для цементации.
Цементация – ХТО, заключающаяся в диффузионном насыщении поверхностного слоя атомами С при нагреве до температуры 900…950 oС. Цементации подвергают стали с низким содерж. С (до 0, 25 %). Нагрев изделий осуществляют в среде, легко отдающей С. Подобрав режимы обработки, поверхн. слой насыщают С до требуемой глубины. Глубина цементации (h) – расстояние от поверхности изделия до середины зоны, где в структуре имеются одинаковые объемы феррита и перлита ( h. = 1…2 мм).
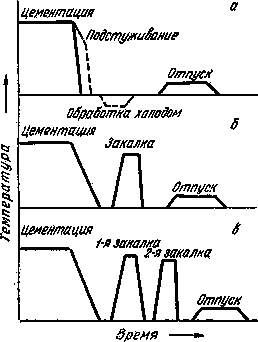
В результате цементации достигается только выгодное распределение углерода по сечению. Окончательно формирует свойства цементованной детали последующая термообработка. Все изделия подвергают закалке с низким отпуском. После закалки цементованное изделие приобретает высокую твердость и износостойкость, повышается предел контактной выносливости и предел выносливости при изгибе, при сохранении вязкой сердцевины. Комплекс термической обработки зависит от материала и назначения изделия. Если сталь наследственно мелкозернистая или изделия неответственного назначения, то проводят однократную закалку с температуры 820…850oС. При этом обеспечивается получение высокоуглеродистого мартенсита в цементованном слое, а также частичная перекристаллизация и измельчение зерна сердцевины. При газовой цементации изделия по окончании процесса подстуживают до этих температур, а затем проводят закалку (не требуется повторный нагрев под закалку). Для удовлетворения особо высоких требований, предъявляемых к механическим свойствам цементованных деталей, применяют двойную закалку (в). Первая закалка (или нормализация) проводится с температуры 880…900oС для исправления структуры сердцевины. Вторая закалка проводится с температуры 760…780oС для получения мелкоигольчатого мартенсита в поверхностном слое. Завершающей операцией термической обработки всегда является низкий отпуск, проводимый при температуре 150…180oС. В результате отпуска в поверхностном слое получают структуру мартенсита отпуска, частично снимаются напряжения. Цементации подвергают зубчатые колеса, поршневые кольца, червяки, оси, ролики.
Азотирование. Стали для азотирования. Азотирование – химико-термическая обработка, при которой поверхностные слои насыщаются азотом. Впервые азотирование осуществил Чижевский И.П., промышленное применение – в двадцатые годы. При азотировании увеличиваются не только твердость и износостойкость, но также повышается коррозионная стойкость. При азотировании изделия загружают в герметичные печи, куда поступает аммиак NH3 c определенной скоростью. При нагреве аммиак диссоциирует по реакции: 2NH3> 2N+3H2. Атомарный азот поглощается поверхностью и диффундирует вглубь изделия. Для азотирования используют стали, содержащие алюминий, молибден, хром, титан. Нитриды этих элементов дисперсны и обладают высокой твердостью и термической устойчивостью. Типовые азотируемые стали: 38ХМЮА, 35ХМЮА, 30ХТ2Н3Ю. Глубина и поверхностная твердость азотированного слоя зависят от ряда факторов, из которых основные: температура азотирования, продолжительность азотирования и состав азотируемой стали. От условий работы деталей различают азотирование: для повыш. поверхностной твердости и износостойкости; для улучш. корроз. стойкости (антикорроз. азотирование).
Нитроцементация стали. Термическая обработка после нитроцементации. Стали для нитроцементации. Нитроцементация – газовое цианирование, осуществляется в газовых смесях из цементующего газа и диссоциированного аммиака. Состав газа Т процесса определяют соотношение углерода и азота в цианированном слое. Глубина слоя зависит от температуры и продолжительности выдержки. ВысокоТ нитроцементация проводится при Т 830…950oС, для машиностроительных деталей из углеродистых и малолегированных сталей при повышенном содержании аммиака. Завершающей термической обработкой является закалка с низким отпуском. Твердость достигает 56…62 HRC. На ВАЗе 95 % деталей подвергаются нитроцементации. Низкотемпературной нитроцементации подвергают инструмент из быстрорежущей стали после термической обработки (закалки и отпуска). Процесс проводят при Т 530…570oС, в течение 1, 5…3 часов. Образуется поверхностный слой толщиной 0, 02…0, 004 мм с твердостью 900…1200 HV. Нитроцементация характеризуется безопасностью в работе, низкой стоимостью.
Диффузионная металлизация. Диффузионная металлизвция – ХТО, при которой поверхность стальных изделий насыщается различными элементами: алюминием, хромом, кремнием, бором и др. При насыщении хромом процесс называют хромированием, алюминием – алитированием, кремнием – силицированием, бором – борированием. Диффузионную металлизацию можно проводить в тв., жидких и газообразных средах. При твердой диффузионной метализации металлизатором является ферросплав с добавлением хлористого аммония (NH4Cl). В результате реакции металлизатора с HCl или CL2 образуется соединение хлора с металлом (AlCl3, CrCl2, SiCl4), которые при контакте с поверхностью диссоциируют с образованием свободных атомов. Жидкая диффузионная метализация проводится погружением детали в расплавленный металл (например, алюминий). Газовая диффузионная метализация проводится вгазовых средах, являющихся хлоридами различных металлов. Диффузия металлов протекает очень медленно, так как образуются растворы замещения, поэтому при одинаковых температурах диффузионные слои в десятки и сотни раз тоньше, чем при цементации. Диффузионная металлизация – процесс дорогостоящий, осуществляется при высоких температурах (1000…1200oС) в течение длительного времени. Одним из основных свойств металлизированных поверхностей является жаростойкость, поэтому жаростойкие детали для рабочих температур 1000…1200oС изготавливают из простых углеродистых сталей с последующим алитированием, хромированием или силицированием. Исключительно высокой твердостью (2000 HV) и высоким сопротивлением износу из-за образования боридов железа (FeB, FeB2) характеризуются борированные слои, но эти слои очень хрупкие. Популярное:
|
Последнее изменение этой страницы: 2016-03-22; Просмотров: 1326; Нарушение авторского права страницы
 Степень цементации – среднее содержание углерода в поверхностном слое (обычно, не более 1, 2 %).Более высокое содержание углерода приводит к образованию значительных количеств цементита вторичного, сообщающего слою повышенную хрупкость. На практике применяют цементацию в твердом и газовом карбюризаторе (науглероживающей среде).
Степень цементации – среднее содержание углерода в поверхностном слое (обычно, не более 1, 2 %).Более высокое содержание углерода приводит к образованию значительных количеств цементита вторичного, сообщающего слою повышенную хрупкость. На практике применяют цементацию в твердом и газовом карбюризаторе (науглероживающей среде).