
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Обозначение шероховатости поверхности на чертежах
Согласно ГОСТ 2.309—73, шероховатость поверхностей обозначают на чертеже для всех выполняемых по данному чертежу поверхностей детали, независимо от методов их образования, кроме поверхностей, шероховатость которых не обусловлена требованиями конструкции.
Рис. 2. Структура обозначения шероховатости поверхности 46. Волнистость поверхности. Параметры волнистости. Волнистостью поверхности называется совокупность периодически повторяющихся неровностей, у которых расстояния между смежными возвышенностями или впадинами превышают базовую длину.
Параметры волнистости:
Lw – длина участка измерений. Предельные числовые значения Wz выбирают из ряда: 0, 1; 0, 2; 0, 4; 0, 8; 1, 6; 3, 2; 6, 3; 12, 5; 25; 50; 100; 200 мкм. Положение средней линии тw определяется так же, как и положение средней линии профиля т шероховатости. Условная граница между различными порядками отклонений поверхности устанавливается по значению отношения шага Sw к высоте неровностей Wz. При (Sw/Wz) < 40 отклонения относят к шероховатости поверхности, при 1000 ³ (Sw/Wz) > 40 - к волнистости, при (Sw/Wz) > 1000 - к отклонениям формы. 47. ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК ДЛЯ ГЛАДКИХ ЦИЛИНДРИЧЕСКИХ СОЕДИНЕНИЙ (ЕСДП ГЦС)
Характеризуется следующими признаками: 1. Температурный режим. 2. Интервалы размеров. 3. Квалитеты точности. 4. Основные отклонения. 5. Поля допусков. 6. Предпочтительные поля допусков. 7. Посадки.
1. Нормальным температурным режимом, при котором рекомендуется измерять и контролировать детали является температура Q= 20 °С. 2. В целях дифференцирования величины допуска по отношению к величине номинального размера, все номинальные размеры разделены на три диапазона: 1) 0 –500 мм; 2) свыше 500 – 3150 мм; 3) свыше 3150 – 10000 мм. В свою очередь диапазоны разделены на интервалы: 1-й диапазон – на 13 интервалов; 2-й диапазон – на 8 интервалов; 3-й диапазон – на 5 интервалов. Например: 0…3; 3…6; 6…10; 10…18; 18…30; … Расчет допусков и предельных отклонений для каждого интервала номинальных размеров производится по среднему геометрическому (Dи) его граничных значений (Dи min и Dи max):
Для первого интервала размеров до 3 мм принято Dи = Размер Dи min относится к предыдущему интервалу. 48. ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК ДЛЯ ГЛАДКИХ ЦИЛИНДРИЧЕСКИХ СОЕДИНЕНИЙ (ЕСДП ГЦС) Квалитеты точности. Единица допуска. Квалитетом называется совокупность допусков, соответствующих одинаковой степени точности для всех номинальных размеров. Для размеров до 500 мм в системе ИСО по величине допуска установлено 19 квалитетов: 01; 0; 1; 2; ..., 17, для размеров 500 — 3150 мм установлено 18 квалитетов. 01 – самый точный, 17 – самый грубый. 2 – 5 кв. – детали авиационных двигателей, подшипники; 5 – 11 кв. – детали общего машиностроения; 12 – 17 кв. – свободные поверхности. Допуск рассчитывается по формуле: T = a× i, где i – единица допуска; а – количество единиц допуска для конкретного квалитета точности. В формуле системы ИСО приняты следующие единицы допуска: для размеров до 500 мм
для размеров свыше 500 до 3150 мм
где Dи — среднее геометрическое крайних размеров каждого интервала. В формулах значения Dи приводятся в миллиметрах, i и I - в микрометрах.
Количество единиц допуска:
49. ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК ДЛЯ ГЛАДКИХ ЦИЛИНДРИЧЕСКИХ СОЕДИНЕНИЙ (ЕСДП ГЦС) Основные отклонения. Поля допусков.
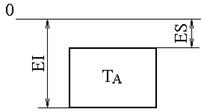
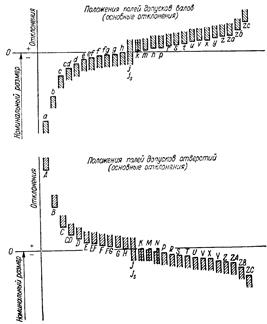
Предусмотрено по 27 вариантов основных отклонений валов и отверстий. Основные отклонения отверстий обозначаются прописными буквами латинского алфавита, валов — строчными буквами. Основное отверстие обозначается буквой H, а основной вал — буквой h. Отклонения А - Н (а - h) предназначены для образования полей допусков в посадках с зазорами; отклонения J - N (j - п) - в переходных посадках; отклонения Р — ZC (p — zc) — в посадках с натягом. Общее правило определения основных отклонений отверстий: EI = - es при основных отклонениях от А до Н; ES = - ei при основных отклонениях от J до ZC. Допуски системы ИСО обозначаются: IT01; IT, …, IT17. Буквы IT означают «допуск ИСО». У валов с отклонениями js, и отверстий с отклонениями Js (не имеющих основного отклонения) оба предельных отклонения определяют, исходя только из допуска IT соответствующего квалитета. Для js и Js поле допуска симметрично относительно нулевой линии.
Поля допусков образуются сочетанием одного из основных отклонений с допуском по одному из квалитетов. Поле допуска обозначают буквой (иногда двумя) основного отклонения и номером квалитета, например, для вала h6, d11, еf9; для отверстия H6, D11, CD10. Поле допуска ограничено горизонтальной линией, определяемой основным отклонением. Второе предельное отклонение, ограничивающее данное поле допуска, определяется по основному отклонению и допуску принятого квалитета. Если основное отклонение верхнее, то нижнее отклонение: для вала ei = es - IT; для отверстия EI = ES - IT. Если основное отклонение нижнее, то верхнее отклонение: для вала es = ei + IT; для отверстия ES = EI + IT (отклонения ei, es, EI, ES берут с учетом знака).
50. ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК ДЛЯ ГЛАДКИХ ЦИЛИНДРИЧЕСКИХ СОЕДИНЕНИЙ (ЕСДП ГЦС). Рекомендованные(предпочтительные) поля допусков. Обозначение посадок в системе отверстия и системе вала. Для более рационального выбора полей допусков (для облегчения работы конструкторов и технологов) и для сокращения номенклатуры режущих инструментов и средств измерений выделены предпочтительные поля допусков. Для валов с зазором: d9, f9, d11, e8, f7, g6, h6, h7, h8, h9, h11. Для валов переходные: js6, k6, n6. Для валов с натягом: p6, r6, s6. Для отверстий с зазором: F8, E9, H7, H8, H9, H11. Для отверстий переходные: JS7, K7, N7. Для отверстий с натягом: P7.
Посадки. Сочетая любые поля допусков отверстий с полями допусков валов можно получить большое количество посадок. В ЕСДП ГЦС предусмотрено 69 посадок в системе отверстия и 65 посадок в системе вала. Но для предпочтительного применения выделено 17 посадок в системе отверстия и 10 в системе вала. Æ 40 Между валом и отверстием допускается разность не более 2 квалитетов. Æ 40 Посадка считается простой, если номера квалитетов точности для вала и отверстия равны. Если не равны – посадка комбинированная. Æ 40 51. ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК ДЛЯ ГЛАДКИХ ЦИЛИНДРИЧЕСКИХ СОЕДИНЕНИЙ (ЕСДП ГЦС). Рекомендованные(предпочтительные) поля допусков. Обозначение посадок в системе отверстия и системе вала. Условное обозначение посадок на чертежах. Приняты три варианта обозначения посадок: 1. Буквенный: Æ 40 2. Цифровой: Æ 40 3. Буквенно-цифровой: Æ 40 В условных обозначениях полей допусков обязательно указывать числовые значения предельных отклонений в следующих случаях: для размеров, не включенных в ряд нормальных линейных размеров, например: Æ 41, 5H7(+0, 025); при назначении предельных отклонений, условные обозначения которых не предусмотрены ГОСТ 25347-82, например, для пластмассовой детали. Нормирование точности поверхностей подшипников качения и их сопряжений с валами и корпусами. Особенности системы допусков и посадок подшипников качения. Обозначение полей допусков и поадок подшипников качения на чертежах. Градация точности подшипников качения. Взаимозаменяемость подшипников качения определяется следующими требованиями к точности: 1) точностью присоединительных размеров d, D, ширины кольца В; точностью формы и расположения поверхностей колец подшипников и их шероховатости; 2) точностью вращения, характеризуемой радиальным и осевым биениями дорожек качения и торцов колец; 3) точностью рабочего зазора g — зазора между телами качения и дорожками качения при установившемся рабочем режиме и температуре. Чем меньше зазор, тем равномернее распределяется нагрузка на тела качения. С учетом требований к точности по ГОСТ 520 - 89 установлено пять классов точности подшипников, обозначаемых (в порядке повышения) 0; 6; 5; 4; 2. Для большинства механизмов общего назначения применяют подшипники класса точности 0. Подшипники более высоких классов точности применяют при больших частотах вращения и в случаях, когда требуется высокая точность вращения вала (например, для шпинделей шлифовальных и других прецизионных станков, для авиационных двигателей, приборов). Класс точности указывают через тире перед условным обозначением подшипника, например 6-205 (6 - класс точности подшипника). Подшипники качения – очень нежные детали, имеют тонкие, хрупкие кольца и в свободном состоянии подшипники имеют овальность. Но при монтаже на вал кольца принимают правильную цилиндрическую форму, и овальность исчезает. Для обеспечения взаимозаменяемости подшипников качения овальность и средняя конусообразность отверстия и наружной цилиндрической поверхности колец не должны превышать 50% допуска на диаметры Dm, dm. Средние диаметры dm и Dm определяют расчетом как среднее арифметическое наибольшего и наименьшего диаметров, измеренных в двух крайних сечениях кольца:
В связи с этим допуски для подшипников качения назначаются на следующие размеры: 1) на D и d; 2) на Dm и dm; 3) на В. Популярное:
|
Последнее изменение этой страницы: 2016-03-16; Просмотров: 1906; Нарушение авторского права страницы

 Волнистость занимает промежуточное положение между отклонениями формы и шероховатостью поверхности. Стандарта на волнистость нет. Есть рекомендации ISO, согласно которым предусмотрено два параметра: Sw - шаг волнистости, Wz – высота волнистости.
Волнистость занимает промежуточное положение между отклонениями формы и шероховатостью поверхности. Стандарта на волнистость нет. Есть рекомендации ISO, согласно которым предусмотрено два параметра: Sw - шаг волнистости, Wz – высота волнистости. - среднее арифметическое из пяти значений.
- среднее арифметическое из пяти значений. .
. .
. .
. ;
;  ;
; 
 , Æ 40
, Æ 40  - равнозначные посадки.
- равнозначные посадки. - не допускается.
- не допускается. - скользящая посадка.
- скользящая посадка. .
. .
. ;
;  .
.