|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Принадлежности и инструмент сварщика
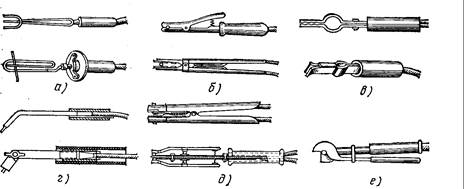
Сварочный пост - рабочее место сварщика, оборудованное всем необходимым для выполнения сварочных работ. Сварочный пост укомплектован источником питания, электрическими проводами, электрододержателем, защитным щитком и сборочно-сварочными приспособлениями. Для зажатия электрода и подвода к нему сварочного тока служит электрододержатель. Более совершенными являются электрододержатели с пружинами (рис.13). Применяют также винтовые, пластинчатые, вилочные и другие типы. Электрододержатели выпускают, в зависимости от силы сварочного тока, трех типов. 1-го типа для тока 125 А, 2-го типа для тока 125-315 А и 3-го типа для тока 315-500 А. Все типы электрододержателей должны выдерживать без ремонта 8000 зажимов электродов. Время смены электрода не должно превышать 4с.
Щитки предназначены для защиты лица от лучей, брызг металла и шлака изготавливают из легких и несгораемых материалов (спецпластмасс). Защитные стекла (светофильтры) служат для защиты глаз от лучей дуги. Предусмотрено 13 классов светофильтров для сварки при различных токах. Номер светофильтра подбирают в зависимости от тока, состава свариваемого металла, вида дуговой сварки и т.д. К примеру, сварка покрытыми электродами при токе 100 А выполняется со светофильтром С5, при токе 200 А - С6 и т.д. Размеры светофильтров 52 ´ 102 мм. Светофильтр вставляют в рамку щитка и снаружи защищают от брызг оконным стеклом, которое заменяют по мере загрязнения. Кабели и сварочные провода служат для подвода тока от источника питания к электрододержателю и изделию. Сечение проводов выбирают по установленным нормативам для электротехнических установок 5 - 2 А/мм2 при токах 100 - 300 А. Инструмент сварщика: стальная щетка - для зачистки кромок перед сваркой и удаления с поверхности швов остатков шлака, молоток - шлакоотделитель для удаления шлаковой корки, зубило, угольник и др.
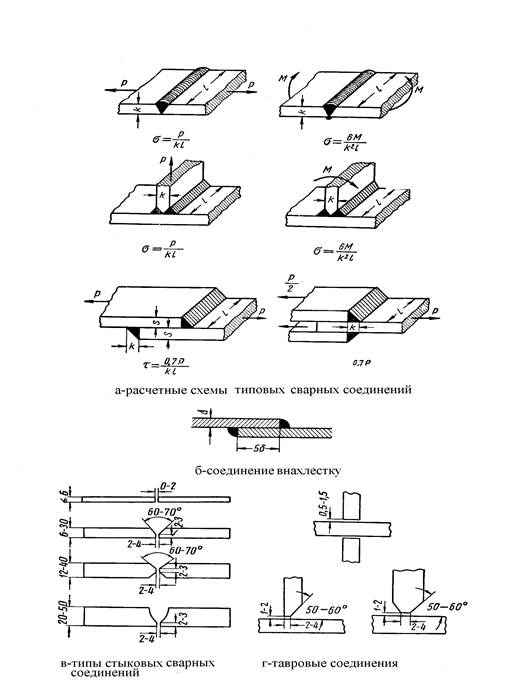
Сварные соединения Сварным соединением называют неразъемное соединение, выполненное сваркой. При ручной дуговой сварке применяют стыковое, угловое, тавровое и нахлесточное соединения. При конструировании сварных соединений исходят из двух принципов: 1) если известна величина действующих сил, то при конструировании сварного соединения обеспечивают прочность с учетом заданных усилий; 2) если величина действующих сил не известна, то сварные соединения конструируют с учетом равнопрочности их основному металлу. Расчетные схемы и основные типы сварных соединений приведены на рис.14.
При ручной сварке стыковых соединений металла толщиной менее 6 мм кромки стыкуют без подготовки с зазором величиной до 2мм. или без него. При толщине металла 6 - 30 мм сварку стыковых соединений производят с V-образной подготовкой кромок, причем угол раскрытия кромок равен 60 - 70°, притупление 2 - 3 мм, зазор 2 - 4 мм. Зазор между кромками при сборке сварных швов стыковых соединений под сварку оставляют с целью улучшения провара. Соединение в нахлестку выполняют угловыми швами. Нахлесточные соединения не требуют точной обработки кромок и проще при сборке. Величину нахлестки обычно применяют равной пятикратной толщине свариваемых элементов.
Техника и режимы сварки Качество сварного соединения зависит от правильного выбора режима сварки. Под выбором режима сварки понимается выбор диаметра электрода, силы сварочного тока, скорости сварки в соответствии с размерами и формой изделия, типом соединения, материалом изделия и электрода. Прежде всего, в зависимости от толщины металла и типа сварного соединения выбирают диаметр электрода. Диаметр электрода должен быть по возможности наибольшим для того, чтобы обеспечить максимальную производительность сварки. Применение слишком большого диаметра электрода, особенно при малой толщине металла, может привести к прожогу. Затем выбирают необходимую силу тока, которая в основном определяется диаметром электрода, но зависит также от толщины свариваемого металла, типа соединения, скорости сварки, положения свариваемого шва в пространстве, покрытия электрода и его рабочей длины. Силу сварочного тока I можно определить в зависимости от диаметра электрода d по формуле (1):
где k - опытный коэффициенты, которые для ручной сварки обыкновенными стальными электродами составляет 40-60 а/мм2; dЭ - диаметр электрода, мм.
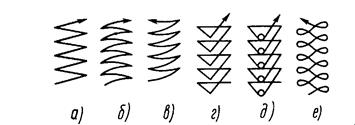
В процессе сварки швов в нижнем положении сварщик совершает электродом три основных движения: подает электрод вниз для поддержания постоянной длины дуги по мере проплавления электрода, перемещает электрод вдоль оси шва для заполнения разделки шва, а также производит концом электрода поперечные движения для получения валика шва заданной ширины. Схемы движения конца электрода представлены на рис.15. Неправильное ведение электрода при сварке может привести к непроварам и пористости шва.
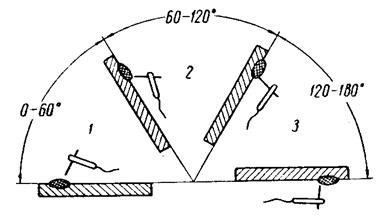
Для получения провара и хорошо сформированного шва амплитуда поперечных колебаний не должна превышать двух диаметров электрода. При сварке тонкого металла и первых слоев многослойного шва электрод ведут без поперечных колебаний. По положению в пространстве швы разделяют на: нижние, вертикальные и потолочные (рис.16). Наиболее удобной для выполнения является сварка в нижнем положении.
Швы с V-образной подготовкой кромок выполняют в один или несколько слоев в зависимости от толщины свариваемого металла. При многослойной сварке первым валиком (слоем) проваривают вершину шва, затем после тщательной послойной зачистки накладывают остальные слои по порядку, указанному на рис.17. После окончания заполнения всей разделки производят подварку корня шва с обратной стороны.
При сварке угловыми швами нахлесточных, тавровых и угловых соединений возникают трудности выполнения качественных швов, связанные с возможностью получения непровара вершины угла и наплывов металла по вертикальной плоскости. С целью устранения указанных трудностей такие швы выполняют при положении " в лодочку" (рис.18). В этом случае шов выполняют так же, как и при V-образной разделке стыкового шва.
Сварка вертикальных и горизонтальных швов по вертикальной плоскости труднее сварки в нижнем положении. Расплавленный металл под действием силы тяжести стремится стекать вниз. Сварку вертикальных швов производят главным образом снизу вверх. При сварке швов в потолочном положении возможность стекания металла увеличивается. Поэтому, для потолочной сварки применяют специальные электроды с тугоплавкими обмазками, образующими чашечку (на конце электрода), способствующую удержанию жидкого металла. Сварочные электроды Электродом для дуговой сварки называют стержень, предназначенный для подвода тока к сварочной дуге. Для ручной дуговой сварки электроды представляют собой стержни круглого сечения различного диаметра и длины. Для механизированной дуговой сварки в качестве электрода применяют сварочную, порошковую и самозащитную металлическую проволоку. Электроды подразделяют на плавящиеся (из стали, чугуна, меди, алюминия и их сплавов) и неплавящиеся из чистого вольфрама, из вольфрама с присадками оксидов тория, лантана или иттрия, электротехнического угля и прессованного графита. Для сварки сталей применяют специальную проволоку. Стандартом предусмотрено 75 марок сварочной проволоки различного хим.состава: - выпускается шесть марок низкоуглеродистой проволоки - Св-08, Св-08А, Св-08АА, Св-08ГА, Св-10ГА и Св-10Г2; - 30 марок легированной проволоки типа Св-12ГС, Св-15ГСТЮЦА и др.; - 39 марок высоколегированной проволоки - Св-12Х11НМФ, Св-10Х17Т и др. В проволоке из легированной стали легирующих элементов содержится от 2, 5 до 10%, а в высоколегированной - более 10%. Буквы и цифры в написании марок проволоки обозначают: Св-08 - сварочная 0, 08% углерода (среднее содержание); А - пониженное, АА - еще более пониженное содержание вредных примесей серы и фосфора; Г - легированная марганцем; Г2 - содержащая до 2% марганца. Условные обозначения легирующих элементов следующие: С - кремний, Н - никель, М - молибден, Т - титан, Ю - алюминий, Ц - цирконий, Х - хром, Ф - ванадий, Б - ниобий, В - вольфрам, Д - медь, Г - марганец.
Покрытие электродов. Покрытый электрод представляет собой определенных размеров стальной стержень, на поверхность которого опрессовкой или окунанием нанесено специальное покрытие.
Общие требования ко всем типам электродов: 1. Обеспечение устойчивого горения дуги. 2. Хорошее формирование шва. 3. Получение металла шва определенного химического состава и свойств без дефектов. 4. Спокойное и равномерное плавление электродного стержня и покрытия в процессе сварки. 5. Минимальные потери электродного металла от угара и разбрызгивания. 6. Высокая производительность сварки. 7. Легкая отделимость шлаковой корки с поверхности шва. 8. Достаточная прочность покрытия. 9. Сохранение физико-химических и технологических свойств электродов в течение определенного промежутка времени. 10. Минимальная токсичность при изготовлении и сварке. Специальные требования к электродам: 1. Получение швов заданной формы (вогнутая поверхность швов, глубокий провар и др.); 2. Возможность сварки определенным способом (сварка опиранием, сварка вертикальных швов способом сверху вниз и др.); 3. Получение металла со специальными свойствами (повышенной прочности, износостойкости, коррозионной стойкости, жаропрочности, окалиностойкости). Для удовлетворения всех этих требований в покрытия электродов вводят определенные вещества – шлакообразующие, газообразующие, раскислители, легирующие, стабилизирующие, связующие, а также применяют стержни различного химического состава. Покрытые электроды для ручной дуговой сварки подразделяют по назначению: - для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 600 МПа, обозначаются У; - для сварки легированных конструкционных сталей с временным сопротивлением разрыву свыше 600 МПа, обозначаются Л; - для сварки легированных теплоустойчивых сталей - Т; - для сварки высоколегированных сталей с особыми свойствами - В; - для наплавки слоев с особыми свойствами - Н. По толщине покрытия в зависимости от отношения диаметра электрода D к диметру стального стержня d: с тонким покрытием (D/d ~ 1, 20) - М; со средним покрытием (1, 20 D/d ~ 1, 45) - С; c толстым покрытием (1, 45 D/d ~ 1, 80) - Д ; c особо толстым покрытием (D/d ~ 1, 80) - Г. По видам покрытия: с кислым ( А ), рутиловым ( Р ), целлюлозным ( Ц ), с основным ( Б ), с прочим покрытием ( П ). К примеру, металл шва, выполненный электродами с основным покрытием, обладает относительно большой ударной вязкостью, меньшей склонностью к образованию трещин. Этими электродами сваривают особо ответственные изделия из низкоуглеродистых и легированных сталей. Целлюлозные покрытия удобны при сварке в любом пространственном положении, но дают металл шва пониженной пластичности. Их применяют главным образом для сварки низкоуглеродистых сталей малой толщины. Таким образом, выбор типа и марки электрода зависит от марки свариваемой стали, толщины листа, пространственного положения сварки, условий эксплуатации сварного изделия и многих других факторов. В технических документах (чертежах, технологических картах) обозначение характеристики покрытых электродов состоит из обозначения марки, диаметра и группы электродов. Обозначение на этикетках электродной тары более сложное.
Например: Расшифровывается это следующим образом: Э42 – тип электрода ( Э – электрод, 42 – временное сопротивление разрыву, в данном случае sв ³ 42 кгс/мм2); АНО-6 – марка электродов; 4, 0 – диаметр электродов, мм; У – назначение электродов: У – для конструкционных сталей с σ в≤ 620МПа; Л – для легированных сталей с σ в≥ 620МПа; Т – для теплоустойчивых легированных сталей; В – для высоколегированных сталей; Н – для наплавки. Д – толщина покрытия: М – тонкое, С – среднее, Д – толстое, Г – особо толстое; 2 – группа по качеству (чем больше число, тем выше требования); В знаменателе: Е – шов, выполненный этими электродами имеет следующие показатели: 41 0 (1) – индексы характеристик металла шва: 41 – sв ≥ 410МПа (41кгс/мм2); 0 – δ ≥ 20%; (1) – критическая температура хрупкости. Р – обозначение видов покрытия: А – кислое, Б – основное, Р – рутиловое, Ц – целлюлозное, П – прочие виды, Ж – с содержанием в покрытии более 20% железного порошка, две буквы – покрытие смешанного типа.
2 – допустимые пространственные положения при сварке: 1 – все положения; 2 – кроме вертикального сверху вниз; 3 – кроме вертикального сверху вниз и потолочного; 4 – только нижнее. 1 – требования к электропитанию дуги.
Популярное:
|
Последнее изменение этой страницы: 2016-03-22; Просмотров: 2121; Нарушение авторского права страницы
 (1)
(1)