
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Установочные элементы приспособления. Конструкция и области применения.
Установочные элементы
Для установки заготовок на плоские базы (заготовки типа параллелепипед, корпус, брус и т.п.) применяются опоры и опорные пластины. При установке на чистые базы (предварительно обработанные поверхности) используются опоры с плоской головкой (рисунок 2.2, а), а для тяжелых заготовок – опорные пластины (рисунок 2.2, д). При установке заготовки на черные (необработанные) базовые поверхности используют постоянные опоры со сферической (рисунок 2.2, б) и рифленой (рисунок 2.2, в) головками, а также регулируемые опоры (рисунок 2.2, е, ж). Постоянные опоры запрессовывают в корпусе приспособления либо непосредственно по посадкам H7/r6 или H7/n6, либо через стальную втулку (рисунок 2.2, г), что повышает ремонтопригодность приспособления. Регулируемые опоры 1 (рисунок 2.2, е, ж) ввертывают в корпус на резьбе, стопорят в нужном положении контргайкой и регулируют для компенсации износа и при переналадке приспособления. Для достижения высокой износостойкости установочные элементы изготавливают из стали и подвергают термической обработке. Например, применяют конструкционную углеродистую сталь 20 или хромистую сталь 20Х с цементацией рабочих поверхностей на глубину 0, 8…1, 2 мм с последующей закалкой до твердости HRCэ57…61. Установка заготовок на внешнюю цилиндрическую поверхность и перпендикулярную к ее оси плоскость осуществляется в опорные призмы и самоцентрирующие патроны с упором в торец или уступ ступени. Для заготовок с обработанной поверхностью (диаметром 5…150 мм) применяют широкие опорные призмы (рисунок 2.3, а), для заготовок с необработанной поверхностью – узкие призмы (рисунок 2.3, б), которые уменьшают влияние макрогеометрических погрешностей баз заготовок на их устойчивость в призме в результате локализации контакта. Для локализации контакта заготовку 1 можно устанавливать на четыре опоры (вставки) 2 (рисунок 2.3, в), запрессованные в боковые поверхности призмы. В таких призмах заготовки занимают вполне устойчивое положение даже при наличии искривленности, бочкообразности и других погрешностей формы. Тяжелые длинные заготовки устанавливают на ролики (рисунок 2.3, г), образующие призму. Пример использования призмы в приспособлении показан на рисунке 2.3, д.
Призмы изготавливают из стали 20Х с цементацией на глубину 0, 8…1, 2 мм и закалкой рабочих поверхностей до твердости НRСэ 55…60. Призмы больших размеров изготавливают из серого чугуна с привернутыми стальными калеными щеками. Призмы крепят к корпусу приспособления винтами и фиксируют контрольными штифтами. Боковые (рабочие) и нижние поверхности призм шлифуют до Rа = 0, 63...0, 32 мкм. Установка цилиндрических заготовок при обработке на станках токарного типа осуществляется в двух, трех (рисунок 2.4), четырех и шести кулачковых самоцентрирующих патронах. При этом могут возникнуть погрешности формы (прогибы и выпучивания) цилиндрической поверхности заготовки (для колец и тонкостенных втулок). При узких кулачках наибольшие прогибы кольца возникают в местах приложения сил закрепления, а наибольшие выпучивания – в сечениях симметрии между кулачками. При широких кулачках деформация колец снижается. Общий вид токарного трехкулачкового саоцентрирующего патрона показан на рисунке 2.5.
Установку заготовок на внутреннюю цилиндрическую поверхность и перпендикулярную к ее оси плоскость (детали типа втулка) производят на пальцы и оправки. Торец заготовки координирует ее положение по длине, а такие элементы, как шпоночная канавка, радиальное отверстие и др. определяют ее угловое положение. Под точностью центрирования понимается получаемое смещение оси базовой поверхности детали относительно оси вращения центрирующе-зажимного устройства. Оправки подразделяются на жесткие (рисунок 2.6) и разжимные (рисунок 2.7). Типы жестких оправок: а) оправка 1, на которую заготовка насаживается с зазором (рисунок 2.6, а). б) оправка, на которую заготовка насаживается с натягом (рисунок 2.6, б). Использование подкладных колец при запрессовке позволяет ориентировать заготовку по длине на оправке. Точность центрирования 0, 005…0, 01 мм.
Оправки изготавливают из стали 20Х, с цементацией на глубину 1, 2…1, 5 мм и последующей закалкой до твердости HRCэ 55…60. Рабочие поверхности шеек шлифуют до Rа = 0, 63…0, 32 мкм. Для передачи момента на конце оправки предусматривают квадрат, лыски или поводковый палец. Оправки диаметром более 80 мм для облегчения выполняют полыми. На рисунке 2.6, в показан пример использования оправки по рисунку 2.6, а для обработки детали на токарном станке. Оправка с заготовкой устанавливается в центра токарного станка. Типы разжимных оправок: а) консольная оправка с прорезями на рабочей шейке служит для закрепления заготовки 1 затяжкой внутреннего конуса 2 (рисунок 2.7, а). Допускается использование баз в виде отверстий, обработанных с точностью Н8…Н12. Точность центрирования 0, 02...0, 04 мм;
б) консольная оправка с тремя сухарями 2, разжимаемыми внутренним конусом. применяется для закрепления толстостенных заготовок 1 с обработанным или необработанным отверстием (рисунок 2.7, б). Точность центрирования 0, 05...0, 1 мм; в) оправка с упругой гильзой, разжимаемой изнутри гидропластмассой (рисунок 2.7, в). Затягиванием винта 4 сжимают гидропластмассу 3, которая, разжимая тонкостенную гильзу 2, закрепляет заготовку 1. Базовые отверстия заготовок выполняют с точностью Н7...Н8. Точность центрирования- 0, 005...0, 01мм; г) оправка с гофрированными втулками (рисунок 2.7, г). При приложении осевой силы к тяге 3 цилиндрические части втулок 2 выпучиваются и прочно закрепляют заготовку 1. Втулки изготавливают из стали 38Х, У10А или 65Г с термической обработкой до твердости НRСэ 45…50. Разностенность втулки допускается до 0, 05 мм и биение торца до 0, 005 мм. Точность обработки базовых отверстий в пределах Н6...Н7. Точность центрирования 0, 003...0, 02 мм. Установку плоских заготовок и заготовок типа корпус осуществляют базовыми отверстиями на пальцы (рисунок 2.8) в приспособлении. Пальцы диаметром до16 мм выполняют из стали У7А, а диаметром более 16 мм- из стали 20Х с цементацией на глубину 0, 8…1, 2 мм и закалкой до твердости Погрешности установки на пальцы характеризуются смещениями заготовки на величину диаметрального зазора между поверхностями сопряжения. Если базовый торец заготовки не перпендикулярен к оси отверстия, возможно отклонение оси отверстия от оси пальца. Для облегчения надевания заготовок на пальцах снимается фаска.
Схема установки заготовки на два пальца показана на рисунке 2.9. Заготовку 1 ставят на пластины 2. Палец 3 выполняют цилиндрической, а палец 4 – срезанной (ромбической) формы для обеспечения возможности повышения допуска на расстояние L между осями базовых отверстий. Один палец выполняют цилиндрической, а другой – срезанной (ромбической) формы. Установка заготовки на центровые гнезда и конические фаски применяется при обработке деталей типа валов. В качестве установочных элементов используют центры.
Их конструктивные разновидности: · жесткий центр (рисунок 2.10, а); · срезанный центр (для деталей типа гильз, рисунок 2.10, б); · центр (специальный) с тремя узкими ленточками 1 (рисунок 2.10, в); · поводковый центр, передающий крутящий момент от вдавливания рифлений в поверхность конической фаски заготовки при приложении к центру осевой силы (что ухудшает поверхность базовой фаски) (рисунок 2.10, г); · плавающий передний центр – применяется для точной установки заготовки 3 по длине. При упоре в торец промежуточной втулки 2 совмещаются технологическая и измерительная базы (рисунок 2.10, д); · вращающиеся центры (рисунок 2.10, е). В быстроходных токарных станках, а также при обработке тяжелых деталей в заднюю бабку устанавливается вращающийся центр. Вращающийся центр обладает пониженной по сравнению с жестким центром жесткостью, но не изнашивается и не портит базовых поверхностей, так как вращается вместе с заготовкой. Вращающиеся центры бывают универсальные и специальные Для вращающегося центра необходимо два радиальных шарикоподшипника 1 (рисунок 2.10, е) и один упорный 2. Центры изготовляют из сталей 45, У6А, У8А и подвергают термической обработке до твердости HRCэ 56…61. износостойкость повышают наплавкой твердого сплава. При установке на два центра заготовка сохраняет одну степень свободы – возможность вращения вокруг своей оси. Поэтому в ряде случаев, например при фрезеровании шпоночных пазов или квадратов, необходимо дополнительное базирование заготовки с помощью упоров и других устройств.
Установка заготовки по зубчатым поверхностям(рисунок 2.11) применяется при шлифовании осевых отверстий цилиндрических и конических зубчатых колес. Используя в качестве баз рабочие (эвольвентные) поверхности зубьев, достигают точной соосности отверстия и зубчатого венца. На рисунок2.11 показаны различные схемы установки цилиндрических колес. В качестве установочных элементов используют шарики для конических колес, ролики для прямозубых цилиндрических колес Установку конических зубчатых колес осуществляют на шаровые опоры, применяя специальные устройства, прижимающие деталь по торцу ступицы.
Популярное:
|
Последнее изменение этой страницы: 2016-05-03; Просмотров: 4184; Нарушение авторского права страницы
 Рисунок 2.2 – Опоры
Рисунок 2.2 – Опоры

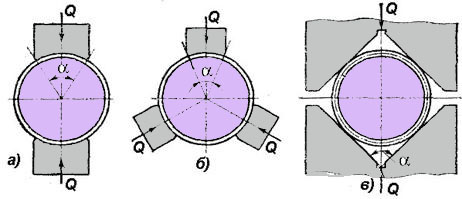


 Рисунок 2.6 – Жесткие оправки
Рисунок 2.6 – Жесткие оправки
 Рисунок 2.7 – Разжимные оправки
Рисунок 2.7 – Разжимные оправки




 Рисунок 2.10 – Центры
Рисунок 2.10 – Центры
 Рисунок 2.11 – Схемы установки цилиндрических колес по поверхностям зубьев
Рисунок 2.11 – Схемы установки цилиндрических колес по поверхностям зубьев