
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Основные способы крепления оборудования к перекрытию.
1-анкерный болт(крепежное изделие, которое закрепляется в несущем основании и удерживают какую-либо конструкцию.) 2-рымболт( стальное кольцо, жестко соединенное с цилиндрическим стержнем, c нарезанной резьбой. Рым-болт используется для крепления цепей и тросов, а также для создания различных растяжек. При такелажных работах может использоваться для подъема грузов.) 3-строительный дюбель( крепежное изделие, которое совместно с другим крепёжным изделием различными способами закрепляется в несущем основании и удерживает какую-либо конструкцию.) Дюбель устанавливается в основание для возможности прикрепления к этому основанию другого крепёжного элемента, например, шурупа или самореза. Приведите принципиальную схему вибропневматической камнеотделительной машины типа РЗ-БКТ. Укажите регулируемые параметры и опишите механизмы их регулирования. Камнеот-ая машина состоит из следующих основных узлов: вибростола, привода, приемных, выпускных и аспирационных устройств и станины.
Как показано на рис. 1, процесс вибропневматического сепарирования в машинах с наклонными сетчатыми поверхностями, совершающими возвратно-поступательное движение, можно представить 2-х стадийным по зонам I и II. Зона I. Минеральные примеси движутся вместе с зерном и самосортируются, опускаясь на сетчатую деку. Зона II-1. Достигнув ситовой поверхности, минеральные примеси начинают двигаться вверх, навстречу основному зерновому потоку; Зона II-2. Минеральные примеси продолжают двигаться к выходу из машины отдельно от зерна. 1 - шарнирная стойка вибростола; 2 - резиновый рукав для вывода минеральных примесей; 3 - механизм, блокирующий возможный выход зерна; 4 - корпус сепаратора; 5 - воздухопроницаемая сетчатая дека; 6 - аспирационный канал; 7 - дроссельная заслонка; 8 - пружины-амортизаторы; 9 - распределитель; 10 - регулировочный клапан; 11 - приемный патрубок; 12 - вибратор; 13 - резиновые рукава для вывода очищенного зерна; α - угол наклона деки; β - угол наклона колебаний. Разделение компонентов сыпучей смеси при вибропневматическом транспортировании зависит от коэффициента трения по поверхности деки и коэффициента влияния восходящего воздушного потока рв.
Рабочий процесс имеет шесть регулируемых параметров: нагрузка, амплитуда и направление колебаний, расход воздуха, угол наклона деки и положение регулировочной пластины в зоне выпуска минеральных примесей. На продольных боковых поверхностях корпуса установлены четыре регулировочных диска со шкалой для контроля амплитуды и направления колебаний (все четыре диска на обеих сторонах корпуса вибростола устанавливают так, чтобы Продолжение) При параллельном виде движения обработка предметов труда на каждой операции процесса и передача их на последующие операции осуществляются поштучно. В общем случае (обработка на конвейере с пульсирующим движением) продолжительность цикла изготовления партии продукции равна длительности обработки первого предмета труда на всех производственных операциях, времени его пролеживания на отдельных рабочих местах, времени обработки и пролеживания остальных предметов партии на заключительной операции, времени прочих перерывов. Расчетная формула записывается так: Тцпаралл. = (t10 + t20 +…+ tm) + (τ 1 + τ 2 +…+ τ m) + (tзак + τ зак.)·(n – 1) + Tпп, Где τ 1…τ m – время пролеживания предмета труда по операциям; tзак, τ зак – соответствующие показатели одной из операций (заключительной); Tпп – продолжительность прочих перерывов. На предприятиях хранения и переработки зерна не применяются конвейеры с пульсирующим движением. Параллельное движение предметов труда по операциям процесса выступает здесь в иной форме. Их передача с одной операции на другую осуществляется по мере окончания обработки на каждом рабочем месте. В связи с этим время пролеживания предмета труда на отдельных рабочих местах не входит в длительность производственного цикла. Оно перекрывается временем их обработки на последующих операциях. Исключение составляет последняя операция процесса. Время пролеживания каждого предмета труда или время перерыва в работе оборудования, занятого на выполнении этой операции, входит составной частью в длительность цикла. При параллельном виде движения выделяют несколько частей и элементов производственного цикла. Неперекрываемую часть цикла образует время прохождения первого предмета труда через все операции процесса, кроме последней. Эту часть цикла показывает время, в течение которого в работу включается весь комплекс оборудования, занятого на обработке партии предметов труда, ее так же называют циклом запуска. Ломаную линию, соединяющую начала всех операций процесса, именуют линией запуска. Постоянная часть цикла включает время прохождения первого предмета труда через все без исключения операции процесса. С этим временем связано начало выпуска готовой продукции. Длительность неперекрываемой и постоянной частей производственного цикла может быть определена: на основе нормативов продолжительности отдельных операций в соответствии с расчетной формулой; путем замеров их общей величины или продолжительности отдельных элементов и суммирования полученных данных; замерами в сочетании с расчетами по нормативам. Нормативы следует применять для операций и процессов, отличающихся большой продолжительностью (отлежка зерна и т. п.). Переменная часть цикла показывает время нахождения всей партии предметов труда на заключительной операции процесса. Особой составной частью производственного цикла обработки партии предметов труда является цикл выпуска. Он характеризует завершение обработки партии на операциях процесса и показывает время, в течение которого последний предмет труда проходит все операции, кроме первой. Ломаную линию, соединяющую окончания всех операций процесса, называют линией выпуска. Цикл выпуска характеризуется длительностью, равной суммарной продолжительности операций процесса, за исключением первой, и структурой. 1. Составьте функциональную схему воздушно-ситового сепаратора А1-БИС-100, укажите основные сборочные единицы, покажите движение продукта. Опишите характер движения ситового кузова. Приведите методику расчета амплитуды колебания ситового кузова.
1-приемные патрубки; 4-аспирационные патрубки; 6-заслонка дроссельная; 7, 8, 9-штурвалы; 10-стенка подвижная; 11-пневмо-сепарирующий канал; 12-вибролоток; 14-приемная камера; 15-бибратор; 19-подсевное сито; 25-сортировочное сито; 26-распределительное днище; 27-фартук; 28-электродвигатель. I-зерно исходное; II-круп-ные примеси; IIIмелкие примеси; IV-зерно очищенное; V-воздух с легкими примесями. Сходом с верхнего сита являются крупные примеси. Они выводятся из сепаратора по верхнему лотку. Смесь зерна с мелкими примесями, проходом через сортировочное сито, поступает на подвесное. Мелкие примеси выводятся по нижнему лотку. Очищенное от примесей зерно поступает в пневмоканал с помощью вибролотка. Вибролоток служит для равномерного распределения продукта по ширине пневмоканала, а также для самосортирования продукта. Привод ситового корпуса инерционный.
Где mгр – масса груза-дебаланса; mк – масса корпуса; ω – частота колебаний кузова; ρ – радиус круговых траекторий точек кузова; Rцм – радиус вращения центра масс груза.
Амплитуда колебаний - это радиус круговых траекторий точек кузова.
Популярное:
|
Последнее изменение этой страницы: 2016-04-11; Просмотров: 826; Нарушение авторского права страницы
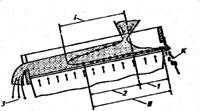 В основе очистки зерна от минеральных примесей лежит различие в плотности зерна (1, 3-1, 4 г/см3) и минеральных примесей (1, 9-2, 8 г/см3), а также различие коэффициентов трения.
В основе очистки зерна от минеральных примесей лежит различие в плотности зерна (1, 3-1, 4 г/см3) и минеральных примесей (1, 9-2, 8 г/см3), а также различие коэффициентов трения. На первой стадии (зона I) тяжелая частица, поступившая в исходной смеси, перемещается вместе со слоем продукта вдоль деки, постепенно погружаясь к ее поверхности. На второй стадии (зона П) тяжелая частица движется по поверхности деки вверх навстречу основному зерновому потоку до тех пор, пока не выйдет через верхнее выпускное отверстие.
На первой стадии (зона I) тяжелая частица, поступившая в исходной смеси, перемещается вместе со слоем продукта вдоль деки, постепенно погружаясь к ее поверхности. На второй стадии (зона П) тяжелая частица движется по поверхности деки вверх навстречу основному зерновому потоку до тех пор, пока не выйдет через верхнее выпускное отверстие.
 Шкив приводится во вращение от электродвигателя клиноременной передачей. На шкиве эксцентрично закреплен груз. Сила инерции груза – Pиг возбуждает круговое поступательное движение ситового кузова. При этом возникает сила инерции кузова Рик. При Pиг= Рик наступает установившееся движение с определенным радиусом ρ круговых траекторий всех точек, принадлежащих кузову.
Шкив приводится во вращение от электродвигателя клиноременной передачей. На шкиве эксцентрично закреплен груз. Сила инерции груза – Pиг возбуждает круговое поступательное движение ситового кузова. При этом возникает сила инерции кузова Рик. При Pиг= Рик наступает установившееся движение с определенным радиусом ρ круговых траекторий всех точек, принадлежащих кузову. ;
;  ;
; 
