
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
СИНТЕЗ ОДНОТАКТНЫХ СИСТЕМ ЛОГИЧЕСКОГО УПРАВЛЕНИЯ
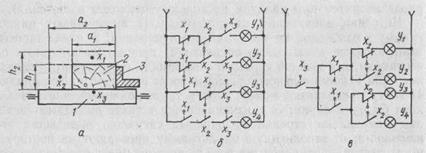
Однотактные системы логического управления наиболее просто и эффективно описываются таблицами состояний, по которым синтезируют математическую модель управления объектом. Рассмотрим пример синтеза однотактной системы логического управления. Одним из средств отображения информации на рабочем месте оператора является индикатор, который предназначен для постоянного предъявления оператору сведений о характеристиках предмета труда. Синтезируем систему логического управления индикатором сечения пиломатериалов в лесопильном потоке. 1. Словесное описание условий работы объекта управления 2. Установить число входных и выходных сигналов. Число вы сечений. Столько же будет выходных сигналов у1, у2, у3 и у4, подаваемых на индикатор. Входные сигналы здесь — это информация о размерных параметрах сечения пиломатериала. Число входных сигналов должно быть минимальным. Оно зависит от выбранной конструкции узла контроля пиломатериалов. В данном примере используют роликовый конвейер 1 с косыми роликами, что обеспечивает постоянное прижатие пиломатериала 2 к базирующей линейке 3. При таком конструктивном решении узла контроля достаточно применить два датчика размеров: для измерения толщины х1 и измерения ширины х2.
Рис. 79. Система логического управления: а — объект управления; б — релейно-контактная схема; в — минимизированная схема В случае тонкого и узкого пиломатериала значения этих сигналов будут х1 = 0 и х2 = 0; при толстом и широком — х1 = 1, х2= 1. Но комбинация значений входных сигналов 0 0 будет и в случае, когда пиломатериала не будет на роликовом конвейере; поэтому необходимо ввести еще датчик х3, фиксирующий наличие пиломатериалов на рольганге. 3. Составить таблицу состояний (табл. 6). ТАБЛИЦА СОСТОЯНИЙ
4 Получение логических функций. Логических функций будет четыре, по числу выходных сигналов. Каждая функция получается путем перемножения переменных х1, х2 и х3, описанных с тех строк таблицы, где данная функция равна 1. Переменная записывается соответственно с отрицанием или без отрицания, если входной сигнал равен 0 или 1. Логические функции, описывающие систему управления индикатором, будут следующие:
5 Построить варианты исходной схемы системы управления (рис. 79, б). В схеме у1 у2, у3 и y4—лампы индикатора, соответствующие одному из сечений пиломатериала, а х1, х2 и х3 контакты конечных выключателей. Из схемы видно, что, например, лампа у2 загорится при воздействии на выключатели х2 и х3, то есть при тонком и широком пиломатериале. 6. Минимизация логических функций. Каждая логическая функция системы уравнений (23) сразу получается в минимальной форме. Но так как в каждую функцию входят одни и те же переменные x1 x2 и х3, то минимизация возможна, если функции (23) записать в виде одной многовыходной функции Ф
Используя сочетательный закон, запишем функцию Ф в виде
7. Построение схемы минимизированной функции (24). На рис. 79, в показана эта схема. Сравнение схем (рис. 79, б и б) показывает, что минимизированная схема содержит на пять контактов меньше, чем исходная. S 40. СИНТЕЗ МНОГОТАКТНЫХ СИСТЕМ ЛОГИЧЕСКОГО УПРАВЛЕНИЯ В отличие от однотактных систем управления, одинаково реагирующих на один и тот же сигнал или совокупность сигналов на входе, многотактные системы управления на одну и ту же ситуацию на входе могут реагировать по-разному. Значение выходной переменной многотактной системы управления зависит от предшествующих ситуаций на входе, т. е. от последовательности изменения значений входных переменных. Работу элементов многотактных систем управления удобно изображать циклограммой. Для составления математической модели многотактных систем управления необходимо определить условия включения и выключения исполнительных механизмов. В отличие от однотактных систем управления, где условиями включения и выключения являются комбинации значений вход- ных переменных, в многотактных системах управления условиями включения и выключения являются те значения входных переменных, переход в которые вызывает изменение состояния выходной переменной. Условия включения и выключения. Условием включения f' выходной переменной является такое значение входной переменной, при переходе в которое выходная переменная переходит в единичное состояние: а) выходная переменная у1 переходит в единичное состояние (включается) при переходе в единичное состояние (включение) входной переменной х1 (рис. 80, a): f'y1= x1;
б) выходная переменная у2 переходит в единичное состояние (включается) при переходе в нулевое состояние (выключение) входной переменной х2 (рис. 80, б): fy2 = Условием выключения f" для выходной переменной является такое значение входной переменной, при переходе в которое выходная переменная переходит в нулевое состояние: а) выходная переменная у1 переходит в нулевое состояние (вы б) выходная переменная у2 переходит в нулевое состояние (вы Основное условие работы исполнительного механизма — наличие на входе системы управления условий включения и отсутствие условий выключения для данного элемента: у = f'y Для многотактных систем управления это условие является необходимым, но недостаточным. Недостаточность проявляется тогда, когда при одних и тех же значениях входных переменных выходная переменная имеет различные значения. Рассмотрим систему управления, заданную следующей циклограммой (рис. 80, д). Данная система при отсутствии сигналов на входе х1 = 0 и х2 = 0 должна иметь переменную у в нулевом состоянии на выходе в одном случае, в единичном состоянии — в другом. Как видно из данной циклограммы, значение выходной переменной у зависит только от последовательности появления сигналов на входе. Если на входе системы управления появляется сигнал х1, соответствующий условиями включения переменной, то данная переменная должна перейти в единичное состояние и сохранять его сколь угодно долго при выключении сигнала х1. При появлении на входе сигнала х2, соответствующего условиям выключения переменной у, данная переменная должна перейти из единичного состояния в нулевое и сохранять это состояние при выключении сигнала х2. Для реализации данного закона управления необходимо, чтобы система управления могла сохранять (помнить) сигналы, поступающие на вход систем управления и при необходимости управлять
Рис. 81. Элемент «Память»: а — циклограмма; б — элемент «Память»; в — циклограмма исполнительными механизмами при последующем изменении данных входных переменных. Эту функцию в многотактных системах управления выполняет элемент «Память» — трехполюсник (два входа и один выход), имеющий два устойчивых состояния. Элемент «Память» способен включаться (Р = 1) при поступлении на вход «Запись» сигнала х3 и оставаться в этом состоянии, пока не поступит сигнал на вход «Стирание» хс. Работа данного элемента изображается циклограммой, представленной на рис. 81, а, математическая модель его следующая: Р = (х3 + Р) Эта модель может быть реализована на бесконтактных логических элементах (рис. 81, б). Присутствие элемента «Память» в системах управления является дополнительным условием на включение или выключение исполнительных механизмов. В данном примере условием включения является хх, т. е. fy = xx. При отсутствии этого сигнала на входе условия включения для элемента у создаются дополнительным элементом «Память» f'y= х1 + P. Элемент память должен включаться при появлении сигнала хх и сохранять единичное состояние выходной переменной у до появления сигнала x2 т. е. х3 = х1 и хс = х2.
Условие выключения переменной у запоминать не надо, так как она в периоде включения переменной у своего значения не меняет: f’’y=x2 В целом математическая модель процесса будет следующая:
Работа элемента «Память» на циклограмме системы управления изображена на рис. 81, в. Исходя из этой циклограммы, можно заключить, что у = Р. Следовательно, систему управления можно упростить, заменив элемент «Память» на обратную связь или самоблокировку.
Рассмотрим еще один характерный случай применения элемента «Память». В качестве примера возьмем систему управления, которая задана циклограммой, приведенной на рис. 82, а. Из циклограммы видно, что включение сигнала хх является условием включения функции у: f’y = x1. Выключение сигнала х2 является условием выключения функции у: f" y = Теперь необходимо рассмотреть условия включения и выключения на достаточность. Условия включения f'y = x1 являются недостаточными, так как сигнал х1 выключается, а функция у должна сохранять единичное состояние. Следовательно, условия включения должны быть дополнены элементом «Память» f'y = x1 + P1 (рис. 82, б). Поскольку у = Р1 элемент «Память» должен быть заменен самоблокировкой f'y = x1+y. Условия выключения f" y = Сохранять единичное состояние функции у будет дополнительный элемент «Память» Р2. Элемент «Память» должен быть включен в тот период времени, когда должна быть включена функция у, но имеются условия выключения х2 (рис. 82, в). Функция у должна выключаться, когда созданы условия выключения и не включена память Р2, т. e. f" y = Для элемента «Память» Р2 в данном случае х3 = х1 и хс = х2. Из вышеизложенного можно сделать вывод, что для синтеза многотактной системы управления необходимо: 1) определить необходимые и достаточные условия включения (f'yi выходных переменных у1; 2) определить необходимые и достаточные условия выключения f''yi выходных переменных yi; 3) синтезировать математическую модель системы управления по логическому выражению где yi= f'yi В простых случаях математическую модель системы управления можно составить по словесному описанию работы объекта управления. При этом необходимо определить условия включения и выключения, очередность и продолжительность их действия. Затем по словесному описанию или циклограмме составляют логические уравнения математической модели. Далее проводят анализ полученных уравнений с точки зрения минимизации элементов и, наконец, составляют принципиальную схему управляющего устройства технологическим объектом. Проиллюстрируем эту очередность и условия составления схемы управляющего устройства. Синтез многотактной системы управления. Требуется синтезировать схему управляющего устройства для опускания и подъема прижимной линейки (утюжка) шлифовального станка. 1. Описание условий работы объекта управления (рис. 83, а). 2. Установить число входных и выходных переменных. В слу Для фиксации положения щитов на роликовом конвейере необходимо установить датчики положения х1 и х2. Место расположения датчиков может быть различным. Рассмотрим вариант, когда при съезде щита с датчика х1 линейка опускается, а при наезде на датчик х2 — поднимается. 3. Построение циклограммы работы управляющего устройства. За один цикл работы объекта управления или управляющего устройства примем время обработки одного щита. Так как за это время прижимная линейка опустится один раз, то на циклограмме
Рис. 83. Система логического управления: а - объект управления; б - циклограмма; в - релийно-контактная схема- г - схема (рис. 83, б) будет иметь место только один период включения элемента у (интервал 4—5). 4. Математическая модель системы управления, прижимной линейкой шлифовального станка. Во включающем такте 3—4 сиг- нал х1 исчезает, следовательно, условие срабатывания элемента у запишется формулой f’y = Первоначальный вид логической функции запишется как В течение включающего На циклограмме (рис. 83, б) сигнал Р должен иметь различное значение в интервалах 3—5 и 7—1, где Х1 и Х2 равны 0. Это условие будет выполнено, если в интервале 1—5 сигнал Р будет равен 1, то есть сигнал Р появится при появлении х1 и исчезнет при появлении х2. После введения переменной Р функция у выхода примет вид у= Аналогично выполняется математическое описание функционирования введенного элемента памяти Р. Условия включения и выключения для элемента Р будут соответственно f'P = x1 и f" P = х2. Первоначальный вид функции Р запишется как Р = x1 Из этого выражения можно видеть, что элемент Р будет включен только в интервале 2—3, а далее отключится, так как сигнал х1 исчезнет. Чтобы обеспечить работу во всем периоде включения (интервал 2—6), следует ввести элемент памяти. В данном случае роль элемента памяти может выполнять сам элемент Р. Переменная Р вводится в функцию (26) через операцию логического сложения с переменной х1. Тогда окончательно функция (26) запишется как Р = (х1 + Р) Логические функции (25), (27) и представляют собой математическую модель системы логического управления прижимной линейкой шлифовального станка. 5. Составление варианта схемы, выполненной на релейно-кон- 6. Составление варианта схемы управляющего устройства на вах память реализуется с помощью триггера, а комбинационная часть схемы — на логических элементах. Схема управляющего устройства (рис. 83, г) для управления шлифовальным станком выполнена с применением RS-триггера с раздельными входами. Глава 7 ЭФФЕКТИВНОСТЬ АВТОМАТИЗАЦИИ " ПРОИЗВОДСТВЕННЫХ ПРОЦЕССОВ § 41.гПРЕИМУЩЕСТВА АВТОМАТИЗИРОВАННЫХ ПРОИЗВОДСТВ Автоматизированные производства имеют социальную и экономическую эффективность. Социальная эффективность состоит в измене- нии взаимодействий в системе «человек—машина—условия труда коллектив», направленном на оптимизацию условий трудовой деятельности человека. Экономическая эффективность заключается в улучшении технико-экономических показателей производства на базе его интенсификации, в том числе и благодаря социальной эффективности. Автоматизация существенно изменила роль человека в произ заготовок. Без механизации и автоматизации этого оборудования условия труда оказываются тяжелыми, что отрицательно сказывается на здоровье рабочих. Именно станочники, работающие на станках с ручной подачей и выполняющие вручную загрузку высокопроизводительного оборудования в наибольшей степени подвержены заболеваниям, как профессионального, так и общего профиля." На рабочих местах с тяжелыми условиями труда более высокая текучесть кадров, наблюдается временная незанятость рабочих мест. В ряде случаев даже труд с предельной интенсивностью не обеспечивает полной загрузки оборудования. Высокопроизводительное оборудование должно оснащаться ро-бототехническими системами, автоматическими загрузочными, транспортными и контрольно-управляющими устройствами. Механизация и автоматизация оборудования исключают тяжелые физические динамические нагрузки, но возникают статические физические нагрузки, возрастают психологическое и эмоциональное напряжение. При автоматизации уменьшается непосредственное воздействие человека на объект труда, но возрастает ответственность за принимаемые решения, необходима высокая психологическая совместимость членов коллектива операторов, участвующих в управлении производственным объектом. Нужна специальная подготовка для работы в условиях автоматизированных производств, меняются профессиональный состав, содержание знаний и навыки занятых в производстве. Опыт эксплуатации автоматизированных деревообрабатывающих производств показывает, что автоматизация устраняет тяжелый физический труд, но не снимает проблему улучшения условий труда, а переводит ее в другую плоскость. Социальная эффективность обусловлена здесь полным устранением рабочих мест с тяжелым физическим трудом и вредными условиями труда, повышением безопасности труда, что способствует гармоничному развитию личности. Непосредственное участие человека в технологическом процессе накладывает ограничения на энергетические и скоростные характеристики оборудования, так как в результате ограниченных психологических возможностей и утомления случаются ошибки (пропуск бракованных изделий, выбор неоптимальных режимов обработки и др.). Исключение человека из технологического процесса в результате автоматизации открывает возможности для эффективного применения машин большой единичной мощности, высокого быстродействия и уровня концентрации операций, обеспечивает оптимальный выбор программы работы. Это позволяет сократить затраты различных видов ресурсов — трудовых, финансовых, материальных — на единицу выпускаемой продукции. Однако автоматизация требует дополнительных капитальных затрат на научный поиск и проектирование. Необходимые pезервы могут быть найдены только за счет внедрения более интенсивных технологических процессов и оборудования, построенного на базе новейших достижений науки и техники. Интенсивными являются такие технологические процессы и оборудование, которые обеспечивают выпуск продукции с меньшими удельными затратами ресурсов. Интенсификацию производства определяют следующие факторы: внедрение новых материалов и видов обработки, выбор оптимальных параметров и уровня автоматизации оборудования с учетом условий его функционирования, внедрение автоматизации в организационную сферу производства. Только применение прогрессивных материалов и видов обработки создает благоприятные предпосылки для автоматизации производственных процессов. Если автоматизация существующих технологий и оборудования не приводит к появлению у них новых полезных качеств, например к расширению технологических возможностей, гибкости и др., она оказывается малоэффективной. В этом случае рост капитальных затрат существенно опережает рост интенсивности производства. Так, если при автоматизации растет сложность технических систем, то весьма важным становится вопрос о надежности. При недостаточной надежности не достигается необходимая производительность труда (привлекаются дополнительные рабочие для ремонта и устранения задержек в работе оборудования), снижается фактическое время работы оборудования, ухудшаются и другие показатели. Повышение надежности благодаря конструкции объекта и системы его эксплуатации требует дополнительных затрат. Автоматизация открывает широкие возможности для интенсификации производства, но автоматизация и интенсификация не есть синонимы. В тех случаях, когда автоматизация не направлена непосредственно на сохранение здоровья и улучшение условий труда людей, вопрос о целесообразности решают на основании расчета экономической эффективности. Имеется ряд показателей оценки экономической эффективности внедрения новой техники [27]. Большинство из них оценивают затраты различных видов ресурсов на единицу продукции. При автоматизации сокращается число людей (рабочих, ремонтников, ИТР и др.), занятых в производстве единицы продукции, улучшается использование ресурсов (материалов, энергии, производственных площадей, технических возможностей оборудования и др.), но растут капитальные затраты на оборудование и затраты на его эксплуатацию. Оптимальный вариант автоматизации выбирают путем реализации математических моделей производства, учитывающих динамику изменения соответствующих видов затрат. Популярное:
|
Последнее изменение этой страницы: 2016-04-10; Просмотров: 2085; Нарушение авторского права страницы




 2.
2. ''y.
''y.



 2.
2.
 выходных переменных системы управления.
выходных переменных системы управления.
 периода у (интервал 3—5) нет ни сигнала х1, ни сигнала х2. Но такое же сочетание сигналов х1 и х2 имеет место на циклограмме и в интервале 7—1. Следовательно, здесь элемент у тоже будет включен, а это противоречит условию работы. Необходимо запретить срабатывание элемента у в интервале 7—1. Этого достигают введением в управляющее устройство элемента «Память» — Р.
периода у (интервал 3—5) нет ни сигнала х1, ни сигнала х2. Но такое же сочетание сигналов х1 и х2 имеет место на циклограмме и в интервале 7—1. Следовательно, здесь элемент у тоже будет включен, а это противоречит условию работы. Необходимо запретить срабатывание элемента у в интервале 7—1. Этого достигают введением в управляющее устройство элемента «Память» — Р.