|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Резьбовые соединения с зазором. Основные отклонения. Классы и степени точности. Длины свинчивания. Обозначение полей допусков и посадок метрических резьб начертежах.
Основные отклонения для образования посадок. Посадки с зазором наиболее распространены. Для получения посадок с зазором в ГОСТ 16093—81 предусмотрено пять основных отклонений (d, e, f, g, h) для наружной и четыре (Е, F, G, H) для внутренней резьбы. Эти отклонения одинаковы для диаметров наружной и внутренней резьбы. Основные отклонения Е и F установлены только для специального, применения при значительных толщинах слоя защитного покрытия. Схемы расположения основных отклонений диаметров наружной и внутренней резьбы в посадках с зазором приведены на рис. 3.
Рис. 3. Основные отклонения метрической резьбы при посадке с зазором При сочетании основных отклонений H/h образуется посадка с нулевым отклонением; при сочетании H/g, f, е, d, а также G, Е, F/h, g, f, е, d, образуются посадки с гарантированным зазором. Указанные основные отклонения для наружной резьбы определяют верхние отклонения, а для внутренней - нижние отклонения диаметров резьбы. Второе предельное отклонение определяют по принятой степени точности резьбы. Градация точности. ГОСТ 16093-81 установлены 8 степеней точности, определяющие допуски диаметров резьбы. Допуски на все диаметры резьбы для 6-й степени точности приняты за основные. Допуски остальных степеней точности определяются умножением допуска степени точности 6 на следующие коэффициенты: Степень точности.......... 3 4 5 7 8 9 10 Коэффициент.................. 0, 5 0, 63 0, 8 1, 25 1, 6 2 2, 5 Допуски на внутренний диаметр d1 наружной резьбы и наружный диаметр D внутренней резьбы не устанавливают. Установлены три группы длин свинчивания: S - короткие, N - нормальные и L -длинные. Длины свинчивания свыше 2, 24Pd0, 2 до 6, 7Pd0, 2 относятся к группе N; длины свинчивания меньше нормальных относятся к группе S, а больше к группе - L (d и Р -в мм). В соответствии со сложившейся практикой многих стран поля допусков сгруппированы в три класса точности: точный, средний, грубый. Понятие о классах точности условное (на чертежах и калибрах указывают не классы, а поля допусков), его используют для сравнительной оценки точности резьбы. Поля допусков, принятые в различных классах точности, указаны в таблицах. Наиболее распространенной является с небольшим зазором (6H/6g). В обоснованных случаях разрешается применять поля допусков, образованные иными сочетаниями полей допусков. 57. Допуски и посадки шпоночных соединений и основные требования, предъявляемые к ним. Параметры и типы шпоночных соединений с призматическими шпонками. Для соединения деталей машин с валами, когда к точности центрирования соединяемых деталей не предъявляют повышенных требований, применяют шпоночные соединения. Шпоночные соединения выполняют со шпонками призматическими, сегментными, клиновыми и тангенциальными (рис. 1). Наиболее распространены призматические шпонки. Они распространены благодаря простоте, удобству сборки-разборки и экономичности. Вследствие смятия и среза шпонок, ослабления сечения валов и втулок пазами и образования концентраторов напряжений шпоночные соединения не могут передавать большие крутящие моменты.
а – призматическая шпонка; б – сегментная шпонка; в – клиновая шпонка Рис. 1
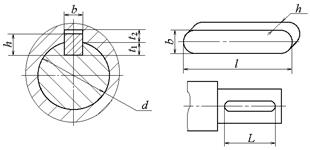
Основные параметры шпоночных соединений с призматическими шпонками (рис. 2) регламентированы по ГОСТ23360-78.
Рис. 2
Здесь d - диаметр вала; b - ширина шпонки или шпоночного паза на валу; h - высота шпонки; t1 - глубина паза на валу; t2 - глубина паза во втулке; l - длина шпонки; L - длина шпоночного паза на валу.
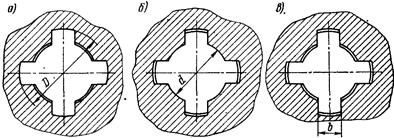
Посадки шпоночных соединений осуществляются по боковым сторонам шпонки (b) в системе вала. Поля допусков выбираются по ГОСТ 26360-78. На ширину шпонки принят допуск h9, что сделано для уменьшения номенклатуры шпонок и обеспечения возможности их централизованного изготовления. Предусмотрено три вида соединения: свободное, нормальное, плотное (табл. 2.4). Свободное соединение применяют в единичном и серийном производстве, нормальное – в серийном и массовом, плотное – для направляющих шпонок. Посадки нормального и плотного соединений относятся к группе переходных. Допуски и посадки шлицевых соединений с прямобочным профилем. Параметры шлицевых соединений с прямобочным профилем. Методы центрирования. Обозначение допусков и посадок шличевых соединений на чертежах. Наиболее важными преимуществами шлицевых соединений перед шпоночными является возможность передачи больших крутящих моментов, высокая прочность и надежность соединения, повышенная точность центрирования и направления втулок на валу. Шлицевые соединения в зависимости от профиля зубьев разделяются на прямобочные, эвольвентные и треугольные. Наиболее распространены шлицевые соединения с прямобочным профилем. Они используются в подвижных (с зазором) и неподвижных (с натягом) соединениях (рис. 1).
Рис. 1. Прямобочные шлицевые соединения при центрировании: а - по наружному диаметру D, б - по внутреннему диаметру d, в - по боковым сторонам b Размеры шлицевых соединений регламентированы по ГОСТ 1139-80. Основные размеры: D - наружный диаметр соединения; d - внутренний диаметр соединения; b - ширина шлица; z - количество шлицев. Используют три способа центрирования: по наружному диаметру соединения (по D), по внутреннему диаметру соединения (по d) и по боковым поверхностям зубьев и впадин (по b). Центрирование по D используется для подвижных и неподвижных соединений, при передаче небольших крутящих моментов и в других соединениях, подвергаемых малому износу. Для обеспечения этого сопряжения втулка должна изготовляться с относительно небольшой твердостью, чтобы обеспечить обработку чистовой протяжкой. Вал может иметь большую твердость и обрабатывается шлифованием по наружному диаметру. Этот способ центрирования наиболее простой и экономичный. Центрирование по d используется для получения высокой точности в отношении совмещения осей вала и втулки. Объясняется это тем, что отверстия по внутреннему диаметру и у вала, и у втулки могут быть окончательно обработаны шлифованием. Эти соединения используются, когда вал и втулка должны иметь большую твердость. Этот способ дорогой, но наиболее точный. Центрирование по bиспользуется, когда необходимо передать большие крутящие моменты особенно при знакопеременной нагрузке, с реверсированием. При этом способе не обеспечивается высокой точности центрирования, и поэтому он применяется значительно реже, чем два других. Посадки шлицевых соединений назначаются по параметру центрирования и боковым сторонам шлицев. Таким образом, имеются три варианта назначения посадок: 1) по D и b; 2) по d и b; 3) по b. При этом поля допусков по центрирующим параметрам шлицевого соединения взяты из ГОСТ 25347-82 для гладких соединений. 59. Классицикация цилиндрических передач и основные требования, предъявляемые к ним. Степени точности зубчатых колес и передач. Нормы точности. Обозначение степеней точности зубчатых передач на чертежах. Зубчатые передачи классифицируются по назначению: 1) отсчетные; 2) быстроходные; 3) силовые; 4) общего назначения. 1. Отсчетные передачи применяются в измерительных механизмах и приборах, делительных механизмах станков. Передачи работают при малых скоростях и малых нагрузках, имеют малый модуль и мелкие зубья. Основное требование: высокая кинематическая точность, то есть высокое постоянство передаточного отношения. 2. Быстроходные зубчатые колеса используются в газотурбинных двигателях. Работают при высоких скоростях и больших нагрузках. Основное требование: высокая плавность работы. 3. Силовые передачи применяются в редукторах рольгангов и прокатных станов, а также в грузоподъемных машинах. Работают при малых скоростях и очень больших нагрузках. Основное требование: высокая полнота контакта между боковыми поверхностями зубьев колес. 4. К передачам общего назначения не предъявляются особые требования, главное, они должны обладать достаточно высокой работоспособностью и ресурсом (5-10 тыс. часов работы). Два колеса являются взаимозаменяемыми, если они имеют одинаковый модуль, одинаковое число зубьев, одинаковую ширину и один и тот же характер посадки на вал. Допуски цилиндрических зубчатых передач нормируются по ГОСТ 1643-81 для m ³ 1 мм и ГОСТ 9178-81 для m < 1 мм. Допуски цилиндрических зубчатых передач нормируются по ГОСТ 1643-81 при модуле m = 1¸ 55 мм, делительном диаметре d до 6300 мм, ширине венца bw до 1250 мм. Предусмотрено 12 степеней зубчатых колес с 1 по 12. Самая точная – первая степень. Популярное:
|
Последнее изменение этой страницы: 2016-03-16; Просмотров: 2056; Нарушение авторского права страницы