
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
КРАТКАЯ ХАРАКТЕРИСТИКА ВИДОВ СВАРКИ И ИХ ПРИМЕНИМОСТЬСтр 1 из 4Следующая ⇒
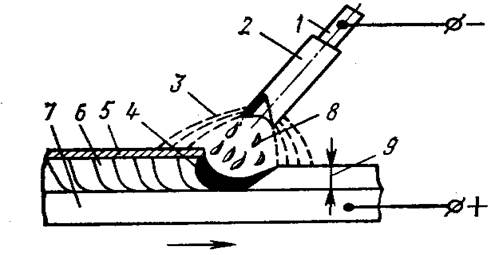
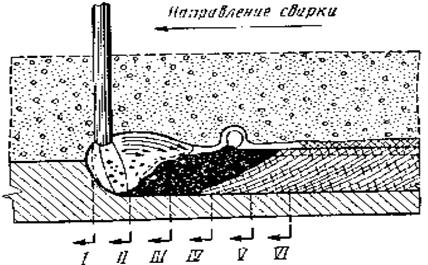
СУЩНОСТЬ ПРОЦЕССА СВАРКИ Сваркой называется технологический процесс получения неразъёмных соединений материалов путём создания межатомных связей в результате совместной кристаллизации после расплавления, местной пластической деформации и диффузии атомов между свариваемыми частями. По признаку применяемого вида активации для образования межатомных связей в неразъемном соединении различают два вида сварки – сварку плавлением и сварку давлением. Сущность сварки плавлением состоит в том, что посредством внешнего источника тепла оплавляются кромки свариваемых частей, создается общий объем жидкого металла, который называется сварочной ванной. В процессе кристаллизации при охлаждении металла сварочной ванны образуется сварной шов (рис. 1).
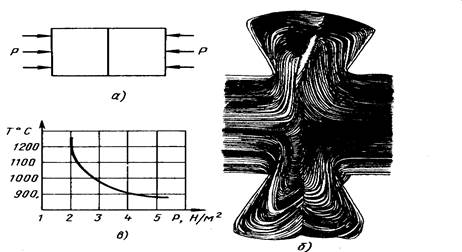
Рис.1. Схема ручной дуговой сварки металлическим электродом с покрытием (стрелкой показано направление сварки): 1 - металлический стержень; 2 - покрытие электрода; 3 - газовая атмосфера дуги; 4 - сварочная ванна; 5 - затвердевший шлак; 6 - закристаллизовавшийся металл шва; 7 - основной металл (изделие); 8 - капли расплавленного электродного металла; 9 - глубина проплавления; Сущность сварки давлением состоит в пластическом деформировании металла по кромкам свариваемых частей статической или ударной нагрузкой (рис.2).
Для облегчения пластической деформации по кромкам, зачастую сварку давлением выполняют с местным нагревом.
Рис.2. Соединение деталей сваркой давлением без внешнего нагрева: а - заготовки перед сваркой; б - после сварки (макроструктура соединения алюминия); в - оптимальная зависимость между температурой нагрева и давлением для железа; КРАТКАЯ ХАРАКТЕРИСТИКА ВИДОВ СВАРКИ И ИХ ПРИМЕНИМОСТЬ В настоящее время применяется широкий круг различных видов сварки, применение каждого из которых предопределено множеством факторов, такими как: природа свариваемых материалов, размерные параметры свариваемых изделий, локальность зоны сварки и многими другими. Более глубокое ознакомление с наиболее применимыми способами сварки - цель технологической практики, другие виды и способы приводятся в плане общеинженерной информации. Сварка плавлением
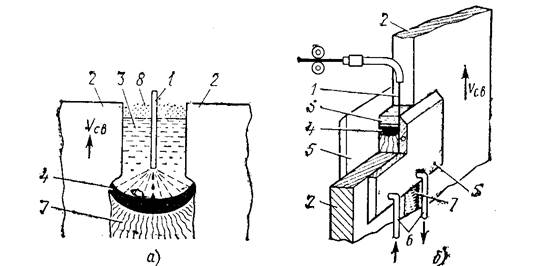
Электродуговая сварка. Необходимое для местного расплавления кромок заготовок и присадочного материала тепло образуется при «горении» электрической дуги между свариваемым металлом и электродом. По степени механизации сварка может быть ручная, полуавтоматическая и автоматическая. Механизированная (полуавтоматическая и автоматическая) сварка может быть под флюсом и в среде защитных газов. Электрошлаковая сварка. Электрошлаковую сварку применяют для соединения стальных листов толщиной от 50 мм до нескольких метров (что невозможно выполнить никакими другими способами сварки). Она в основном применяется при изготовлении толстостенных турбин, при производстве сварно-литых и сварно-кованых конструкций и других аналогичных случаях. Сущность процесса заключается в следующем. В начальный период под флюсом возбуждается электрическая дуга, за счет теплоты которой расплавляется флюс, образуя электропроводный шлак, обладающий значительным оммическим сопротивлением. После чего дуга гаснет, а ток, проходя через электропроводный расплавленный шлак, выделяет тепло достаточное для плавления последующей порции флюса, кромок свариваемых заготовок и электрода. Расплавленный металл сварочной ванны, кристаллизуясь, образует сварной шов (рис.3).
Рис.3.Схема электрошлаковой сварки:
1 - электрод; 2 – свариваемые заготовки; 3 - расплавленный флюс - электропроводный шлак; 4 - расплавленный металл; 5 – формующие ползуны; 6 - подача воды для охлаждения ползунов; 7 - сварной шов; 8 - флюс; V - скорость сварки;
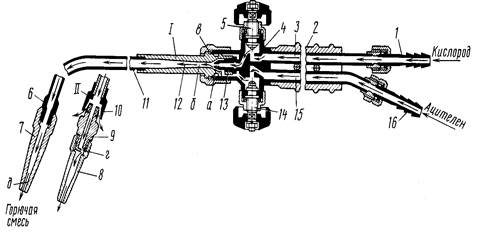
Газовая сварка. Газовая сварка в сравнении с дуговой обеспечивает более плавный нагрев и медленное охлаждение изделий, что и определяет, в основном, области ее применения. Этот способ сварки обладает рядом технологических особенностей, что позволяет применять его при изготовлении изделий из тонколистовой стали и сплавов цветных металлов, наплавке, в полевых условиях и т.д. Газовая сварка основана на плавлении свариваемого и присадочного металлов высокотемпературным газокислородным пламенем. В качестве горючего для сгорания в кислороде применяют ацетилен, водород, пары нефтепродуктов и другие газы. Ацетилен чаще других газов применяется для сварки и газовой резки, он дает наиболее высокую температуру пламени при сгорании в смеси с кислородом (3050 - 3150°С). Для смешивания ацетилена с кислородом применяют специальные горелки (рис. 4).
Рис.4. Устройство инжекторной горелки:
1, 16 - кислородный и ацетиленовый ниппели; 2 - рукоятка; 3, 15 - кислородная и ацетиленовая трубки; 4 - корпус; 5, 14 - кислородный и ацетиленовый вентили; 6 - ниппель наконечника; 7 - мундштук; 8 - мундштук для пропан-бутан-кислородной смеси; 9 - штуцер; 10 - подогреватель; 11 - трубка горючей смеси; 12 - смесительная камера; 13 - инжектор. а, б - диаметры выходного канала инжектора смесительной камеры; в - размер зазора между инжектором и смесительной камерой; г - боковые отверстия в штуцере 9 для нагрева смеси; д - диаметр отверстия мундштука;
Сварка в защитных газах. Сварку в среде защитных газов проводят с целью изолирования расплавленного металла сварочной ванны от воздуха. Для этого в зону дуги подводят струю защитного газа (рис. 5). Сварка выполняется как плавящимся, так и неплавящимся электродом и может быть ручной, механизированной и автоматической. В качестве защитных газов применяют углекислый газ, аргон, гелий, иногда (для сварки меди) азот и смеси газов. Инертные газы (аргон, гелий) используют для сварки легированных сталей и химически активных металлов (алюминий, титан)
и их сплавов. Рис.5 Схема горения дуги в инертных газах: 1 - электрод; 2 - присадочная проволока; 3 - изделие; 4 - сварной шов; 5 - дуга; 6 - поток защитного газа; 7 - горелки; 8 - воздух;
Применение защитных газов началось вместе с изобретением дуговой сварки. При газовой защите процесс сварки происходит в атмосфере газа, менее вредного, чем воздух. Способ газовой защиты заключается в том, что в зону дуги непрерывно подается струя защитного газа. Такой способ получил название «дуговая сварка в защитном газе» или «газоэлектрическая сварка». При сварке в атмосфере защитных газов (Рис.6а) электрод 3 зона дуги 5 и сварочная ванна 6 защищаются струей защитного газа 4. Газ подают с помощью сварочной горелки через сопло из керамики или меди, в центре которого помещается электрод: неплавящийся 3 (Рис.6а) или плавящийся 8 (Рис.6б). Медное сопло охлаждается водой и изолировано от других частей горелки и токоподвода. Для обеспечения надежной защиты зоны сварки и сварочной ванны от окружающего воздуха важное значение имеют расстояние сопла от изделия 1 (Рис.6а), размер сопла и расход защитного газа. Чрезмерное приближение к изделию увеличивает забрызгивание сопла, а удаление приводит к нарушению защиты зоны сварки. При существующем оборудовании расстояние сопла от изделия обычно выдерживают в пределах 7…25 мм.
Сварка в защитных газах обеспечивает достаточно надежную изоляцию сварочной ванны при работе в заводских условиях. При сварке на монтаже должны быть предусмотрены меры против нарушения газовой защиты потоками воздуха. На эффективность газовой защиты влияют тип сварного соединения и скорость сварки. С увеличением скорости сварки стабильность защиты снижается. Находит применение ручная и полуавтоматическая сварка неплавящимся (вольфрамовым или угольным) электродом (Рис.6а) и ручная, полуавтоматическая и автоматическая сварка плавящимся электродом (Рис.6б). В качестве защитных газов применяют инертные газы (аргон и гелий) и активные газы (углекислый газ, азот, водород и др.), иногда–смеси двух газов или более. У нас в стране наиболее распространены аргон (Ar) и углекислый газ (CO2). Аргон – бесцветный газ, в 1, 38 раза тяжелее воздуха. С большинством элементов он не образует химических соединений и нерастворим в жидких и твердых металлах. Аргон получают из воздуха, переохлажденного до низких отрицательных температур, путем избирательного испарения при температурах выше –185, 5о С. Согласно ГОСТ 10157-73 выпускают три марки аргона различной чистоты: А-99, 99%, Б-99, 96% и В-99, 90% чистого аргона, остальное – примеси кислорода и азота. Поставляется и хранится аргон в сжатом газообразном состоянии в стальных баллонах под давлением 150 кг/см2. Углекислый газ – бесцветный, со слабым запахом, в 1, 52 раза тяжелее воздуха и нерастворим в жидких металлах. Углекислый газ оказывает окислительное действие на расплавленные металлы, особенно после термической диссоциации на окись углерода (СО) и кислород (О). Получают углекислый газ из отходящих газов химических производств в сжиженном или твердом состоянии (сухой лёд). Согласно ГОСТ 8050-76 выпускают два сорта сварочного углекислого газа и пищевую углекислоту соответственно с 99, 5; 99, 0 и 98, 5% чистого газа. Для сварки газ поставляют и хранят в сжиженном состоянии в стальных баллонах под давлением 7, 0 МПа. Сварку в защитных газах, как правило, выполняют при напряжении 22…34В. При этом обеспечивается надежная защита плавильного пространства от окружающего воздуха и снижается угар элементов, входящих в состав электродной проволоки. При сварке неплавящимся электродом (Рис.6а) применяют стержни диаметром 0, 8…25 мм и силу тока 40…300 А, при сварке плавящимся электродом (Рис.6б) – электродную проволоку сплошного сечения диаметром 0, 5…4, 0 мм (сила тока 50…700 А) и порошковую проволоку.
Аргонодуговая сварка. Этим способом можно сваривать металл по двум схемам: неплавящимся и плавящимся электродами. Сварку неплавящимся электродом применяют, как правило, при соединении металла толщиной 0, 1…6 мм; плавящимся электродом – от 2 мм и более. Разграничение по толщинам является условным. Нередко, когда производительность не является главным показателем сварочного процесса, металл значительной толщины также сваривают неплавящимся электродом многослойным швом. Аргонодуговую сварку неплавящимся электродом ведут дугой прямого действия на постоянном токе прямой полярности без присадочного металла (при толщине основного металла до 3 мм с отбортовкой кромок), а при необходимости усиления шва или заполнения разделки кромок (при толщине основного металла более 3 мм) с применением присадочного материала – прутка или проволоки (Рис.6а). Применение постоянного тока прямой полярности обеспечивает легкое зажигание дуги и устойчивое её горение при напряжении 10…15 В. Возможно применение сравнительно высоких плотностей тока без значительного нагрева и расхода электрода. В тоже время дуга остается устойчивой при малых токах (~1 А), что обуславливает возможность сварки очень тонкого металла (0, 1 мм). При обратной полярности уменьшается устойчивость горения дуги, поэтому приходится повышать напряжение, что приводит к перегреву электрода, а, следовательно, к увеличению потерь (например, на разбрызгивание). Эти особенности дуги обратной полярности делают её ограниченной для применения в сварочном производстве. Однако такая дуга обладает одним важным технологическим свойством: при её действии с поверхности свариваемого металла удаляются окислы и загрязнения. Одно из объяснений этого явления заключается в том, что поверхность металла бомбардируется тяжелыми положительными ионами аргона, которые механически разрушают окисные пленки. Процесс удаления окисных пленок также известен как катодное распыление. Указанные свойства дуги обратной полярности используют при сварке таких сильно окисляющихся металлов, как алюминий, магний и их сплавы, применяя для питания дуги переменный ток. Сварка давлением
Контактная сварка. Сварка осуществляется нагреванием местa сварки теплом, получаемым при прохождении электрического тока через контактируемые поверхности изделий c последующим приложением давления (усилия осадки). Применяют точечную и роликовую сварку. Холодная сварка. Сварка основана на способности металла образовывать общие кристаллы при значительном давлении. Ультразвуковая сварка. Сварка осуществляется за счет превращения при помощи специального преобразователя ультразвуковых колебаний в механические высокой частоты и применения небольшого сдавливающего усилия. Газопрессовая сварка. Сварка осуществляется нагреванием концов стержней или труб по всему периметру многопламенными горелками до пластического состояния с их последующим сжатием. Прочие виды сварки Наряду с вышеизложенными существуют другие виды сварки, такие как: электронно-лучевая сварка, плазменная сварка, лазерная сварка, диффузионная сварка, сварка трением, кузнечная сварка и др., имеющие более локальное применение и поэтому в программе технологической практики не рассматриваются.
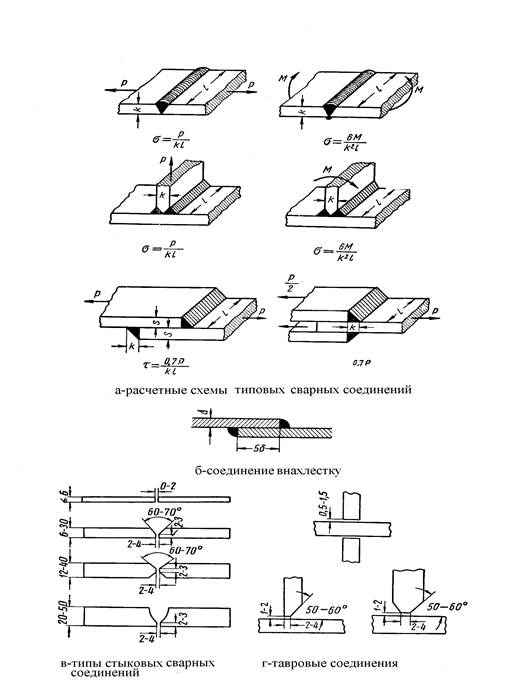
Сварные соединения Сварным соединением называют неразъемное соединение, выполненное сваркой. При ручной дуговой сварке применяют стыковое, угловое, тавровое и нахлесточное соединения. При конструировании сварных соединений исходят из двух принципов: 1) если известна величина действующих сил, то при конструировании сварного соединения обеспечивают прочность с учетом заданных усилий; 2) если величина действующих сил не известна, то сварные соединения конструируют с учетом равнопрочности их основному металлу. Расчетные схемы и основные типы сварных соединений приведены на рис.14.
При ручной сварке стыковых соединений металла толщиной менее 6 мм кромки стыкуют без подготовки с зазором величиной до 2мм. или без него. При толщине металла 6 - 30 мм сварку стыковых соединений производят с V-образной подготовкой кромок, причем угол раскрытия кромок равен 60 - 70°, притупление 2 - 3 мм, зазор 2 - 4 мм. Зазор между кромками при сборке сварных швов стыковых соединений под сварку оставляют с целью улучшения провара. Соединение в нахлестку выполняют угловыми швами. Нахлесточные соединения не требуют точной обработки кромок и проще при сборке. Величину нахлестки обычно применяют равной пятикратной толщине свариваемых элементов.
Техника и режимы сварки Качество сварного соединения зависит от правильного выбора режима сварки. Под выбором режима сварки понимается выбор диаметра электрода, силы сварочного тока, скорости сварки в соответствии с размерами и формой изделия, типом соединения, материалом изделия и электрода. Прежде всего, в зависимости от толщины металла и типа сварного соединения выбирают диаметр электрода. Диаметр электрода должен быть по возможности наибольшим для того, чтобы обеспечить максимальную производительность сварки. Применение слишком большого диаметра электрода, особенно при малой толщине металла, может привести к прожогу. Затем выбирают необходимую силу тока, которая в основном определяется диаметром электрода, но зависит также от толщины свариваемого металла, типа соединения, скорости сварки, положения свариваемого шва в пространстве, покрытия электрода и его рабочей длины. Силу сварочного тока I можно определить в зависимости от диаметра электрода d по формуле (1):
где k - опытный коэффициенты, которые для ручной сварки обыкновенными стальными электродами составляет 40-60 а/мм2; dЭ - диаметр электрода, мм.
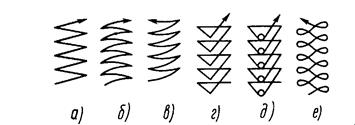
В процессе сварки швов в нижнем положении сварщик совершает электродом три основных движения: подает электрод вниз для поддержания постоянной длины дуги по мере проплавления электрода, перемещает электрод вдоль оси шва для заполнения разделки шва, а также производит концом электрода поперечные движения для получения валика шва заданной ширины. Схемы движения конца электрода представлены на рис.15. Неправильное ведение электрода при сварке может привести к непроварам и пористости шва.
Для получения провара и хорошо сформированного шва амплитуда поперечных колебаний не должна превышать двух диаметров электрода. При сварке тонкого металла и первых слоев многослойного шва электрод ведут без поперечных колебаний. По положению в пространстве швы разделяют на: нижние, вертикальные и потолочные (рис.16). Наиболее удобной для выполнения является сварка в нижнем положении.
Швы с V-образной подготовкой кромок выполняют в один или несколько слоев в зависимости от толщины свариваемого металла. При многослойной сварке первым валиком (слоем) проваривают вершину шва, затем после тщательной послойной зачистки накладывают остальные слои по порядку, указанному на рис.17. После окончания заполнения всей разделки производят подварку корня шва с обратной стороны.
При сварке угловыми швами нахлесточных, тавровых и угловых соединений возникают трудности выполнения качественных швов, связанные с возможностью получения непровара вершины угла и наплывов металла по вертикальной плоскости. С целью устранения указанных трудностей такие швы выполняют при положении " в лодочку" (рис.18). В этом случае шов выполняют так же, как и при V-образной разделке стыкового шва.
Сварка вертикальных и горизонтальных швов по вертикальной плоскости труднее сварки в нижнем положении. Расплавленный металл под действием силы тяжести стремится стекать вниз. Сварку вертикальных швов производят главным образом снизу вверх. При сварке швов в потолочном положении возможность стекания металла увеличивается. Поэтому, для потолочной сварки применяют специальные электроды с тугоплавкими обмазками, образующими чашечку (на конце электрода), способствующую удержанию жидкого металла. Сварочные электроды Электродом для дуговой сварки называют стержень, предназначенный для подвода тока к сварочной дуге. Для ручной дуговой сварки электроды представляют собой стержни круглого сечения различного диаметра и длины. Для механизированной дуговой сварки в качестве электрода применяют сварочную, порошковую и самозащитную металлическую проволоку. Электроды подразделяют на плавящиеся (из стали, чугуна, меди, алюминия и их сплавов) и неплавящиеся из чистого вольфрама, из вольфрама с присадками оксидов тория, лантана или иттрия, электротехнического угля и прессованного графита. Для сварки сталей применяют специальную проволоку. Стандартом предусмотрено 75 марок сварочной проволоки различного хим.состава: - выпускается шесть марок низкоуглеродистой проволоки - Св-08, Св-08А, Св-08АА, Св-08ГА, Св-10ГА и Св-10Г2; - 30 марок легированной проволоки типа Св-12ГС, Св-15ГСТЮЦА и др.; - 39 марок высоколегированной проволоки - Св-12Х11НМФ, Св-10Х17Т и др. В проволоке из легированной стали легирующих элементов содержится от 2, 5 до 10%, а в высоколегированной - более 10%. Буквы и цифры в написании марок проволоки обозначают: Св-08 - сварочная 0, 08% углерода (среднее содержание); А - пониженное, АА - еще более пониженное содержание вредных примесей серы и фосфора; Г - легированная марганцем; Г2 - содержащая до 2% марганца. Условные обозначения легирующих элементов следующие: С - кремний, Н - никель, М - молибден, Т - титан, Ю - алюминий, Ц - цирконий, Х - хром, Ф - ванадий, Б - ниобий, В - вольфрам, Д - медь, Г - марганец.
Покрытие электродов. Покрытый электрод представляет собой определенных размеров стальной стержень, на поверхность которого опрессовкой или окунанием нанесено специальное покрытие.
Общие требования ко всем типам электродов: 1. Обеспечение устойчивого горения дуги. 2. Хорошее формирование шва. 3. Получение металла шва определенного химического состава и свойств без дефектов. 4. Спокойное и равномерное плавление электродного стержня и покрытия в процессе сварки. 5. Минимальные потери электродного металла от угара и разбрызгивания. 6. Высокая производительность сварки. 7. Легкая отделимость шлаковой корки с поверхности шва. 8. Достаточная прочность покрытия. 9. Сохранение физико-химических и технологических свойств электродов в течение определенного промежутка времени. 10. Минимальная токсичность при изготовлении и сварке. Специальные требования к электродам: 1. Получение швов заданной формы (вогнутая поверхность швов, глубокий провар и др.); 2. Возможность сварки определенным способом (сварка опиранием, сварка вертикальных швов способом сверху вниз и др.); 3. Получение металла со специальными свойствами (повышенной прочности, износостойкости, коррозионной стойкости, жаропрочности, окалиностойкости). Для удовлетворения всех этих требований в покрытия электродов вводят определенные вещества – шлакообразующие, газообразующие, раскислители, легирующие, стабилизирующие, связующие, а также применяют стержни различного химического состава. Покрытые электроды для ручной дуговой сварки подразделяют по назначению: - для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 600 МПа, обозначаются У; - для сварки легированных конструкционных сталей с временным сопротивлением разрыву свыше 600 МПа, обозначаются Л; - для сварки легированных теплоустойчивых сталей - Т; - для сварки высоколегированных сталей с особыми свойствами - В; - для наплавки слоев с особыми свойствами - Н. По толщине покрытия в зависимости от отношения диаметра электрода D к диметру стального стержня d: с тонким покрытием (D/d ~ 1, 20) - М; со средним покрытием (1, 20 D/d ~ 1, 45) - С; c толстым покрытием (1, 45 D/d ~ 1, 80) - Д ; c особо толстым покрытием (D/d ~ 1, 80) - Г. По видам покрытия: с кислым ( А ), рутиловым ( Р ), целлюлозным ( Ц ), с основным ( Б ), с прочим покрытием ( П ). К примеру, металл шва, выполненный электродами с основным покрытием, обладает относительно большой ударной вязкостью, меньшей склонностью к образованию трещин. Этими электродами сваривают особо ответственные изделия из низкоуглеродистых и легированных сталей. Целлюлозные покрытия удобны при сварке в любом пространственном положении, но дают металл шва пониженной пластичности. Их применяют главным образом для сварки низкоуглеродистых сталей малой толщины. Таким образом, выбор типа и марки электрода зависит от марки свариваемой стали, толщины листа, пространственного положения сварки, условий эксплуатации сварного изделия и многих других факторов. В технических документах (чертежах, технологических картах) обозначение характеристики покрытых электродов состоит из обозначения марки, диаметра и группы электродов. Обозначение на этикетках электродной тары более сложное.
Например: Расшифровывается это следующим образом: Э42 – тип электрода ( Э – электрод, 42 – временное сопротивление разрыву, в данном случае sв ³ 42 кгс/мм2); АНО-6 – марка электродов; 4, 0 – диаметр электродов, мм; У – назначение электродов: У – для конструкционных сталей с σ в≤ 620МПа; Л – для легированных сталей с σ в≥ 620МПа; Т – для теплоустойчивых легированных сталей; В – для высоколегированных сталей; Н – для наплавки. Д – толщина покрытия: М – тонкое, С – среднее, Д – толстое, Г – особо толстое; 2 – группа по качеству (чем больше число, тем выше требования); В знаменателе: Е – шов, выполненный этими электродами имеет следующие показатели: 41 0 (1) – индексы характеристик металла шва: 41 – sв ≥ 410МПа (41кгс/мм2); 0 – δ ≥ 20%; (1) – критическая температура хрупкости. Р – обозначение видов покрытия: А – кислое, Б – основное, Р – рутиловое, Ц – целлюлозное, П – прочие виды, Ж – с содержанием в покрытии более 20% железного порошка, две буквы – покрытие смешанного типа.
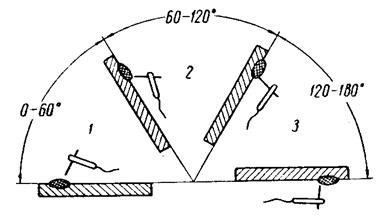
2 – допустимые пространственные положения при сварке: 1 – все положения; 2 – кроме вертикального сверху вниз; 3 – кроме вертикального сверху вниз и потолочного; 4 – только нижнее. 1 – требования к электропитанию дуги.
ПОД ФЛЮСОМ
Ручная дуговая сварка имеет ряд недостатков, основными из которых являются невысокая производительность и неоднородное качество сварного шва. При ручной сварке сварщик должен поддерживать дугу, подавать электрод по мере его расплавления и перемещать электрод вдоль шва. Автоматизация этих операций приводит к автоматической сварке. При этом производительность повышается в 5-10 и более раз и получается однородное качество сварного соединения. Схема сварки под флюсом показана на Рис.19. При автоматическом процессе механизированы подача флюса, возбуждение дуги, установление и поддержание режима сварки, перемещение электрода вдоль соединяемых кромок, заварка кратера, прекращение процесса по выполнению шва и уборка флюса. Для нагрева и расплавления металла используется теплота, выделяемая сварочной дугой 1. В процессе сварки электрод 2 со всех сторон окружен защитным и формирующим слоем флюса 3. Высота и ширина слоя флюса, насыпаемого на основной металл из бункера 4, выбираются из условий обеспечения полной изоляции зоны дуги от окружающей атмосферы и создания вокруг так называемого плавильного пространства плотного, формирующего жидкий металл, барьера. Дуга располагается под заполненной газами и парами оболочкой из жидкого шлака 5 в плавильном пространстве. Наличие оболочки гарантирует физическую изоляцию зоны дуги от контакта с азотом и кислородом воздуха.
Рис. 19. Схема автоматической дуговой сварки под слоем флюса:
1– сварочная дуга; 2– электродная проволока; 3– флюс; 4– бункер для флюса; 5– газовый пузырь; 6– мундштук (место токоподвода); 7– бухта с электродной проволокой; 8– самоходная сварочная головка; 9– сварочная ванна (расплавленные электродный и основной металлы); 10– сварочный шов (закристаллизовавшийся металл сварочной ванны); 11– корка затвердевшего шлака.
Столб и ореол дуги, находящейся под флюсом, невидимы. Это исключает возможность визуального наблюдения за положением конца электрода. Контроль за процессом сварки ведут по приборам и указателю положения электрода. Электродная проволока, ток к которой подводится через мундштук 6, по мере плавления со скоростью, обеспечивающей стабильное существование дугового разряда, из бухты 7 подается к изделию специальной самоходной 8 или несамоходной сварочной головкой. Под воздействием электродинамических, взрывных и гравитационных сил жидкий металл с конца плавящегося электрода в виде мелких капель и пара переносится на основной металл. Размер и частота переноса капель определяется режимом сварки. Пройдя через дуговой промежуток, капли электродного металла сливаются с жидким металлом, образующимся при расплавлении кромок соединяемых деталей. Формируется единая сварочная ванна 9. По мере образования сварочной ванны дуга перемещается вдоль изделия или изделие перемещается под дугой при помощи механизмов различных конструкции. После удаления источника нагрева идет процесс остывания и кристаллизации металла сварочной ванны. Образуется шов 10, имеющий литую столбчатую структуру. Поверхность шва покрыта коркой из затвердевшего шлака 11. Химический состав металла шва зависит от состава и долей участия в нем основного и электродного металла, а также от взаимодействия металла с газовой фазой и шлаком. Практически весь электродный металл участвует в образовании шва (Рис20 а, б). Как известно, производительность сварки (количество расплавляемого металла в единицу времени) прямо пропорциональна величине сварочного тока. При сварке под флюсом вылет электрода значительно меньше (50-70 мм), чем при ручной дуговой сварке (320-420 мм). Поэтому можно, не опасаясь перегрева электрода, в несколько раз увеличить силу сварочного тока.
Флюс способствует получению чистого и плотного металла шва, без пор и шлаковых включений, с высокими механическими свойствами. Введение во флюс элементов стабилизаторов и высокая плотность тока на электроде позволяет получить устойчивое горение дуги и на переменном токе. Работа на высоких плотностях тока на электроде позволяет производить сварку металла значительной толщины без разделки кромок. Практически отсутствуют потери на угар и разбрызгивание металла. Процесс сварки практически полностью механизирован. Простота процесса позволяет использовать для обслуживания сварочных автоматов сварщиков-операторов без длительной их подготовки. Автоматическая сварка под флюсом по сравнению с ручной дуговой сваркой значительно улучшает условия труда сварщиков-операторов, повышает общий уровень и культуру производства. Стыковая сварка
Для стыковой сварки соединяемые части 1 (рис.21) зажимают в контактных губках 2 сварочной машины и пропускают через них ток большой силы, индуктирующийся во вторичной обмотке 3 сварочного трансформатора при небольшом напряжении (4-8 V). При этом в зоне контакта выделяется большое количество тепла, разогревающего металл до пластического состояния. Нагретые части сдавливают и они свариваются.
Рис. 21. Стыковая сварка
Стыковая сварка возможна при сечениях 50000 мм2 и более, причем форма на стыке может быть самой разнообразной: круглой, квадратной, фасонной (рельсы, уголки, трубы). Прочность шва стыковой сварки не уступает прочности основного металла, поэтому стыковую сварку можно применять для ответственных соединений. В зависимости от свойств свариваемого материала, геометрических параметров и пр. применяют различные технологические процессы способа, такие как: · стыковая сварка сопротивлением; · стыковая сварка непрерывным оплавлением; · стыковая сварка оплавлением с подогревом; · стыковая сварка импульсным оплавлением. Точечная сварка
Заготовки соединяют сваркой в отдельных местах, условно называемых точками. Размеры и структура точки, определяющие прочность соединения, зависят: - от силы сварочного тока, - времени его протекания через заготовки, - усилия сжатия заготовок электродами, - формы и размеров контактной поверхности электродов, - состояния поверхностей заготовок. Качественная сварка характеризуется наличием общего для обеих заготовок литого ядра – точки определенных размеров (рис.22).
Рис.22. Точечная сварка а - схема сварки; б - зона сварки; Последовательность операций точечной сварки следующая: 1. Заготовки устанавливают и затем плотно сжимают между электродами контактной машины. 2. Включают ток, и заготовки быстро нагреваются. Особенно быстро нагреваются участки металла, прилегающие к контакту между заготовками, так как эти участки имеют повышенное электрическое сопротивление. Кроме того, они менее подвержены охлаждающему действию электродов. 3. В момент образования в зоне сварки расплавленного ядра заданных размеров ток выключают. 4. После выключения тока заготовки кратковременно выдерживают между электродами под действием усилия сжатия, в результате чего происходит охлаждение зоны сварки, кристаллизация расплавленного металла и уменьшение усадочной раковины в ядре сварочной точки. Силу тока и усилие сжатия заготовок устанавливают постоянными или изменяют по определенному графику в течение цикла сварки одной точки. Контактная сварка отличается высокой производительностью, экономичностью процесса, позволяет значительно проще механизировать и автоматизировать процессы изготовления деталей, сокращать расход основных и вспомогательных материалов. Эти преимущества особенно заметно проявляются в массовом и крупносерийном производствах. Контактная сварка производится на специальных сварочных машинах. Наиболее широкое применение получили следующие основные виды контактной сварки: стыковая, точечная и шовная (рис.23). Популярное:
|
Последнее изменение этой страницы: 2016-03-22; Просмотров: 13015; Нарушение авторского права страницы


 (1)
(1)



 а
Рис. 20. Продольный (а) разрез сварочной зоны при автоматической сварке
под флюсом.
а
Рис. 20. Продольный (а) разрез сварочной зоны при автоматической сварке
под флюсом.

