
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Выбор сортамента высокопрочной арматурной проволоки периодического профиля
Выбор сортамента производим на основании опыта работы существующего цеха высокопрочной арматурной проволоки Белорецкого металлургического комбината. Принятый в дипломном проекте сортамент проволоки указан в таблице 1.3 Таблица 1.3- Сортамент арматурной проволоки
Проектируем цех по выпуску высокопрочной арматурной проволоки производительностью 75000 тонн в год.
Обоснование выбора марки стали
Исходя из опыта работы существующего цеха по производству арматурной проволоки, в дипломном проекте выбрана сталь марки 80 имеющая следующий химический состав, соответствующий ГОСТ 14959-79.
Таблица 1.4- Химический состав катанки поставляемой по ГОСТ 14959-79
В таблице 1.5 приведены механические свойства катанки, соответствующие ТУ 14-1-5317- 95
Таблица 1.5- Механические свойства катанки
1.6 Выбор диаметра заготовки под готовую проволоку
Выбор размера заготовки предназначенной для волочения сводится к oпределению диаметра и является основной задачей при построении технического процесса производства. В тек случаях, когда проволока после протяжки должна обладать определёнными механическими и физическими свойствами, необходимо учитывать при выборе диаметра исходной заготовки, кроме исходных свойств металла, также характер и изменение этих свойств при волочении. Диаметр заготовки находим по формуле К.И.Туленкова, М.И.Злотникова [6]
где Дз - диаметр заготовки, мм; d- диаметр готовой проволоки, мм;
Произведём расчёт бВ, з заготовки из стали марки 80 по формуле 1.2 бВ.з.=100хС+50j (1.2) где С - содержание углерода, %, б~.з.=100х 0, 8+50=130кГ/мм2 =1300Н/мм2_
Также определим временное сопротивление разрыву стальной патентированной заготовки из таблицы 7 источника [6]. По таблице бВ, з, составляет 1200 - 1290 Н\мм2 Принимаю 1220 НЛмм2 Пример расчёта диаметра заготовки под готовую проволоку диаметром 3, 0 мм по ГОСТ 7348-81, содержание углерода 0, 77-0, 85°/о. Дз_18002х3, 0-65мм,
Расчёты остальных диаметров аналогичны, данные занесены в таблицу 1.6 Таблица 1.6- Выбор диаметра заготовки под готовую проволоку
9 БЕЗОПАСНОСТЬ И ЭКОЛОГИЧНОСТЬ Введение Безупречная организация безопасности труда возможна только при условии постоянного и тщательного анализа производственной обстановки, на основе изучения опасных и вредных производственных факторов и систематизирования инженерно-технических средств обеспечивающих безопасность и экологичность производственных процессов. Здоровье и жизнь работающих на производстве самое ценное, и должны приниматься все меры к тому, чтобы труд рабочего сделать безопасным, устранить причины травматизма и заболеваемости трудящихся. Строительство цеха ведётся в соответствии с требованиями СНиП 11- 89-80 «Генеральные планы промышленных предприятии». [28] Рельеф местности должен быть ровным, грунт сухой, однородный. Цех должен быть перпендикулярен по направлению господствующих ветров. В нашем районе господствующим ветром является юго-западный ветер. Ветровая нагрузка принята по району 400 Н/мм2, снеговая 50 Н/мм2. Проектируемый цех по выпуску высокопрочной проволоки относится к третьему классу, то есть ширина санитарно-защитной зоны составляет 300 метров с площадью озеленения не менее 50%. (СанПин 2.2.1/2.1.1.1031-01) [4] Производственная часть здания размещена в четырёх пролётах общей шириной 72 метра, длина пролетов 134 метра. Общая площадь цеха 9648 м'. Стены производственных помещений выложены из кирпича, поверхность полов ровная, нескользящая. Между травильным, волочильным и термическим отделениями имеется стена толщиной 350 мм.
9.l Анализ опасных и вредных производственных факторов в проектируемом цехе В состав проектируемого цеха входят: а) склад готовой продукции и катанки; б) травильное отделение; в) волочильное отделение; г) термическое отделение. Согласно 11Ь 11-101-96 [30] на складе катанки и готовой продукции опасными и вредными производственными факторами являются: - движущиеся машины и механизмы (эл.краны, эл.кары, авто- и железнодорожный транспорт); -опасность поражения электрическим током (повреждение элетропроводки, шкафы электрооборудования); -острые кромки и заусенцы на поверхности заготовок, инструментов и оборудования В волочильном отделении к опасным и вредным производственным факторам относятся: - повышенные температуры поверхностей и воздуха рабочей зоны (нагревающаяся в процессе волочения проволока, волоки, барабаны); - подвижные части волочильного оборудования (барабаны, фигурки, шпули, работа петлеуловителя, размоточные и намоточные устройства); - движущиеся машины и механизмы (эл.краны, эл.кары); . - повышенная запыленность воздуха рабочей зоны (металлическая пыль); - повышенный уровень шума на рабочем месте от движущихся и вращающихся частей волочильных станов, другого оборудования, вентиляторов; -опасность поражения электрическим током (повреждение элетропроводки, шкафы электрооборудования). В термическом отделении стабилизация арматурной проволоки строится на экологически чистой основе, без загрязнения окружающей среды. Опасными и вредными производственными факторами являются: -опасность поражения электрическим током (шкафы электрооборудования установок стабилизации, подвод тока к индукционной печи, электрооборудование установок); - движущаяся проволока; -острые кромки и заусенцы на поверхности заготовок, инструментов оборудования; -повышенная температура поверхностей оборудования (нагрев проволоки в процессе термической обработки); -подвижные части производственного оборудования (размоточные и намоточные устройства, натяжной кабестан, тянущие ролики, приёмные корзины); -движущиеся машины и механизмы (эл.кары, эл.краны). Травление проволоки в дипломном проекте осуществляется в травильном агрегате туннельного типа, что значительно сокращает попадание вредных паров и газов в рабочую зону. Опасными и вредными производственными факторами являются: -использование химически вредных веществ (соляная кислота); -загазованность воздуха рабочей зоны (использование газа для сушки, пары кислоты); -движущиеся машины и механизмы (кранбалки, тельферы); -опасность поражения электрическим током (шкафы электрооборудования, подвод тока к агрегату травления); -движущиеся машины и механизмы (кранбалки, тельферы); -опасность поражения электрическим током (шкафы электрооборудования, подвод тока к агрегату травления); -подвижные части производственного оборудования (крышки ванн, электротельферы, кранбалки); В таблице 9.1 приведены вредные вещества, имеющие место, в отделениях цеха и их предельно допустимая концентрация (ПДК), Таблица 9.1-Вредные вещества
О - вещество с остронаправленным механизмом действия, требующее автоматического контроля за его содержанием в воздухе А - вещество способное вызывать аллергические заболевания в производственных условиях Ф - аэрозоли, преимущественно фиброгенного действия. В дипломном проекте для уменьшения контакта человека с потенциальноопасной зоной воздействия применяются следующие средства: безопасность эксплуатации машин, механизмов достигается ограждениями вращающихся частей машин и их приводов, автоматизацией и механизацией оборудования, надежностью аварийных остановов машин. На волочильных станах и установках для стабилизации установлены защиты на приводах, волочильных барабанах, намоточных устройствах. Для аварийного останова имеются петлеуловители, бортовые и концевые выключатели, блокировки на дверках барабанов, заправочные скорости, электроторможение. Подача проволоки к стану и её загрузка производится грузоподъёмными механизмами. Проволока складируется определённым образом на стеллажах. Применение спецодежды и средств индивидуальной защиты ограждают работающего от неблагоприятных воздействий производственной среды и опасностей производства. Все ручные операции с проволокой необходимо проводить в защитном козырьке или в очках. 9.2 Обеспечение безопасности 9.2.1 Анализ производственного травматизма по ЦВП 16 ОАО БМК за период 2000 -2004г.
Анализ производственного травматизма даёт возможность выявить определённые закономерности появления несчастных случаев, травмоопасные участки, оборудование, технологические процессы и позволяет своевременно разрабатывать и принимать меры по их предупреждению. Для анализа обстоятельств и причин несчастных случаев на производстве рассмотрим исследуемый объект по признакам, на основании изучения сведений по травматизму за данный период.[27] Сведения приведены в таблице 9.2 Таблица 9.2- Сведения по травматизму за период с 2000-2004 год
Рисунок 9.1 – Динамика производственного травматизма по Кт, Кч. В таблицах 9.3, 9.4, 9.5, 9.6 показано распределение несчастных случаев по различным причинам.
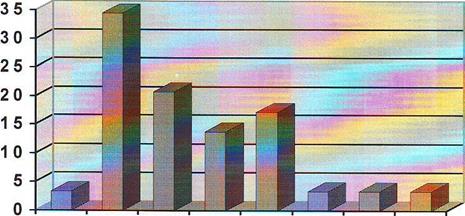
Процентное соотношение несчастных случаев за исследуемый период показано на рисунках 9.2, 9.3, 9.4, 9.5 Таблица 9.3-Распределение несчастных случаев по организационно-техническиroг причинам
I II III IV V V Причины I - неприменение средств индивидуальной защиты; II -нарушение инструкций по ТБ; III-эксплуатация неисправных машин, механизмов, оборудования; IV-несовершенство технологического процесса; V -неудовлетворительное содержание рабочего места, отсутствие габаритов; VI-прочие. Рисунок 9.2- Распределение несчастных случаев по организационнотехническим причинам Таблица 9.4- Распределение несчастных случаев по характеру повреждений
I I II III IV V VI VII VIII Характер повреждения I - ушибы; II - переломы; III - глазной травматизм; IV - резаные раны; V - ампутация верхних конечностей или фрагментов V1 - сотрясение головного мозга; VII - ожоги; VIII - прочие. Рисунок 9.3- Распределение несчастных случаев по характеру повреждений
Таблица 9.5- Распределение несчастных случаев по стажу работы
Стаж работы I - до шести месяцев; II - с шести месяцев до года; III - от года до трёх лет; I V - от трёх до пяти лет; V - от пяти лет до десяти лет; VI - свыше десяти лет. Рисунок 9.4- Распределение несчастных случаев по стажу работы
Таблица 9.6- Распределение несчастных случаев по профессии
I II III IV V VI Профессии V1 I – калильщики; II - волочильщики; III - травильщики; IV - электрики; V - газоэлектросварщики; VI - слесари.
Рисунок 9.5- Распределение несчастных случаев по профессии
Исходя из сделанного мною анализа производственного травматизма за период 2000-2004гг. по ЦВП №16 ОАО БМК можно сделать следующие выводы: за исследуемый период в цехе не произошло роста травматизма, несчастных случаев со смертельным исходом нет, с тяжёлым исходом - 2 случая в 2000 и 2003 году. Как показал анализ таблиц 9.2, 9.3, 9.4, 9.5, по организационно-техническим причинам 62°/о случаев происходит из-за нарушения инструкций по безопасности труда самими рабочими, 10% случаев происходит из-за неприменения средств индивидуальной защиты. По характеру повреждений 20% случаев глазного травматизма из-за неприменения средств индивидуальной защиты самими рабочими и невнимательностью; переломов - 34, 5%, сотрясений головного мозга -3, 4%. По профессии в большей степени травмируются калильщики - 58, 6%, волочильщики - 20, 6%. По стажу работы самый большой процент травм – 38%, у проработавших до шести месяцев и от одного года до трех лет - 27, 6%, т.к. опыт работы ещё мал, 17, 2°/о травм у проработавших свыше десяти лет, т.к. рабочие сознательно нарушают правила ТБ. Из-за проведенной работы и разъяснительных мероприятий по безопасному ведению работ, количество несчастных случаев в цехе в 2004 году уменьшилось в 2 раза по сравнению с 2003 годом (коэффициент частоты в 2004году снизился на 50%), количество несчастны случаев, связанных с нарушением техники безопасности, сведено к нулю. На основании анализа обстоятельств и причин несчастных случаев для предупреждения производственного травматизма и обеспечения безопасных условий труда необходимо проводить следующие мероприятия: -обеспечить подготовку работников по правильной организации и безопасному выполнению работ за счёт обучения и проверки знаний по ТБ производства работ; - заменить устаревшее опасное оборудование в термическом отделении новым, безопасным в эксплуатации; усовершенствовать конструкцию волочильных станов с обеспечением требований по безопасности обслуживания; усовершенствовать технологию обработки металла, механизировать трудоёмкие ручные операции так как высокоуглеродистая арматурная проволока толстых диаметров имеет остаточную упругую деформацию и может нанести серьёзные глазные травмы при ударах пружинящими концами в частности при съеме мотков с намоточных аппаратов, или сходящими концами проволоки с размоточных аппаратов; при падении мотков при их съёме вручную с намоточных аппаратов, а также при сварке и обтачке сварного шва, заправке проволоки в волоки, разборке мотков и выпрямлении концов проволоки; -соблюдать требования инструкций по эксплуатации оборудования при заправке проволоки на агрегаты, т.к. термические и химические ожоги всплесками расплавов вызывают тяжёлые травмы; -внедрить оградительную технику и полную изоляцию опасных зон, а также обеспечить рабочие места и оборудование необходимой контрольно-измерительной аппаратурой и сигнализацией.[26]
Популярное:
|
Последнее изменение этой страницы: 2016-04-09; Просмотров: 941; Нарушение авторского права страницы

 - временное сопротивление разрыву готовой проволоки, Н/мм2;
- временное сопротивление разрыву готовой проволоки, Н/мм2;  -временное сопротивление разрыву патентированной заготовки.
-временное сопротивление разрыву патентированной заготовки.

 %
%
 60
60