
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Влияние примесей на свойства сталиСтр 1 из 5Следующая ⇒
Реферат Дипл омным заданием предложено спроектировать цех по производству высокопрочной арматурной проволоки производительностью 75000 тонн в год. Цель проекта - совершенствование существующей технологии, снижение издержек производства, уменьшение себестоимости продукции. СОРБИТИЗИРОВАННАЯ КАТАНКА, ТРАВИЛЬНЫЙ АГРЕГАТ ТУННЕЛЬНОГО ТИПА, ВИБРОТРАВЛЕНИЕ, ВОЛОЧИЛЬНЫЙ СТАН «КОСИ», СТАБИЛИЗАЦИЯ И ЕЁ ПРЕИМУЩЕСТВА, ТРЁХСТОРОННИЙ ПРОФИЛЬ. · общей части дипломного проекта рассмотрено обоснование специфицированной программы цеха: требования, предъявляемые к катанке и готовой продукции, произведен выбор сортамента, марки стали высокопрочной арматурной проволоки; произведен анализ существующей технологии и выбраны решения, которые позволят сделать принятую технологию более экономичной; произведён расчёт технологических параметров волочения и выбор необходимого количества оборудования. · расчётно-конструкторской части произведён кинематический расчёт при вода барабана, проверочный расчёт косозубых зубчатых колёс, вала коробки скоростей намоточного аппарата с целью выявления опасных сечений. · разделе «Безопасность и экологичность» проведён анализ опасных и вредных производственных факторов на человека. Рассмотрены вопросы обеспечения безопасности труда, охраны окружающей среды произведён анализ производственного травматизма в действующем цехе высокопрочной проволоки. Анализ технико-экономических показателей даёт возможность увидеть насколько экономически эффективным оказался данный разработанный проект. В результате расчётов получили: Оптовая цена 1 тонны проволоки - 13 694, 5 руб. Рентабельность - 15°/о. Прибыль составила 133 967, 92 тыс.руб. Срок окупаемости 4 года 4 месяца.
8 Проверочный расчёт вала коробки скоростей намоточного аппарата67 9 Безопасность и экологичность Введение 78 9.1 Анализ опасных и вредных производственных факторов в проектируемом цехе 79 9.2 Обеспечение безопасности 9.2.1 Анализ производственного травматизма по ЦВП 160АО БМК за период 2000-2004г. 82 9.2.2 Вентиляция и отопление в цехе 89 9.2.3 Освещение производственных участков цех 91 9.2.4 Питьевой режим в цехе 93 9.2.5 Электробезопасность 93 9.2.6 Обеспечение санитарно - бытовых помещений 94 9.2.7 Пожарная безопасность 95 9.3 Охрана окружающей среды 9.3.1 Характеристика вредных выбросов 96 9.3.2 Мероприятия по снижению выбросов в атмосферу и очистке сточных вод 97 9.4 Возможные чрезвычайные ситуации в цехе 99 9.4.1 План ликвидации при загорании на складе готовой продукции 99 10 Анализ технико-экономических показателей и обоснование экономической целесообразности проектных решений 10.1 Технико-экономическое обоснование проекта 100 10.2 Организация труда и заработной платы 10.2.1 Выбор и обоснование форм организации труда 101 10.2.2 Выбор режима работы цеха и графика выходов 101. 10.2.3 Расчёт штата промышленно-производственного персонала 102 10.2.4 Расчёт планового годового фонда оплаты труда 103 10.3 Расчёт объёма инвестиций в новое строительство 108 10.4 Расчёт текущих затрат (себестоимости продукции) 109 10.5 Расчёт экономической эффективности строительства нового цеха 111 Бизнес план Резюме 1. Описание продукта 2.План маркетинга З.Производственный план 4.Организационный план 5.Финансовый план б.Обеспечение качества Заключение Список использованных источников 114 114 115 117 118 119 120
ВВЕДЕНИЕ В настоящее время нет ни одной отрасли народного хозяйства, в которой не применялись бы метизы. Метизами принято называть группу металлических изделий четвёртого передела чёрной металлургии, считая первым - производство чугуна, вторым стали и третьим проката. К метизам относят: проволоку, канатные изделия, сетку, ленту, крепёжные изделия, цепи и т.д. Ведущими потребителями метизов и калиброванной стали являются машиностроение и металлообработка - до 40 °/о, строительство - 21, 5°/о чёрная и цветная металлургия - 5, 1°/о, транспорт и связь - 3, 8%. В производстве метизов проволока занимает одно из ведущих мест. На долю проволоки и изделий из неё приходится более 60°/о всей продукции.[4] Сортамент проволоки огромен и превышает десять тысяч типоразмеров. Проволока круглая холоднотянутая согласно ГОСТ 2771-81 на сортамент изготавливается диаметрами от 0, 009 до 16, 0 мм. Важнейшей современной задачей является не рост объёмов производства, а улучшение качества и расширение сортамента металлопродукции. В последние два десятилетия высокопрочная арматурная проволока нашла широкое применение в предварительно напряжённых железобетонных конструкциях (ЖБК). Это позволило создать ЖБК сложной формы облегченного веса, например, фермы для перекрытия широкопролётных промышленных зданий, спортивных сооружений, торговых центров и т.д., а также широко используется для армирования железнодорожных бетонных шпал. Идея способа заключается в создании предварительно напряжённых железобетонных конструкций (рисунок 1.1)
а) заливка бетоном, арматура растянута; б)после твердения бетона; Р - силы, растягивающие проволочную арматуру, Н; Р ~ж - силы, сжимающие бетон, Н. Рисунок 1.1- Скема создания предварительно напряжённой балки
Бетон хорошо работает на сжатие и плохо - на растяжение и изгиб. Высокопрочную проволочную арматуру подвергают растягивающим напряжениям ~ ра~тЯЖ < 0, 76В и затем заливают бетоном. После твердения бетона и снятия с арматуры растягивающей нагрузки (заданной с помощью домкратов) балка будет находится под действием сжимающих напряжений. [7] Искусственно созданные сжимающие напряжения называют предварительным напряжением. Напрягаемая арматура - важнейшая составная часть предварительно напряжённых железобетонных элементов - выполняет две основные функции: является носителем предварительного внешнего воздействия и работает совместно с бетоном, как обычная арматура, воспринимающая дополнительные к предварительному напряжению усилия от действия внешней нагрузки. Наиболее эффективным видом напрягаемой арматуры является высокопрочная арматурная проволока, применение которой обеспечивает наибольшую экономию металла на единицу продукции в строительстве. Применение предварительно напряжённого железобетона позволяет довести экономию арматурной стали до 60°/о, а бетона до 15-20°/о.[5] ОБОСНОВАНИЕ СПЕЦИФИЦИРОВАННОЙ ПРОГРАММЫ ЦЕХА 1.1Требования, предъявляемые к готовой продукции
Проволока для предварительно напряжённых железобетонных конструкций изготавливается круглой и периодического профиля. Проволока стальная круглая и периодического профиля должна соответствовать ГОСТ 7348-81. [16] Основные размеры и механические своиства готовой проволоки должны соответствовать указанным в таблице 1.1 Таблица 1.1- Основные размеры и механические свойства высокопрочной арматурной проволоки
Из условий работы напряжённой арматуры в бетоне можно определить основные требования, предъявляемые к высокопрочной арматурной проволоке: а) повышенная прочность проволоки толстых размеров д = 3 - 8 мм б в > _ (1200-1300) Н\мм2; б) высокий предел текучести проволоки ~о, 2 > _ 0, 8 ~В необходим для создания высоких растягивающих напряжений в арматуре (ОрасТЯЖ< _0, 7~В );
в) высокая реологическая стойкость проволоки; допускаются лишь малые удлинения ползучести (ЬПоЛз) под действием растягивающих напряжений в арматуре и малая релаксация напряжений, чтобы обеспечить длительную (десятки лет) трещиностойкость железобетонных конструкций в условиях эксплуатации; г) высокая пластичность и вязкие свойства (характеризуемые высоким относительным удлинением, числом перегибов), должны гарантировать отсутствие хрупкого разрушения арматуры и железобетонной конструкции; д) надёжное сцепление проволоки с бетоном, с этой целью изготавливают проволоку периодического профиля (наносят вмятины или создают выступы) для обеспечения высоких анкерных свойств; е) необходима прямая проволока большой массы (одним отрезком в мотке) для монтажа и натяжения проволочной арматуры на специальных стендах; ж) высокая стойкость против коррозионного растрескивания под натяжением и коррозионных поражений других видов; з) высокая тепло- и хладостойкость в условиях повышенных и пониженных температур работы арматуры в конструкциях; и) отсутствие зон сварки в мотках проволоки, опасных при высоких рабочих напряжениях арматуры в конструкциях вследствие существенного снижения прочности в этих зонах.[8] Требования, предъявляемые к катание В дипломном проекте сырьём для изготовления арматурной проволоки выбрана сорбитизированная катанка из высокоуглеродистой марки стали согласно СТП 173.03-П.С-151-2001 [17]. Предельные отклонения от диаметра должны соответствовать ГОСТ 12590 обычной твёрдости [18]. Химический состав должен соответствовать ГОСТ 14959-79, ТУ 14-1-5317 [19] в соответствии с требованиями ГОСТ 7348-81. Химический состав сталей для катании приведён в таблице 1.2 Таблица 1.2- Химический состав сталей, применяемых для изготовления арматурной проволоки, %
Для обеспечения высоких качеств заготовки необходимы максимально возможные: а) однородность металла по химическому составу, структуре, механическим и физическим свойствам и геометрическим размерам; б) катанка должна иметь допуск на диаметр в пределах ~ 0, 15 мм; в) макроструктура катанки не должна иметь остатков усадочной раковины, рыхлости, пузырей, расслоений; на поверхности катанки не должно быть закатов и трещин, допускаются риски и вмятины, отпечатки не превышающие 0, 15 мм, а также раскатанные загрязнения и пузыри, отдельные мелкие плёны глубиной не более 0, 12 мм; г) масса окалины не должна превышать 5 кг\т, содержание Fe0 в окалине должно быть не менее 70°/о; д) средняя глубина обезуглероживания не должна превышать 2°/о при максимальной глубине не более 2°/о от диаметра; е) общие правила приёмки и методы испытаний должны соответствовать требованиям ГОСТ 7566 [20]. Масса бунта катанки в принимается 1600 кг.
Введение Безупречная организация безопасности труда возможна только при условии постоянного и тщательного анализа производственной обстановки, на основе изучения опасных и вредных производственных факторов и систематизирования инженерно-технических средств обеспечивающих безопасность и экологичность производственных процессов. Здоровье и жизнь работающих на производстве самое ценное, и должны приниматься все меры к тому, чтобы труд рабочего сделать безопасным, устранить причины травматизма и заболеваемости трудящихся. Строительство цеха ведётся в соответствии с требованиями СНиП 11- 89-80 «Генеральные планы промышленных предприятии». [28] Рельеф местности должен быть ровным, грунт сухой, однородный. Цех должен быть перпендикулярен по направлению господствующих ветров. В нашем районе господствующим ветром является юго-западный ветер. Ветровая нагрузка принята по району 400 Н/мм2, снеговая 50 Н/мм2. Проектируемый цех по выпуску высокопрочной проволоки относится к третьему классу, то есть ширина санитарно-защитной зоны составляет 300 метров с площадью озеленения не менее 50%. (СанПин 2.2.1/2.1.1.1031-01) [4] Производственная часть здания размещена в четырёх пролётах общей шириной 72 метра, длина пролетов 134 метра. Общая площадь цеха 9648 м'. Стены производственных помещений выложены из кирпича, поверхность полов ровная, нескользящая. Между травильным, волочильным и термическим отделениями имеется стена толщиной 350 мм.
9.l Анализ опасных и вредных производственных факторов в проектируемом цехе В состав проектируемого цеха входят: а) склад готовой продукции и катанки; б) травильное отделение; в) волочильное отделение; г) термическое отделение. Согласно 11Ь 11-101-96 [30] на складе катанки и готовой продукции опасными и вредными производственными факторами являются: - движущиеся машины и механизмы (эл.краны, эл.кары, авто- и железнодорожный транспорт); -опасность поражения электрическим током (повреждение элетропроводки, шкафы электрооборудования); -острые кромки и заусенцы на поверхности заготовок, инструментов и оборудования В волочильном отделении к опасным и вредным производственным факторам относятся: - повышенные температуры поверхностей и воздуха рабочей зоны (нагревающаяся в процессе волочения проволока, волоки, барабаны); - подвижные части волочильного оборудования (барабаны, фигурки, шпули, работа петлеуловителя, размоточные и намоточные устройства); - движущиеся машины и механизмы (эл.краны, эл.кары); . - повышенная запыленность воздуха рабочей зоны (металлическая пыль); - повышенный уровень шума на рабочем месте от движущихся и вращающихся частей волочильных станов, другого оборудования, вентиляторов; -опасность поражения электрическим током (повреждение элетропроводки, шкафы электрооборудования). В термическом отделении стабилизация арматурной проволоки строится на экологически чистой основе, без загрязнения окружающей среды. Опасными и вредными производственными факторами являются: -опасность поражения электрическим током (шкафы электрооборудования установок стабилизации, подвод тока к индукционной печи, электрооборудование установок); - движущаяся проволока; -острые кромки и заусенцы на поверхности заготовок, инструментов оборудования; -повышенная температура поверхностей оборудования (нагрев проволоки в процессе термической обработки); -подвижные части производственного оборудования (размоточные и намоточные устройства, натяжной кабестан, тянущие ролики, приёмные корзины); -движущиеся машины и механизмы (эл.кары, эл.краны). Травление проволоки в дипломном проекте осуществляется в травильном агрегате туннельного типа, что значительно сокращает попадание вредных паров и газов в рабочую зону. Опасными и вредными производственными факторами являются: -использование химически вредных веществ (соляная кислота); -загазованность воздуха рабочей зоны (использование газа для сушки, пары кислоты); -движущиеся машины и механизмы (кранбалки, тельферы); -опасность поражения электрическим током (шкафы электрооборудования, подвод тока к агрегату травления); -движущиеся машины и механизмы (кранбалки, тельферы); -опасность поражения электрическим током (шкафы электрооборудования, подвод тока к агрегату травления); -подвижные части производственного оборудования (крышки ванн, электротельферы, кранбалки); В таблице 9.1 приведены вредные вещества, имеющие место, в отделениях цеха и их предельно допустимая концентрация (ПДК), Таблица 9.1-Вредные вещества
О - вещество с остронаправленным механизмом действия, требующее автоматического контроля за его содержанием в воздухе А - вещество способное вызывать аллергические заболевания в производственных условиях Ф - аэрозоли, преимущественно фиброгенного действия. В дипломном проекте для уменьшения контакта человека с потенциальноопасной зоной воздействия применяются следующие средства: безопасность эксплуатации машин, механизмов достигается ограждениями вращающихся частей машин и их приводов, автоматизацией и механизацией оборудования, надежностью аварийных остановов машин. На волочильных станах и установках для стабилизации установлены защиты на приводах, волочильных барабанах, намоточных устройствах. Для аварийного останова имеются петлеуловители, бортовые и концевые выключатели, блокировки на дверках барабанов, заправочные скорости, электроторможение. Подача проволоки к стану и её загрузка производится грузоподъёмными механизмами. Проволока складируется определённым образом на стеллажах. Применение спецодежды и средств индивидуальной защиты ограждают работающего от неблагоприятных воздействий производственной среды и опасностей производства. Все ручные операции с проволокой необходимо проводить в защитном козырьке или в очках. 9.2 Обеспечение безопасности 9.2.1 Анализ производственного травматизма по ЦВП 16 ОАО БМК за период 2000 -2004г.
Анализ производственного травматизма даёт возможность выявить определённые закономерности появления несчастных случаев, травмоопасные участки, оборудование, технологические процессы и позволяет своевременно разрабатывать и принимать меры по их предупреждению. Для анализа обстоятельств и причин несчастных случаев на производстве рассмотрим исследуемый объект по признакам, на основании изучения сведений по травматизму за данный период.[27] Сведения приведены в таблице 9.2 Таблица 9.2- Сведения по травматизму за период с 2000-2004 год
Рисунок 9.1 – Динамика производственного травматизма по Кт, Кч. В таблицах 9.3, 9.4, 9.5, 9.6 показано распределение несчастных случаев по различным причинам.
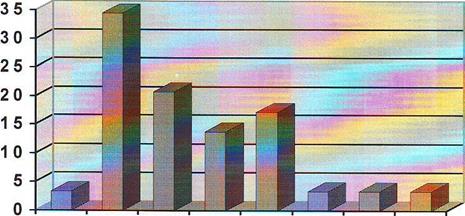
Процентное соотношение несчастных случаев за исследуемый период показано на рисунках 9.2, 9.3, 9.4, 9.5 Таблица 9.3-Распределение несчастных случаев по организационно-техническиroг причинам
I II III IV V V Причины I - неприменение средств индивидуальной защиты; II -нарушение инструкций по ТБ; III-эксплуатация неисправных машин, механизмов, оборудования; IV-несовершенство технологического процесса; V -неудовлетворительное содержание рабочего места, отсутствие габаритов; VI-прочие. Рисунок 9.2- Распределение несчастных случаев по организационнотехническим причинам Таблица 9.4- Распределение несчастных случаев по характеру повреждений
I I II III IV V VI VII VIII Характер повреждения I - ушибы; II - переломы; III - глазной травматизм; IV - резаные раны; V - ампутация верхних конечностей или фрагментов V1 - сотрясение головного мозга; VII - ожоги; VIII - прочие. Рисунок 9.3- Распределение несчастных случаев по характеру повреждений
Таблица 9.5- Распределение несчастных случаев по стажу работы
Стаж работы I - до шести месяцев; II - с шести месяцев до года; III - от года до трёх лет; I V - от трёх до пяти лет; V - от пяти лет до десяти лет; VI - свыше десяти лет. Рисунок 9.4- Распределение несчастных случаев по стажу работы
Таблица 9.6- Распределение несчастных случаев по профессии
I II III IV V VI Профессии V1 I – калильщики; II - волочильщики; III - травильщики; IV - электрики; V - газоэлектросварщики; VI - слесари.
Рисунок 9.5- Распределение несчастных случаев по профессии
Исходя из сделанного мною анализа производственного травматизма за период 2000-2004гг. по ЦВП №16 ОАО БМК можно сделать следующие выводы: за исследуемый период в цехе не произошло роста травматизма, несчастных случаев со смертельным исходом нет, с тяжёлым исходом - 2 случая в 2000 и 2003 году. Как показал анализ таблиц 9.2, 9.3, 9.4, 9.5, по организационно-техническим причинам 62°/о случаев происходит из-за нарушения инструкций по безопасности труда самими рабочими, 10% случаев происходит из-за неприменения средств индивидуальной защиты. По характеру повреждений 20% случаев глазного травматизма из-за неприменения средств индивидуальной защиты самими рабочими и невнимательностью; переломов - 34, 5%, сотрясений головного мозга -3, 4%. По профессии в большей степени травмируются калильщики - 58, 6%, волочильщики - 20, 6%. По стажу работы самый большой процент травм – 38%, у проработавших до шести месяцев и от одного года до трех лет - 27, 6%, т.к. опыт работы ещё мал, 17, 2°/о травм у проработавших свыше десяти лет, т.к. рабочие сознательно нарушают правила ТБ. Из-за проведенной работы и разъяснительных мероприятий по безопасному ведению работ, количество несчастных случаев в цехе в 2004 году уменьшилось в 2 раза по сравнению с 2003 годом (коэффициент частоты в 2004году снизился на 50%), количество несчастны случаев, связанных с нарушением техники безопасности, сведено к нулю. На основании анализа обстоятельств и причин несчастных случаев для предупреждения производственного травматизма и обеспечения безопасных условий труда необходимо проводить следующие мероприятия: -обеспечить подготовку работников по правильной организации и безопасному выполнению работ за счёт обучения и проверки знаний по ТБ производства работ; - заменить устаревшее опасное оборудование в термическом отделении новым, безопасным в эксплуатации; усовершенствовать конструкцию волочильных станов с обеспечением требований по безопасности обслуживания; усовершенствовать технологию обработки металла, механизировать трудоёмкие ручные операции так как высокоуглеродистая арматурная проволока толстых диаметров имеет остаточную упругую деформацию и может нанести серьёзные глазные травмы при ударах пружинящими концами в частности при съеме мотков с намоточных аппаратов, или сходящими концами проволоки с размоточных аппаратов; при падении мотков при их съёме вручную с намоточных аппаратов, а также при сварке и обтачке сварного шва, заправке проволоки в волоки, разборке мотков и выпрямлении концов проволоки; -соблюдать требования инструкций по эксплуатации оборудования при заправке проволоки на агрегаты, т.к. термические и химические ожоги всплесками расплавов вызывают тяжёлые травмы; -внедрить оградительную технику и полную изоляцию опасных зон, а также обеспечить рабочие места и оборудование необходимой контрольно-измерительной аппаратурой и сигнализацией.[26]
Рисунок 9.6- Бортовые отсосы В цехе предусмотрено централизованное воздушное отопление. Температура воздуха в помещениях в зимнее время должна поддерживаться в интервале 16-20°С. Отопление здания имеет значение не только для создания оптимального микроклимата, но и для сохранения здания, так как плохоотапливаемое здание подвержено сырости, вызывающей разрушение. Входные двери, ворота и другие проёмы в капитальных стенах цена утеплены. Оконные проёмы изготавливаются двойными с целью тепло- и звукоизоляции.
Схема воздушной завесы показана на рисунке 9.7
где Н - высота ворот, м; В - ширина ворот, м.
Рисунок 9.7-Схема воздушной завесы с боковой подачей воздуха с двух сторон
Таблица 9.6- Освещённость рабочих мест
Освещение в кабинетах 200 лк, для бытовых помещений 75 лк. При проектировании цеха важное значение имеет освещение, недостаточность которого ведет к снижению производительности, затруднению работ и может явиться причиной несчастного случая и заболевания глаз. В проектируемом цехе предусматривается естественное и искусственное освещение. Естественное освещение обеспечивается через световые фонари и проемы в боковых стенах. В проектируемом цехе по производству арматурной проволоки Работа производится круглосуточно, в том числе и в ночное время, поэтому кроме естественного освещения предусматривается и искусственное. В качестве источника освещения выбираем лампу ДРЛ 700. Достоинствами лампы ДРЛ являются высокая световая отдача (до 55 лм/Вт ), большой срок службы (до 10000ч), компактность, нетребовательность к условиям внешней среды. Потребное количество светильников для искусственного освещения проектируемого цеха по выпуску арматурной проволоки рассчитывается по формуле 9.1 m = S x e / W где S - площадь проектируемого цеха, м2; е = 17- удель Популярное:
|
Последнее изменение этой страницы: 2016-04-09; Просмотров: 1420; Нарушение авторского права страницы



 %
%
 60
60