
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Термомеханическая обработка стали.
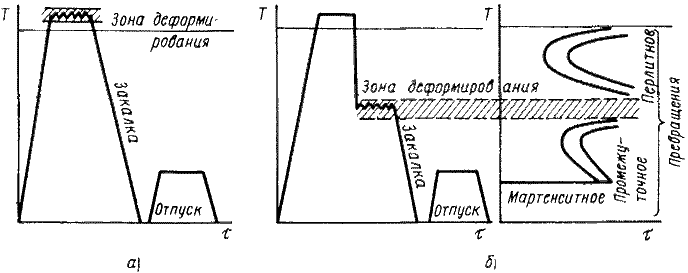
Одним из технологических процессов упрочняющей обработки является термомеханическая обработка (ТМО). Термомеханическая обработка относится к комбинированным способам изменения строения и свойств материалов. При термомеханической обработке совмещаются пластич. деформация и термическая обработка (закалка предварительно деформированной стали в аустенитном состоянии). Преимуществом термомеханической обработки является то, что при существенном увеличении прочности характеристики пластичности снижаются незначительно, а ударная вязкость выше в 1, 5-2 раза по сравнению с ударной вязкостью для той же стали после закалки с низким отпуском. В зависимости от Т, при которой проводят деформацию, различают высокоТ термомеханическую обработку (ВТМО) и низкоТ термомеханическую обработку (НТМО). Сущность высокоТ термомеханической обработки заключается в нагреве стали до температуры аустенитного состояния (выше А3). При этой Т осуществляют деформацию стали, что ведет к наклепу А. Сталь с таким состоянием А подвергают закалке (а).
ВысокоТ термомеханическую обработку эффективно использовать для углеродистых, легированных, конструкционных, пружинных и инструментальных сталей. Последующий отпуск при температуре 100…200oС проводится для сохранения высоких значений прочности. НизкоТ термомеханическая обработка (аусформинг). Сталь нагревают до аустенитного состояния. Затем выдерживают при высокой температуре, производят охлаждение до Т, выше Т начала мартенситного превращения (400…600oС), но ниже температуры рекристаллизации, и при этой температуре осуществляют обработку давлением и закалку (рис. 16.1 б). НизкоТ термомеханическая обработка, хотя и дает более высокое упрочнение, но не снижает склонности стали к отпускной хрупкости. Кроме того, она требует высоких степеней деформации (75…95 %), поэтому требуется мощное оборудование. НизкоТ термомеханическую обработку применяют к среднеуглеродистым легированным сталям, закаливаемым на мартенсит, которые имеют вторичную стабильность аустенита. Повышение прочности при термомеханической обработке объясняют тем, что в результате деформации аустенита происходит дробление его зерен (блоков). Размеры блоков уменьшаются в два – четыре раза по сравнению с обычной закалкой. Также увеличивается плотность дислокаций. При последующей закалке такого аустенита образуются более мелкие пластинки мартенсита, снижаются напряжения.
33. ХТО. Связь диаграммы состояния со структурой диффузионного слоя (на примере диаграммы ХТО – процесс изменения химического состава, микроструктуры и свойств поверхностного слоя детали. Изменение химического состава поверхностных слоев достигается в результате их взаимодействия с окружающей средой (твердой, жидкой, газообразной, плазменной), в которой осуществляется нагрев. В результате изменения химического состава поверхностного слоя изменяются его фазовый состав и микроструктура. Основными параметрами химико-термической обработки являются температура нагрева и продолжительность выдержки. В основе любой разновидности химико-термической обработки лежат процессы диссоциации, адсорбции, диффузии. Диссоциация – получение насыщающего элемента в активированном атомарном состоянии в результате химических реакций, а также испарения. Адсорбция – захват поверхн. детали атомов насыщ. элемента. Адсорбция – всегда экзотермический процесс, приводящий к уменьшению свободной энергии. Диффузия – перемещение адсорб-ых атомов вглубь изделия. Для процессов адсорбции и диффузии необходимо, чтобы насыщающий элемент взаимодействовал с основным металлом, образуя твердые растворы или хим.соединения. ХТО явл. основным способом поверхн. упрочнения деталей. Основными разновидностями химико-термической обработки являются: цементация (насыщение поверхностного слоя углеродом); азотирование (насыщение поверхностного слоя азотом); нитроцементация или цианирование (насыщение поверхностного слоя одновременно углеродом и азотом); диффузионная металлизация (насыщение поверхностного слоя различными металлами). Популярное:
|
Последнее изменение этой страницы: 2016-03-22; Просмотров: 1385; Нарушение авторского права страницы
 ВысокоТ термомеханическая обработка практически устраняет развитие отпускной хрупкости в опасном интервале Т, ослабляет необратимую отпускную хрупкость и резко повышает ударную вязкость при комнатной Т. Понижается Т порог хладоломкости. ВысокоТ термомеханическая обработка повышает сопротивление хрупкому разрушению, уменьшает чувствительность к трещинообразованию при термической обработке.
ВысокоТ термомеханическая обработка практически устраняет развитие отпускной хрупкости в опасном интервале Т, ослабляет необратимую отпускную хрупкость и резко повышает ударную вязкость при комнатной Т. Понижается Т порог хладоломкости. ВысокоТ термомеханическая обработка повышает сопротивление хрупкому разрушению, уменьшает чувствительность к трещинообразованию при термической обработке. ).
). 