|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Цилиндрические зубчатые колеса внешнего зацепления
Форма зубчатого колеса зависит от его габаритных размеров, от серийности производства. При отсутствии в техническом задании на курсовое проектирование указаний о серийности производства редукторов его можно задать, отдавая предпочтение индивидуальному и мелкосерийному производству. На рис. 4.1 приведены простейшие формы колес, изготовляемых в единичном и мелкосерийном производстве.
Рис. 4.1
При небольших диаметрах колес их изготавливают из прутка, а при больших заготовки колес получают свободной ковкой с последующей токарной обработкой. Чтобы уменьшить объем точной обработки резанием, на дисках колес выполняют выточки. При диаметрах da< 80 мм эти выточки, как правило, не делают. Длину lст посадочного отверстия колеса желательно принимать равной или больше ширины b2 зубчатого венца колеса. Длину ступицы lст согласуют также с расчетами соединения (шпоночного, шлицевого или с натягом), выбранного для передачи вращающего момента с колеса на вал (или с вала на колесо), и с диаметром посадочного отверстия d: lст= (0, 8...1, 5)d, обычно lст= (1...1, 2)d. Выступающую часть ступицы располагают по направлению действия осевой силы в зацеплении. В одноступенчатых редукторах колеса делают со ступицей, симметрично выступающей в обе стороны от диска колеса. Диаметр dстступицы назначают в зависимости от материала колеса: для стали − dст= (1, 5...1, 55) ∙ d; для чугуна − dст= (1.55...1, 6) ∙ d; для легких сплавов − dст= (1, 6...1, 7) ∙ d; меньшие значения принимают для шлицевого соединения вала с колесом, большие - для шпоночного и соединения с натягом. Ширину S торцов зубчатого венца принимают S = 2, 2 ∙ m + 0, 05 ∙ b2, На торцах зубчатого венца выполняют фаски: при твердости рабочих поверхностей зубьев менее 350 НВ − f45, при более высокой твердости - под углом = 15...20 на всю высоту зуба. Обычно f = (0, 5...0, 6)m. При серийном производстве колес заготовки получают из прутка свободной ковкой (рис. 4.2), а при годовом объеме выпуска колес более 100 штук применяют двусторонние штампы (рис. 4.3).
Для свободной выемки заготовок из штампа принимают значения штамповочных уклонов 7 и радиусов закруглений R 6 мм. Толщина диска С рекомендована для уменьшения влияния термической обработки на точность геометрической формы колеса С = (0, 35...0, 4) ∙ b2.
4.2. Цилиндрические зубчатые колеса внутреннего зацепления
Размеры dст, lст, S, f основных конструктивных элементов колес внутреннего зацепления (рис. 4.4) принимают по соотношениям для колес внешнего зацепления.
Рис. 4.4
Конструктивное исполнение колес внутреннего зацепления может быть выполнено по одному из вариантов, показанных на рис. 4.4, а, б и отличающихся расположением ступицы относительно зубчатого венца: а − ступица расположена внутри колеса, что обеспечивает лучшие условия работы зацепления по сравнению с вариантом б, в котором ступица вынесена за контур зубчатого венца. Однако вариант а можно применять в том случае, если между ступицей колеса и внутренней поверхностью зубчатого венца размещается зуборезный долбяк, которым изготовляют зубья колеса. В табл. 4.1 приведены рекомендуемые диаметры De долбяка и размер ширины канавки а для выхода долбяка и размещения стружки, образующейся при долблении зубьев прямозубых колес. Таблица 4.1
Размер а канавки в косозубых колесах внутреннего зацепления увеличивают на 30...40. Глубину канавки во всех случаях принимают
Конические зубчатые колеса
Конструктивные формы конических зубчатых колес с внешним диаметром вершин зубьев dae 120 мм представлены на рис. 4.5. При угле делительного конуса колеса 30 < < 45 допускаются обе конструкции конических колес. Размер ступицы колеса определяют по рекомендациям для цилиндрических зубчатых колес. При внешнем диаметре вершин зубьев колеса свыше 120 мм рекомендуют конструкции колес, показанные на рис. 4.6. По форме на рис. 4.6, а конструируют колеса при единичном или мелкосерийном производстве. Колеса меньших диаметров изготавливают точением из прутка (из цилиндрической заготовки), больших − свободной ковкой с последующей токарной обработкой.
Рис. 4.5
Рис.4.6 По рис. 4.6, б конструируют конические колеса при крупносерийном производстве. Тонкими линиями показаны контуры заготовки колеса, получаемой ковкой в двусторонних штампах (штамповкой). При любой форме колес внешние углы зубьев притупляют фаской
Валы - шестерни
Принципиально возможны два конструктивных исполнения шестерен зубчатых передач: за одно целое с валом (вал - шестерня) и отдельно от вала (насадная шестерня). Качество вала - шестерни (жесткость, точность зацепления и т.п.) оказывается выше, а стоимость изготовления ниже, чем вала с насадной шестерней, поэтому все шестерни редукторов, как правило, выполняют за одно целое с валом. На рис. 4.7 показаны характерные конструктивные формы вала - шестерни. На рис. 4.7, а конструкция шестерни обеспечивает нарезание зубьев со свободным выходом зуборезного инструмента (червячной фрезы или долбяка). При больших передаточных числах передачи наружный диаметр шестерни, как правило, мало отличается от диаметра вала, и валы - шестерни конструируют в этом случае по форме на рис. 4.7, б. Выход червячной фрезы определяют графически по ее наружному диаметру Dф, назначаемому в зависимости от модуля зацепления и степени точности передачи по следующим рекомендациям:
Рис. 4.7
По возможности желательно избегать конструкции врезных шестерен, так как в этом случае затрудняется работа червячной фрезы или шлифовального круга (при чистовой обработке зубьев). На рис. 4.7, в показан вариант конструкции конического вала - шестерни. 5. КОНСТРУИРОВАНИЕ ЭЛЕМЕНТОВ КОРПУСА
Корпус редуктора служит для размещения и координации деталей передачи, защиты их от загрязнения, организации системы смазки, а также воспринятия сил, возникающих в зацеплении редукторной пары, подшипниках, открытой передаче. В проектируемых одноступенчатых редукторах принята в основном конструкция разъёмного корпуса, состоящего из крышки и основания (рис. 5.1, 5.2). Корпуса вертикальных цилиндрических редукторов могут иметь (рис. 5.1) в отдельных случаях два разъёма, что определяет ещё одну часть корпуса среднюю. Несмотря на разнообразие форм корпусов, они имеют одинаковые конструктивные элементы подшипниковые бобышки, фланцы, рёбра, соединённые стенками в единое целое, и их конструирование подчиняется некоторым общим правилам. Форма корпуса определяется в основном технологическими, эксплуатационными и эстетическими требованиями с учётом его прочности и жёсткости. Этим требованиям удовлетворяют корпуса прямоугольной формы с гладкими наружными стенками без выступающих конструктивных элементов: подшипниковые бобышки и рёбра внутри; стяжные болты только по продольной стороне корпуса в нишах; крышки подшипниковых узлов преимущественно врезные; фундаментные лапы не выступают за габариты корпуса (см. рисунки типовых конструкций редукторов в атласе и [2]). Предлагаемые формы корпусов не единственные. В случае необходимости можно создавать другие конструкции. Габаритные (наружные) размеры корпуса определяются размерами расположенной в корпусе редукторной передачи и кинематической схемой редуктора
.
Рис.5.2 При этом вертикальные стенки редуктора перпендикулярны основанию, верхняя плоскость крышки корпуса параллельна основанию зубчатая передача вписывается в параллелепипед (см. рис. 5.1). Поэтому конструирование зубчатой передачи, валов и подшипниковых узлов, размеры которых предварительно определены в эскизном проекте (см. рис. 3.2), выполняются во взаимосвязи с конструированием корпуса. В малонагруженных редукторах (Т2 500 Нм) толщины стенок крышки и основания корпуса принимаются одинаковыми (рис. 5.3) Внутренний контур стенок корпуса очерчивают по всему периметру корпуса с учётом зазоров и hМмежду контуром и вращающимися деталями (см. рис. 3.2). Особое внимание уделяют фланцевым соединениям, которые воспринимают нагрузки от зубчатой передачи. Различают пять видов фланцев: 1 − фундаментный основания корпуса (рис. 5.4); 2 − подшипниковый бобышки основания и крышки корпуса; 3 − соединительный основания и крышки корпуса; 4 − крышки подшипникового узла; 5 − крышки смотрового люка. Конструктивные элементы фланца с соответствующим ему индексом выбирают в зависимости от диаметра d крепёжного винта (болта) из таблицы 5.1 [2] или определяют по рекомендации (рис. 5.5): для винтов ширина k 2.2d; координата оси отверстия С = k / 2; высота опорной поверхности под головку для болтов ширина k 2, 7d; координата оси отверстия С = k/2 − (1...2) мм.
Рис. 5.4
Диаметр d крепёжного винта (болта) определяется в зависимости от значения главного геометрического параметра редуктора aw по табл. 5.1.
Таблица 5.1
В таблице индекс диаметра d крепёжного винта (болта) указывает на его принадлежность соответствующему фланцу (см. рис. 5.3 − 5.5). Фундаментный фланец основания корпуса предназначен для крепления редуктора к фундаментной раме (плите). Опорная поверхность фланца выполняется в виде двух длинных параллельно расположенных или четырёх небольших платиков (см. рис. 5.3, 5.4). Места крепления располагают на возможно большем (но в пределах корпуса) расстоянии друг от друга L1. Длина опорной поверхности платиков L = L1 + b1; ширина b1 = 2, 4 ∙ d01 + 1, 5 ∙ ; высота h1= (2, 3...2, 4).
Рис. 5.5
Проектируемые редукторы крепятся к раме (плите) четырьмя болтами (шпильками), расположенными в нишах корпуса. Размеры ниш даны на рис. 5.5; высота ниш h01= (2, 0...2, 5) ∙ d1при креплении шпильками, h01= 2, 5 ∙ (d1+ ) болтами. Форма ниши (угловая или боковая) определяется размерами, формой корпуса и расположением мест крепления. По возможности корпус крепится к раме (плите) болтами снизу, что исключает необходимость конструирования ниши. Фланец подшипниковой бобышки крышки и основания корпуса предназначен для соединения крышки и основания разъёмных корпусов. Фланец расположен в месте установки стяжных подшипниковых болтов (винтов) (см. рис. 5.3); на продольных длинных сторонах корпуса; в крышке наружу от её стенки, в основании – внутрь от стенки. Количество подшипниковых (стяжных) винтов равно 2 для вертикальных редукторов и 3 для горизонтальных. Подшипниковые стяжные винты ставят ближе к отверстию под подшипник на расстоянии L2друг от друга так, чтобы расстояние между стенками отверстий диаметром d02и DT (при установке торцовой крышки подшипникового узла) было не менее 3...5 мм (см. рис. 5.3). Высота фланца определяется графически, исходя из условий размещения головки винта на плоской опорной поверхности подшипниковой бобышки. В цилиндрическом горизонтальном редукторе (см. рис. 5.3) винт, расположенный между отверстиями под подшипники, помещают посередине между этими отверстиями. При этом наружные торцы подшипниковых бобышек для удобства обработки выполняют в одной плоскости. В разъёмных корпусах при сравнительно небольших продольных сторонах (при aw (de2) 160) фланец высотой h2выполняют одинаковым по всей длине (см. рис. 5.3). На коротких боковых сторонах крышки и основания корпуса, не соединённых винтами, фланец расположен внутрь корпуса и его ширина k3определяется от наружной стенки; на продольных длинных сторонах, соединённых винтами d3, фланец располагается: в крышке корпуса наружу от стенки, в основании внутрь. Количество соединительных винтов n3и расстояние между ними L3принимают по конструктивным соображениям в зависимости от размеров продольной стороны редуктора и размещения подшипниковых стяжных винтов. При сравнительно небольшой длине продольной стороны можно принять d3= d2и h3= h2и поставить один − два винта (см. рис. 5.3). При длинных продольных сторонах принимают h3= 1, 5 ∙ для болтов, h3= 1, 5 ∙ + d3 для винтов, а количество винтов n3и расстояние между ними L3определяют конструктивно. Фланец для крышки подшипникового узла, в котором отверстие (полость) в случаях неразъёмной или разъёмной подшипниковой бобышки закрывается торцовой крышкой, подбирается по диаметру винтов d4(табл. 5.2). Таблица 5.2
Параметры присоединительного фланца торцовой крышки подшипникового узла определяют по табл. 5.3 и 5.4. Фланец для крышки смотрового окна (см. рис. 5.1, 5.2, 5.6), для которого размеры сторон, количество винтов n3и расстояние между ними LБустанавливают конструктивно в зависимости от места расположения окна и размеров крышки смотрового окна; высота фланца h5= 3...5 мм. Для закрепления в корпусе сливных пробок, отдушин, маслоуказателей на крышке и основании предусмотрены опорные платики (фланцы). Размеры сторон платиков должны быть на величину e = 3...5 мм больше размеров опорных поверхностей прикрепляемых деталей. Высота платика h = 0, 5 ∙ d Подшипниковые бобышки предназначены для размещения комплекта деталей подшипникового узла (см. рис. 5.1, 5.3 ). В зависимости от конструкции крышки и основания корпуса редуктора возможно различное расположение бобышек подшипниковых узлов быстроходного и тихоходного валов.
Таблица 5.3
Конструктивные элементы фланца крышки и бобышки
В редукторах вертикального исполнения (рис. 5.1), когда разъем крышки и основания корпуса выполняют по оси ведомого вала, подшипниковые бобышки расположены внутри коробчатого корпуса. В редукторах горизонтального исполнения (рис. 5.2), когда разъем корпусных деталей выполняют по осям валов, бобышки подшипниковых узлов в основании корпуса располагают внутри корпуса, а в крышке – снаружи. Внутренний диаметр подшипниковой бобышки быстроходного DБи тихоходного DТвала равен внутреннему диаметру фланца для крышки подшипникового узла (см. табл. 5.4), а наружный DБ3(DТ3) = DБ(DТ) + 3,
Рис. 5.6
Длина гнезда подшипниковой бобышки l1быстроходного и l2тихоходного валов зависит от комплекта деталей подшипникового узла и типа подшипника (см. табл. 5.4); при этом учитываются размеры деталей регулирующих устройств, внутренних уплотнений и крышек.
Таблица 5.4 Определение длины l подшипникового гнезда, мм
Примечания: 1. h − высота центрирующего пояса торцовой крышки или высота врезной крышки (см. таблицу К15). 2. B(T) − ширина подшипника. 3. H1− высота регулировочного винта. 4. H − высота нажимной шайбы.
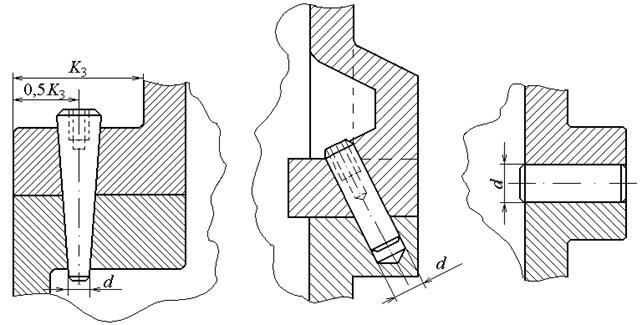
Рассмотрим рекомендации по конструированию отдельных деталей и элементов корпуса редуктора. Смотровой люк (рис. 5.6). Служит для контроля сборки и осмотра редуктора при эксплуатации. Для удобства осмотра его располагают на верхней крышке корпуса, что позволяет также использовать люк для заливки масла. Смотровой люк делают прямоугольной или (реже) круглой формы максимально возможных размеров. Люк закрывают крышкой. Широко применяют стальные крышки из листов толщиной k 2 мм (см. рис. 5.6, а). Для того чтобы внутрь корпуса извне не засасывалась пыль, под крышку ставят уплотняющие прокладки из картона (толщиной 1...1, 5 мм) или полоски из резины (толщиной 2…3 мм). Если с такой крышкой совмещена пробка-отдушина, то её приваривают к ней или прикрепляют развальцовкой (рис. 5.6, б). На рис. 5.6, в приведена крышка, совмещённая с фильтром и отдушиной. Внутренняя крышка окантована с двух сторон вулканизированной резиной. Наружная крышка плоская, вдоль длинной её стороны выдавлены 2 − 3 гофра, через которые внутренняя полость редуктора соединена с внешней средой. Пространство между крышками заполнено фильтром из тонкой медной проволоки или другого материала. Крышки крепятся к корпусу винтами с полукруглой или полупотайной головкой. Если смотровой люк отсутствует или расположен в боковой стенке корпуса, то в верхней плоскости крышки корпуса предусматривают отверстие под отдушину. Иногда по конструктивным соображениям контроль уровня смазки зацепления осуществляют жезловым маслоуказателем, установленным в крышке корпуса, для чего предусматривается специальное отверстие. Эти отверстия можно использовать и для заливки масла. Установочные штифты (см. рис. 5.7). Расточку отверстий под подшипники (подшипниковые гнёзда) в крышке и основании корпуса производят в сборе. Перед расточкой отверстий в этом соединении устанавливают два фиксирующих штифта на возможно большем расстоянии друг от друга для фиксации относительного положения крышки корпуса и основания при последующих сборках. Фиксирующие конические штифты располагают наклонно или вертикально (см. рис. 5.7, а и б) в зависимости от конструкции фланца. Там, где невозможно применение конических штифтов, встык соединения ставят со стороны каждой стенки по одному (всего 4) цилиндрическому штифту (см. рис. 5.7, в). Диаметр штифта d = (0, 7…0, 8) ∙ d3, где d3− диаметр соединительного винта. Отжимные винты. Уплотняющее покрытие плоскости разъёма склеивает крышку и основание корпуса. Для того чтобы обеспечить их разъединение, при разборке рекомендуют применять отжимные винты, которые ставят в двух противоположных местах крышки корпуса. Диаметр отжимных винтов принимают равным диаметру соединительных d3или подшипниковых d2стяжных винтов.
а б в Рис. 5.7
Проушины (см. рис. 5.8). Для подъёма и транспортировки крышки корпуса и собранного редуктора применяют проушины, отливая их заодно с крышкой. По варианту рис. 5.8, а проушина выполнена в виде ребра жесткости с отверстием, по рис. 5.8, б − в виде сквозного отверстия в корпусе. Выбор конструкции проушины зависит от размеров и формы крышки корпуса. Отверстия под маслоуказатель и сливную пробку (рис. 5.9). Оба отверстия (рис. 5.9, а) желательно располагать рядом на одной стороне основания корпуса в доступных местах. Нижняя кромка сливного отверстия должна быть на уровне днища или несколько ниже его. Дно желательно делать с уклоном 1...2° в сторону отверстия. У самого отверстия в отливке основания корпуса выполняют местное углубление для стока масла и отстоявшейся грязи (рис. 5.9). Отверстие под маслоуказатель должно располагаться на высоте, достаточной для точного замера верхнего и нижнего уровней масла. Форма и размер отверстий зависят от типа выбранных маслоуказателя и сливной пробки (см. рис. 5.1, 5.2). Наружные стороны отверстий оформляют опорными платиками. При установке маслоуказателя и сливной пробки с цилиндрической резьбой обязательно применяют уплотнительные прокладки из паронита или резиновое кольцо. Пробка с конической резьбой не требует уплотнения.
а б Рис. 5.8
а б Рис. 5.9 6. Разработка рабочей документации Популярное:
|
Последнее изменение этой страницы: 2016-03-22; Просмотров: 1852; Нарушение авторского права страницы









 мм, где Т2− вращающий момент на колесе тихоходного вала, Нм.
мм, где Т2− вращающий момент на колесе тихоходного вала, Нм. мм;
мм;