
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Изложите основные этапы монтажа ленточного конвейера.Стр 1 из 7Следующая ⇒
Приведите принципиальную схему воздушно-ситового сепаратора А1-БИС-100, укажите основные сборочные единицы. Опишите характер движения ситового кузова. Приведите методику расчета радиуса круговых колебаний ситового кузова.
1-приемные патрубки; 4-аспирационные патрубки; 6-заслонка дроссельная; 7, 8, 9-штурвалы; 10-стенка подвижная; 11-пневмо-сепарирующий канал; 12-вибролоток; 14-приемная камера; 15-бибратор; 19-подсевное сито; 25-сортировочное сито; 26-распределительное днище; 27-фартук; 28-электродвигатель. I-зерно исходное; II-круп-ные примеси; IIIмелкие примеси; IV-зерно очищенное; V-воздух с легкими примесями. Сходом с верхнего сита являются крупные примеси. Они выводятся из сепаратора по верхнему лотку. Смесь зерна с мелкими примесями, проходом через сортировочное сито, поступает на подвесное. Мелкие примеси выводятся по нижнему лотку. Очищенное от примесей зерно поступает в пневмоканал с помощью вибролотка. Вибролоток служит для равномерного распределения продукта по ширине пневмоканала, а также для самосортирования продукта. Привод ситового корпуса инерционный.
Где mгр – масса груза-дебаланса; mк – масса корпуса; ω – частота колебаний кузова; ρ – радиус круговых траекторий точек кузова; Rцм – радиус вращения центра масс груза.
Амплитуда колебаний - это радиус круговых траекторий точек кузова.
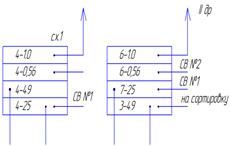
В рассеве ЗРШ-4М с технологической схемой №1, выполняющем функцию I драной системы, установлены: в 1-ой группе - сита № 1, во 2-ой - № 056, в 3-ей - № 49 и в 4-ой - № 25. Рассев ЗРШ заменен рассевом РЗ-БРБ. Установите указанные выше сита в этом рассеве. Каковы основные правила установки сит в рассевах с технологической точки зрения?
Сначала отбирают либо самые крупные фракции, либо мелкие. Чаще всего выделяют крупные фракции, их легче выделить. На крупяном производстве наоборот.
Изложите основные этапы монтажа ленточного конвейера. 1-Подготовительный этап: проверка отверстий для крепления ленты(сращивание). 2- Основной этап: натяжка, определение соосности валов.
Установка и монтаж конвейеров с конвейерной лентой. Передвижные конвейеры перед транспортированием с одного объекта эксплуатации на другой частично демонтируют. Для перевода машины в транспортное положение снимают ленту и, разбирая болтовое соединение, укладывают фермы рядом на шасси. В некоторых случаях снимают электродвигатель и загрузочную воронку. Приступая к установке конвейера, необходимо проверить техническое состояние всех узлов машины. Затем колеса конвейера устанавливают на деревянные подкладки. Рама должна быть смонтирована так, чтобы оси колес находились в горизонтальном положении. Положение колес проверяют, пользуясь уровнем. После установки рамы приступают к натягиванию ленты, монтажу электродвигателя и воронки. В заключение монтажных работ подводят электрическую энергию и включают электродвигатель. Нормальная работа ленточного конвейера во многом зависит от качества выполнения монтажа. Перекосы, допущенные при монтаже, не дают возможности отрегулировать конвейер и во время эксплуатации его часто останавливают для наладки. Рассчитайте координату подвеса молотка дробилки с целью уравновешивания его на удар. Конфигурация молотка пластинчатая, прямоугольная, с двумя отверстиями. Ширина молотка - 60 мм, длина - 200 мм, диаметр отверстия - 20 мм. b=60 мм = 0, 06м; а = 200 мм = 0, 2м; d = 20 мм = 0, 02 м; с =? Формула профессора Гернета для расчета координаты подвеса молотка с целью уменьшения ударных импульсов на подшипники ротора. Ответ: Координата подвеса молотка дробилки Начало)
1 – рабочий элемент (ковш); 2 – тяговый элемент (лента, ремень, цепь); 3 - привод; 4 – натяжное устройство; 5 – загрузочный патрубок (башмак); 6 – разгрузочный патрубок (головка); 7 – норийная труба (может быть круглой или прямоугольной формы).
Ковш изготавливают сварным или штампованным и листовой стали 1…2мм или из полимерных материалов. Крепятся к ленте норийными болтами. Ковши бывают с полукруглым днищем: – глубокие(б) – для хорошо сыпучих грузов, средние, мелкие(а) – для плохосыпучих грузов и с остроугольным днищем (в) – для тяжелых абразивных грузов, ковши без дна (г) – увеличивают производительность нории. Головка нории и Привод состоит из приводного барабана или приводных звездочек (в зависимости от тягового элемента), передаточного механизма (ременная передача, открытая зубчатая передача или редуктор (чаще всего)) и электродвигателя. В чем заключаются законы пропорциональности в работе вентилятора? В каких случаях необходимо устанавливать вентиляторы в аспирационной установке параллельно или последовательно? Расходы воздуха и развиваемое давление при параллельной и последовательной установке вентиляторов. При проектировании и эксплуатации вентиляторов учитывают следующие законы пропорциональности: первый — расход воздуха, перемещаемого вентилятором, прямо пропорционален частоте вращения рабочего колеса:
где QB1, QВ2 — соответственно объемные расходы при частоте вращения n1и n2; второй— давление, развиваемое вентилятором, прямо пропорционально частоте вращения рабочего колеса в квадрате:
где рВ1-давление вентилятора при частоте вращения n1; рВ2-давление при частоте вращения n2; третий — мощность для привода вентилятора прямо пропорциональна частоте вращения рабочего колеса в кубе:
где NВ1, NВ2 — соответственно мощность привода при частоте вращения n1и n2. Параллельное соединение двух вентиляторов в одной сети применяют для увеличения расхода воздуха, когда один вентилятор не обеспечивает заданного расхода. При параллельном соединении вентиляторов их расходы суммируются, а давление остается одинаковым, т. е.
где QВ1и QВ2—расходы воздуха первого и второго вентиляторов; Qсети— расход воздуха в сети; рВ1 и рВ2—давления первого и второго вентиляторов, равные сопротивлению сети Нсети. Последовательное соединение вентиляторов в одной сети применяют для увеличения давления, когда один вентилятор не может обеспечить заданного давления. При последовательном соединении двух вентиляторов их давления суммируются, а расход остается постоянным:
где рВ1 и рВ2— давления первого и второго вентиляторов; Нсети — сопротивление сети; QВ1и QВ2— расходы воздуха первого и второго вентиляторов, равные расходу сети Qсети.
Опишите типы скребковых конвейеров, укажите их достоинства и недостатки, область применения в пищевой промышленности. Приведите схему скребкового конвейера с высокими открытыми скребками, укажите основные сборочные единицы. Типы скребковых конвейеров по форме скребков: 1. со сплошными высокими скребками 2. с погруженными скребками, к которым относятся конвейеры со сплошными низкими и контурными скребками, трубчатые. Достоинства: -простота конструкции; -герметичность желобов; -возможность выгрузки и загрузки в любой точке горизонтального или наклонного участков трассы; - можно перемещать горячие грузы на большие расстояния. Недостатки: -быстрое изнашивание шарниров цепи и желоба; -повышенная мощность привода вследствие трения груза и скребков о желоб; -истирание частиц транспортируемого груза; -желоб открытый.
а-обший вид: 1- натяжное устройство; 2- тяговый элемент; 3- скребок; 4- направляющая шина; 5- приводное устройство; 6- разгрузочное устройство; 7-желоб; в –поперечное сечение со скребками трапецеидальной формы.
Какой основной параметр используют при подборе фильтра типа РЦИЭ для аспирационной сети? Укажите размерность этого параметра и его предельные значения для зерноочистительного и размольного отделений мельницы. Основным параметром при подборе фильтра типа РЦИ является удельная нагрузка. В зерноочистительном отделении мукомольных и комбикормовых заводах [Qуд]=240…300 м3/(ч*м2), В размольном отделении мукомольных заводов [Qуд]=300…360 м3/(ч*м2) Удельная нагрузка () на фильтровальный материал для фильтров типа РЦИЭ подбирают в соответствии с Указаниями по проектированию аспирационных установок (справочный материал). Необходимую площадь фильтрующей поверхности
принимают его с учетом 5%-ного подсоса в воздуховодах; [Qуд]-нормативная удельная нагрузка на ткань фильтра и по действительной площади Sф определяют действительную нагрузку Qуд.
1.приводной барабан, 2.лента, 3.желобчатая роликовая опора, 4. прямая роликовая опора, 5.разгрузочная тележка, 6.загрузочная воронка, 7.станина, 8.натяжной барабан, 9стальной трос, 10.груз. Основные сборочные единицы: Лента. Она является одновременно грузонесущим и тяговым элементом. Это наиболее дорогой и наименее долговечный элемент конвейера. Используют резинотканевые ленты с послойным каркасом из комбинированных и синтетических тканей, с наружными резиновыми обкладками. При транспортировании пищевых грузов (зерно, мука, картофель и т.д) применяют резинотканевые ленты общего назначения, а для пищевых грузов, не подвергающихся перед употреблением очистке или термической очистке (сливочное масло, творог и т.п.) или непосредственно соприкасающихся с лентой (без упаковки и тары) грузов применяют специальные ленты. Продолжение) При параллельном виде движения обработка предметов труда на каждой операции процесса и передача их на последующие операции осуществляются поштучно. В общем случае (обработка на конвейере с пульсирующим движением) продолжительность цикла изготовления партии продукции равна длительности обработки первого предмета труда на всех производственных операциях, времени его пролеживания на отдельных рабочих местах, времени обработки и пролеживания остальных предметов партии на заключительной операции, времени прочих перерывов. Расчетная формула записывается так: Тцпаралл. = (t10 + t20 +…+ tm) + (τ 1 + τ 2 +…+ τ m) + (tзак + τ зак.)·(n – 1) + Tпп, Где τ 1…τ m – время пролеживания предмета труда по операциям; tзак, τ зак – соответствующие показатели одной из операций (заключительной); Tпп – продолжительность прочих перерывов. На предприятиях хранения и переработки зерна не применяются конвейеры с пульсирующим движением. Параллельное движение предметов труда по операциям процесса выступает здесь в иной форме. Их передача с одной операции на другую осуществляется по мере окончания обработки на каждом рабочем месте. В связи с этим время пролеживания предмета труда на отдельных рабочих местах не входит в длительность производственного цикла. Оно перекрывается временем их обработки на последующих операциях. Исключение составляет последняя операция процесса. Время пролеживания каждого предмета труда или время перерыва в работе оборудования, занятого на выполнении этой операции, входит составной частью в длительность цикла. При параллельном виде движения выделяют несколько частей и элементов производственного цикла. Неперекрываемую часть цикла образует время прохождения первого предмета труда через все операции процесса, кроме последней. Эту часть цикла показывает время, в течение которого в работу включается весь комплекс оборудования, занятого на обработке партии предметов труда, ее так же называют циклом запуска. Ломаную линию, соединяющую начала всех операций процесса, именуют линией запуска. Постоянная часть цикла включает время прохождения первого предмета труда через все без исключения операции процесса. С этим временем связано начало выпуска готовой продукции. Длительность неперекрываемой и постоянной частей производственного цикла может быть определена: на основе нормативов продолжительности отдельных операций в соответствии с расчетной формулой; путем замеров их общей величины или продолжительности отдельных элементов и суммирования полученных данных; замерами в сочетании с расчетами по нормативам. Нормативы следует применять для операций и процессов, отличающихся большой продолжительностью (отлежка зерна и т. п.). Переменная часть цикла показывает время нахождения всей партии предметов труда на заключительной операции процесса. Особой составной частью производственного цикла обработки партии предметов труда является цикл выпуска. Он характеризует завершение обработки партии на операциях процесса и показывает время, в течение которого последний предмет труда проходит все операции, кроме первой. Ломаную линию, соединяющую окончания всех операций процесса, называют линией выпуска. Цикл выпуска характеризуется длительностью, равной суммарной продолжительности операций процесса, за исключением первой, и структурой. 1. Составьте функциональную схему воздушно-ситового сепаратора А1-БИС-100, укажите основные сборочные единицы, покажите движение продукта. Опишите характер движения ситового кузова. Приведите методику расчета амплитуды колебания ситового кузова.
1-приемные патрубки; 4-аспирационные патрубки; 6-заслонка дроссельная; 7, 8, 9-штурвалы; 10-стенка подвижная; 11-пневмо-сепарирующий канал; 12-вибролоток; 14-приемная камера; 15-бибратор; 19-подсевное сито; 25-сортировочное сито; 26-распределительное днище; 27-фартук; 28-электродвигатель. I-зерно исходное; II-круп-ные примеси; IIIмелкие примеси; IV-зерно очищенное; V-воздух с легкими примесями. Сходом с верхнего сита являются крупные примеси. Они выводятся из сепаратора по верхнему лотку. Смесь зерна с мелкими примесями, проходом через сортировочное сито, поступает на подвесное. Мелкие примеси выводятся по нижнему лотку. Очищенное от примесей зерно поступает в пневмоканал с помощью вибролотка. Вибролоток служит для равномерного распределения продукта по ширине пневмоканала, а также для самосортирования продукта. Привод ситового корпуса инерционный.
Где mгр – масса груза-дебаланса; mк – масса корпуса; ω – частота колебаний кузова; ρ – радиус круговых траекторий точек кузова; Rцм – радиус вращения центра масс груза.
Амплитуда колебаний - это радиус круговых траекторий точек кузова.
Продолжение)
При тарнспортировании насыпных грузов для рабочей ветви применяют, как правило, роликоопоры желобчатые, для обратной – прямые.На рабочей ветви конвейеров прямые роликоопоры используют на участках разгрузки насыпных грузов плужковымиразгружатлями и при транспортировании штучных грузов. Барабаны. Различают приводные барабаны, которые, как правило, выполняются с выносными опорами и сферическими самоустанавливающимися подшипниками, и неприводные. Обычно барабаны изготавливают сварными с обечайкой из листовой стали. Барабаны небольших диаметров могут изготавливаться литыми из чугуна. Форма барабана оказывает влияние на правильность хода ленты. Станина. В стационарных ленточных конвейерах ее выполняют в виде металлоконструкций из отдельных сварных секций, предназначенных для крепления приводных барабанов, верхних и нижних роликоопор и для крепления натяжных устройств. В конвейерах с разгрузочной тележкой на станине монтируют рельсовую колею.
q-погонная нагрузка; v-скорость ленты. Приведите принципиальную схему воздушно-ситового сепаратора А1-БИС-100, укажите основные сборочные единицы. Опишите характер движения ситового кузова. Приведите методику расчета радиуса круговых колебаний ситового кузова.
1-приемные патрубки; 4-аспирационные патрубки; 6-заслонка дроссельная; 7, 8, 9-штурвалы; 10-стенка подвижная; 11-пневмо-сепарирующий канал; 12-вибролоток; 14-приемная камера; 15-бибратор; 19-подсевное сито; 25-сортировочное сито; 26-распределительное днище; 27-фартук; 28-электродвигатель. I-зерно исходное; II-круп-ные примеси; IIIмелкие примеси; IV-зерно очищенное; V-воздух с легкими примесями. Сходом с верхнего сита являются крупные примеси. Они выводятся из сепаратора по верхнему лотку. Смесь зерна с мелкими примесями, проходом через сортировочное сито, поступает на подвесное. Мелкие примеси выводятся по нижнему лотку. Очищенное от примесей зерно поступает в пневмоканал с помощью вибролотка. Вибролоток служит для равномерного распределения продукта по ширине пневмоканала, а также для самосортирования продукта. Привод ситового корпуса инерционный.
Где mгр – масса груза-дебаланса; mк – масса корпуса; ω – частота колебаний кузова; ρ – радиус круговых траекторий точек кузова; Rцм – радиус вращения центра масс груза.
Амплитуда колебаний - это радиус круговых траекторий точек кузова.
В рассеве ЗРШ-4М с технологической схемой №1, выполняющем функцию I драной системы, установлены: в 1-ой группе - сита № 1, во 2-ой - № 056, в 3-ей - № 49 и в 4-ой - № 25. Рассев ЗРШ заменен рассевом РЗ-БРБ. Установите указанные выше сита в этом рассеве. Каковы основные правила установки сит в рассевах с технологической точки зрения?
Сначала отбирают либо самые крупные фракции, либо мелкие. Чаще всего выделяют крупные фракции, их легче выделить. На крупяном производстве наоборот.
Изложите основные этапы монтажа ленточного конвейера. 1-Подготовительный этап: проверка отверстий для крепления ленты(сращивание). 2- Основной этап: натяжка, определение соосности валов.
Популярное:
|
Последнее изменение этой страницы: 2016-04-11; Просмотров: 1224; Нарушение авторского права страницы

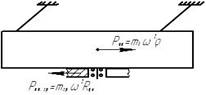 Шкив приводится во вращение от электродвигателя клиноременной передачей. На шкиве эксцентрично закреплен груз. Сила инерции груза – Pиг возбуждает круговое поступательное движение ситового кузова. При этом возникает сила инерции кузова Рик. При Pиг= Рик наступает установившееся движение с определенным радиусом ρ круговых траекторий всех точек, принадлежащих кузову.
Шкив приводится во вращение от электродвигателя клиноременной передачей. На шкиве эксцентрично закреплен груз. Сила инерции груза – Pиг возбуждает круговое поступательное движение ситового кузова. При этом возникает сила инерции кузова Рик. При Pиг= Рик наступает установившееся движение с определенным радиусом ρ круговых траекторий всех точек, принадлежащих кузову. ;
;  ;
; 






 Нория предназначена для перемещения сыпучих, кусковых и штучных грузов в вертикальном и крутонаклонном направлениях (при угле более 60°).
Нория предназначена для перемещения сыпучих, кусковых и штучных грузов в вертикальном и крутонаклонном направлениях (при угле более 60°).




 Область применения скребковых конвейеров с высокими сплошными скребками достаточно широка. Применяют для транспортирования пылевидных, зернистых, кусковых грузов. Возможность применения герметичного желоба позволяет использовать их для транспортирования пылящих и горячих грузов. С низкими сплошными скребками т герметичными желобами широко используются в пищевой промышленности для транспортирования зерна, муки, отрубей, комбикормов и их ингредиентов.
Область применения скребковых конвейеров с высокими сплошными скребками достаточно широка. Применяют для транспортирования пылевидных, зернистых, кусковых грузов. Возможность применения герметичного желоба позволяет использовать их для транспортирования пылящих и горячих грузов. С низкими сплошными скребками т герметичными желобами широко используются в пищевой промышленности для транспортирования зерна, муки, отрубей, комбикормов и их ингредиентов.
 находят по формуле
находят по формуле 
 где,
где,  - расход воздуха, поступающего в фильтр,
- расход воздуха, поступающего в фильтр,  -необходимая площадь фильтрующей поверхности, м2 ;
-необходимая площадь фильтрующей поверхности, м2 ;  6. Приведите схему надсилосного ленточного конвейера. Опишите основные сборочные единицы и их назначение; укажите параметры, определяющие производительность конвейера.
6. Приведите схему надсилосного ленточного конвейера. Опишите основные сборочные единицы и их назначение; укажите параметры, определяющие производительность конвейера. 
 Шкив приводится во вращение от электродвигателя клиноременной передачей. На шкиве эксцентрично закреплен груз. Сила инерции груза – Pиг возбуждает круговое поступательное движение ситового кузова. При этом возникает сила инерции кузова Рик. При Pиг= Рик наступает установившееся движение с определенным радиусом ρ круговых траекторий всех точек, принадлежащих кузову.
Шкив приводится во вращение от электродвигателя клиноременной передачей. На шкиве эксцентрично закреплен груз. Сила инерции груза – Pиг возбуждает круговое поступательное движение ситового кузова. При этом возникает сила инерции кузова Рик. При Pиг= Рик наступает установившееся движение с определенным радиусом ρ круговых траекторий всех точек, принадлежащих кузову.