
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
СОСТАВЛЕНИЕ МАРШРУТА ОБРАБОТКИ ⇐ ПредыдущаяСтр 3 из 3
Под маршрутом обработки понимают последовательность выполнения технологических операций с выбором типа оборудования. Поскольку на детали «червяк» имеются цилиндрические поверхности, то в маршруте обработки необходимо предусмотреть токарную операцию. Деталь изготавливается в условиях мелкосерийного производства, поэтому для выполнения токарной операции целесообразно выбрать токарный станок с ЧПУ. Поскольку на детали «червяк» имеются шпоночные пазы, то для их получения необходима фрезерная операция. Так как на детали так же имеется сквозное отверстие то для его выполнения необходимо выбрать радиально-сверлильный станок. ВЫБОР СРЕДСТВ ТЕХНИЧЕСКОГО ОСНАЩЕНИЯ Выбор и характеристика оборудования Для выполнения токарной операции 010 в условиях мелкосерийного производства, целесообразно выбрать универсальный патронно-центровой станок мод.16А20Ф3 с устройством ЧПУ «Маяк 600». Для выполнения фрезерной операции 015 в условиях мелкосерийного производства, целесообразно выбрать вертикально-фрезерный станокмод. 6К11 Для выполнения сверлильной операции 020в условиях мелкосерийного производства целесообразно выбратьрадиально сверлильный станокмод.2К52 Для выполнения круглошлифовальной операции 045в условиях мелкосерийного производства, целесообразно выбрать круглошлифовальный станокмод.3М151 Технические характеристики станков даны в приложениях (Приложение 1, 2, 3, 4)
Выбор и характеристика технологической оснастки Вся технологическая оснастка используемая, на токарном металлорежущем станке делится на 3 группы: 1. Для установки и закрепления заготовки. 2. Для установки режущего инструмента. 3. Вспомогательная оснастка. Выбор приспособления для установки и закрепления заготовки осуществляют в зависимости от её жесткости. Жёсткость - способность, конструктивных элементов деформироваться при внешнем воздействии без существенного изменения геометрических размеров.Жесткость заготовки – это отношение длины заготовки, к её диаметру. L/D. Деталь «червяк» имеет длину 111 мм и диаметр 62мм, отношение длины к диаметру 111/37, 5??? ≈ 3, L/D< 5 –заготовка жесткая, для её закрепления используют: 3-х кулачковый самоцентрирующийся патрон. Но так как на детали имеется червячная поверхность, то для того чтобы снизить нагрузку используем вращающийся центр пиноли задней бабки. Техническая характеристика 3-х кулачкового патрона и описание центра даны в приложениях( Приложение Б) Выбор и характеристика режущего инструмента 1. Резец проходной упорный с механическим креплением многогранной неперетачиваемой пластины, материал? для чистовой обработки 2. Резец отрезной с механическим креплением неперетачиваемой пластины, материал? 3. Резец отогнутый с механическим креплением неперетачиваемой пластины материал? 4. Сверло центровочное D=2 мм, Р6М5 ГОСТ 19265 – 73 5. Сверло спиральное D=5мм материал? 6. Сверло спиральноD=18мм материал? 7. Специальный резец для червячной поверхности материал? Выбор и характеристика измерительного инструмента Поскольку деталь «червяк» изготавливается в условиях мелкосерийного производства, то выбираем универсальный измерительный инструмент: 1. Для контроля длин: 111-0.46; 21мм и диаметральных размеров: 37.5h7(-0.025); 25h14(-0.25); Ø 17+1.1 мм, выбираем штангенциркуль ШЦ-I-0.1- 0-250 ГОСТ 166-89 2. Для контроля наружной метрической резьбы выбираем резьбовое калибр кольцоМ24× 1.5-6h ПР - проходное и НЕ - не проходное 3. Для контроля фасок выбираем плиточный шаблон 2× 45° и 1× 45° 4. Для контроля отверстий D=18мм и D=5мм калибр- пробка (проходная ПР и непроходная НЕ) 5. Для контроля профиля червячной поверхности, шаблон профиля червяка.
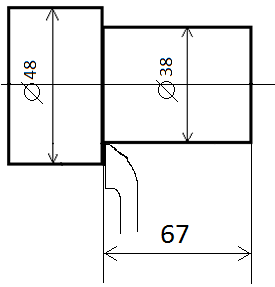
ВЫБОР РЕЖИМОВ РЕЗАНИЯ Расчет режимов резания на черновое обтачивание поверхности до диаметра 38 мм на длинну67 мм.
Рисунок 4 – Эскиз перехода
1. Рассчитаем глубину резания t= 2. Определим подачу по справочнику: S= 0.7….0.9(мм/об) 3. Подача по паспорту: Sпаспорт.=0.73мм/об 4. Геометрия резца где??
5. Среднее значение экономической стойкости режущего инструмента: T=60…90 мин
6. Определяем фактическую скорость резания: Vтабл.=126м/мин; Vрасчет.=Vтабл.*k1*k2*k3*k4 K1=0, 75 (т.к K2=0.92 (т.к T=60…90мин) K3=0.81 (т.к. K4=0, 65 Vрасчет.=Vтабл.*k1*k2*k3*k4=126*0, 75*0, 92*0.81*0, 65=45, 77391м/мин 7. Определяем частоту вращения шпинделя: nрасч=. 8. Уточняем по паспорту частоту вращения шпинделя nпаспорт.=300об/мин Vфакт= 9.Проверяем возможность обработки на выбранном оборудовании: Рz= 2305*3, 65=8413, 25 (Н) Nэф=. 10.Проверяем, выполняется ли условие: Nэф. ≤ Nэ.дв..* 6, 4 6, 4 Условие выполняется, следовательно, обработка на выбранном станке возможна. Охрана труда станочника Охрана труда — это система технических, санитарно-гигиенических, организационных и правовых мероприятий, непосредственно направленных на обеспечение безопасных для жизни и здоровья человека условий труда. Требования по охране труда сформулированы в Трудовом кодексе Российской Федерации (ТК РФ), а конкретизированы они в общих, межотраслевых и отраслевых правилах по технике безопасности и в санитарных нормах. Профилактика травматизма на производстве обеспечивается внедрением техники безопасности, профилактика профессиональных заболеваний — нормализацией условий труда. Безопасность труда должна учитываться уже на стадии проектирования и монтажа оборудования, в расчетах его на прочность и надежность, при выборе его эксплуатационных параметров, технологических процессов и материалов, при механизации тяжелых, трудоемких, опасных и вредных работ, организации рабочих мест. При проектировании предприятий предусматриваются системы улавливания, обезвреживания и утилизации отходов. К мероприятиям по технике безопасности относят также применение предохранительных устройств, приборов, систем (ограждения, блокировки, заземления и зануления, автоматического отключения и др.); установку сигнализации и маркировку оборудования, инструмента и приборов; нормирование условий труда (режима труда и отдыха); надзор за ведением работ и др. Комплекс мероприятий по охране труда включает в себя также подготовку персонала (профессиональный, медицинский и психологический отбор, обучение, тренировки, инструктирование) и его обеспечение средствами индивидуальной защиты, а также аварийно-спасательные меры. (Требования техники безопасности на рабочем месте станочника даны в Приложении В) Популярное:
|
Последнее изменение этой страницы: 2016-04-10; Просмотров: 705; Нарушение авторского права страницы
 =
=  =5(мм)
=5(мм) =°
=°  =°
=°  =°
=°  =80°
=80°  в.р=932МПа)
в.р=932МПа) =90°)
=90°) =
=  = 303, 2об/мин
= 303, 2об/мин =
=  = 60.3м/мин
= 60.3м/мин =
=  = 6, 4кВт
= 6, 4кВт
 11*0, 85
11*0, 85