
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Классификация технологической оснастки. Признаки классификации и характеристики.Стр 1 из 6Следующая ⇒
Классификация технологической оснастки. Признаки классификации и характеристики. Технологическая оснастка – это вспомогательные устройства, используемые при механической обработке, сборке и контроле изделий, расширяющие технологические возможности оборудования. Применение технологической оснастки позволяет o повысить производительность и качество обработки; o повысить качество сборки; o снизить себестоимость изделий; o сократить число рабочих; o облегчить условия труда и обеспечить его безопасность; o уменьшить количество станков и производственные площади. Классификация приспособлений Приспособления классифицируют по двум основным признакам: o целевому назначению; o степени специализации. По целевому назначению приспособления делят на следующие группы. 1. Станочные для установки и закрепления обрабатываемых заготовок. Эти приспособления подразделяются на сверлильные, фрезерные, расточные, токарные и др. К ним относятся также приспособления специального назначения (для гибки, рихтовки и др. операций). 2. Станочные для установки и закрепления рабочего инструмента (вспомогательный инструмент): патроны для сверл, разверток, метчиков, многошпиндельные фрезерные и сверлильные головки, инструментальные державки для токарно-револьверных станков и др. устройства. 3. Сборочные, используемые для соединения деталей в изделия: для крепления базовых деталей собираемого изделия, для обеспечения правильной установки соединяемых элементов изделия, для предварительного деформирования устанавливаемых упругих элементов (пружин, разрезных колец), а также для запрессовки, клепки, развальцовывания и других операций, когда при сборке требуются большие усилия. 4. Контрольные, применяемые при промежуточном и окончательном контроле деталей и при сборке машин. 5. Транспортно-кантовальные приспособления для захвата, перемещения и перевертывания тяжелых, а в автоматизированном производстве и легких заготовок, деталей и изделий. По степени специализации станочные приспособления делят на o универсальные; o специализированные; o специальные (ГОСТ 31.010.01-84). 1. Универсальные приспособления (УП) предназначены для установки заготовок различной конструкции в установленном диапазоне размеров, обрабатываемых на различных металлорежущих станках в единичном и мелкосерийном производстве. К ним относятся машинные тиски, патроны, делительные головки, поворотные столы, планшайбы и др., которыми, как правило, оснащаются станки. 2. Специализированные приспособления применяют для установки однотипных заготовок, принадлежащих к одной классификационной группе, выделяемой по признакам близости конструктивных и технологических характеристик. 3. Специальные приспособления (СП) используют для установки заготовок одного типоразмера в условиях крупносерийного и массового производства при постоянном закреплении операций на рабочих местах. СП трудоемки и дорогостоящи в исполнении, так как из-за широкого разнообразия конструкций их изготавливают методами единичного производства. В условиях серийного производства применяют приспособления: o универсально-наладочные (УНП); o специализированные наладочные (СНП); o универсально-сборные (УСП); o сборно-разборные (СРП), которые допускают быструю и многократную перекомпоновку их элементов для использования на различных операциях. УНП применяют в условиях многономенклатурного серийного производства и состоят из базовой универсальной сборочной единицы и сменных наладочных элементов (наладок). СНП так же, как и УНП, включают базовые сборочные единицы и комплекты элементов-наладок, но отличаются более высокой степенью механизации приводов и применением многоместных приспособлений. Рекомендуются для специализированного серийного и крупносерийного производства. СНП и УНП имеют ряд преимуществ: эффективное использование группового метода обработки для повышения уровня механизации и автоматизации; быстрота переналадки; эффективное применение на станках с ЧПУ. Комплекты УСП и СРП состоят из набора нормализованных деталей и узлов, из которых можно собирать различные приспособления одноцелевого назначения. То есть указанные комплекты универсальны в отношении изготовления приспособлений, а сами приспособления получаются специальными. По степени механизации и автоматизации различают приспособления o ручные; o механизированные; o полуавтоматические; o автоматические. Установочные элементы приспособления. Конструкция и области применения. Установочные элементы
Для установки заготовок на плоские базы (заготовки типа параллелепипед, корпус, брус и т.п.) применяются опоры и опорные пластины. При установке на чистые базы (предварительно обработанные поверхности) используются опоры с плоской головкой (рисунок 2.2, а), а для тяжелых заготовок – опорные пластины (рисунок 2.2, д). При установке заготовки на черные (необработанные) базовые поверхности используют постоянные опоры со сферической (рисунок 2.2, б) и рифленой (рисунок 2.2, в) головками, а также регулируемые опоры (рисунок 2.2, е, ж). Постоянные опоры запрессовывают в корпусе приспособления либо непосредственно по посадкам H7/r6 или H7/n6, либо через стальную втулку (рисунок 2.2, г), что повышает ремонтопригодность приспособления. Регулируемые опоры 1 (рисунок 2.2, е, ж) ввертывают в корпус на резьбе, стопорят в нужном положении контргайкой и регулируют для компенсации износа и при переналадке приспособления. Для достижения высокой износостойкости установочные элементы изготавливают из стали и подвергают термической обработке. Например, применяют конструкционную углеродистую сталь 20 или хромистую сталь 20Х с цементацией рабочих поверхностей на глубину 0, 8…1, 2 мм с последующей закалкой до твердости HRCэ57…61. Установка заготовок на внешнюю цилиндрическую поверхность и перпендикулярную к ее оси плоскость осуществляется в опорные призмы и самоцентрирующие патроны с упором в торец или уступ ступени. Для заготовок с обработанной поверхностью (диаметром 5…150 мм) применяют широкие опорные призмы (рисунок 2.3, а), для заготовок с необработанной поверхностью – узкие призмы (рисунок 2.3, б), которые уменьшают влияние макрогеометрических погрешностей баз заготовок на их устойчивость в призме в результате локализации контакта. Для локализации контакта заготовку 1 можно устанавливать на четыре опоры (вставки) 2 (рисунок 2.3, в), запрессованные в боковые поверхности призмы. В таких призмах заготовки занимают вполне устойчивое положение даже при наличии искривленности, бочкообразности и других погрешностей формы. Тяжелые длинные заготовки устанавливают на ролики (рисунок 2.3, г), образующие призму. Пример использования призмы в приспособлении показан на рисунке 2.3, д.
Призмы изготавливают из стали 20Х с цементацией на глубину 0, 8…1, 2 мм и закалкой рабочих поверхностей до твердости НRСэ 55…60. Призмы больших размеров изготавливают из серого чугуна с привернутыми стальными калеными щеками. Призмы крепят к корпусу приспособления винтами и фиксируют контрольными штифтами. Боковые (рабочие) и нижние поверхности призм шлифуют до Rа = 0, 63...0, 32 мкм. Установка цилиндрических заготовок при обработке на станках токарного типа осуществляется в двух, трех (рисунок 2.4), четырех и шести кулачковых самоцентрирующих патронах. При этом могут возникнуть погрешности формы (прогибы и выпучивания) цилиндрической поверхности заготовки (для колец и тонкостенных втулок). При узких кулачках наибольшие прогибы кольца возникают в местах приложения сил закрепления, а наибольшие выпучивания – в сечениях симметрии между кулачками. При широких кулачках деформация колец снижается. Общий вид токарного трехкулачкового саоцентрирующего патрона показан на рисунке 2.5.
Установку заготовок на внутреннюю цилиндрическую поверхность и перпендикулярную к ее оси плоскость (детали типа втулка) производят на пальцы и оправки. Торец заготовки координирует ее положение по длине, а такие элементы, как шпоночная канавка, радиальное отверстие и др. определяют ее угловое положение. Под точностью центрирования понимается получаемое смещение оси базовой поверхности детали относительно оси вращения центрирующе-зажимного устройства. Оправки подразделяются на жесткие (рисунок 2.6) и разжимные (рисунок 2.7). Типы жестких оправок: а) оправка 1, на которую заготовка насаживается с зазором (рисунок 2.6, а). б) оправка, на которую заготовка насаживается с натягом (рисунок 2.6, б). Использование подкладных колец при запрессовке позволяет ориентировать заготовку по длине на оправке. Точность центрирования 0, 005…0, 01 мм.
Оправки изготавливают из стали 20Х, с цементацией на глубину 1, 2…1, 5 мм и последующей закалкой до твердости HRCэ 55…60. Рабочие поверхности шеек шлифуют до Rа = 0, 63…0, 32 мкм. Для передачи момента на конце оправки предусматривают квадрат, лыски или поводковый палец. Оправки диаметром более 80 мм для облегчения выполняют полыми. На рисунке 2.6, в показан пример использования оправки по рисунку 2.6, а для обработки детали на токарном станке. Оправка с заготовкой устанавливается в центра токарного станка. Типы разжимных оправок: а) консольная оправка с прорезями на рабочей шейке служит для закрепления заготовки 1 затяжкой внутреннего конуса 2 (рисунок 2.7, а). Допускается использование баз в виде отверстий, обработанных с точностью Н8…Н12. Точность центрирования 0, 02...0, 04 мм;
б) консольная оправка с тремя сухарями 2, разжимаемыми внутренним конусом. применяется для закрепления толстостенных заготовок 1 с обработанным или необработанным отверстием (рисунок 2.7, б). Точность центрирования 0, 05...0, 1 мм; в) оправка с упругой гильзой, разжимаемой изнутри гидропластмассой (рисунок 2.7, в). Затягиванием винта 4 сжимают гидропластмассу 3, которая, разжимая тонкостенную гильзу 2, закрепляет заготовку 1. Базовые отверстия заготовок выполняют с точностью Н7...Н8. Точность центрирования- 0, 005...0, 01мм; г) оправка с гофрированными втулками (рисунок 2.7, г). При приложении осевой силы к тяге 3 цилиндрические части втулок 2 выпучиваются и прочно закрепляют заготовку 1. Втулки изготавливают из стали 38Х, У10А или 65Г с термической обработкой до твердости НRСэ 45…50. Разностенность втулки допускается до 0, 05 мм и биение торца до 0, 005 мм. Точность обработки базовых отверстий в пределах Н6...Н7. Точность центрирования 0, 003...0, 02 мм. Установку плоских заготовок и заготовок типа корпус осуществляют базовыми отверстиями на пальцы (рисунок 2.8) в приспособлении. Пальцы диаметром до16 мм выполняют из стали У7А, а диаметром более 16 мм- из стали 20Х с цементацией на глубину 0, 8…1, 2 мм и закалкой до твердости Погрешности установки на пальцы характеризуются смещениями заготовки на величину диаметрального зазора между поверхностями сопряжения. Если базовый торец заготовки не перпендикулярен к оси отверстия, возможно отклонение оси отверстия от оси пальца. Для облегчения надевания заготовок на пальцах снимается фаска.
Схема установки заготовки на два пальца показана на рисунке 2.9. Заготовку 1 ставят на пластины 2. Палец 3 выполняют цилиндрической, а палец 4 – срезанной (ромбической) формы для обеспечения возможности повышения допуска на расстояние L между осями базовых отверстий. Один палец выполняют цилиндрической, а другой – срезанной (ромбической) формы. Установка заготовки на центровые гнезда и конические фаски применяется при обработке деталей типа валов. В качестве установочных элементов используют центры.
Их конструктивные разновидности: · жесткий центр (рисунок 2.10, а); · срезанный центр (для деталей типа гильз, рисунок 2.10, б); · центр (специальный) с тремя узкими ленточками 1 (рисунок 2.10, в); · поводковый центр, передающий крутящий момент от вдавливания рифлений в поверхность конической фаски заготовки при приложении к центру осевой силы (что ухудшает поверхность базовой фаски) (рисунок 2.10, г); · плавающий передний центр – применяется для точной установки заготовки 3 по длине. При упоре в торец промежуточной втулки 2 совмещаются технологическая и измерительная базы (рисунок 2.10, д); · вращающиеся центры (рисунок 2.10, е). В быстроходных токарных станках, а также при обработке тяжелых деталей в заднюю бабку устанавливается вращающийся центр. Вращающийся центр обладает пониженной по сравнению с жестким центром жесткостью, но не изнашивается и не портит базовых поверхностей, так как вращается вместе с заготовкой. Вращающиеся центры бывают универсальные и специальные Для вращающегося центра необходимо два радиальных шарикоподшипника 1 (рисунок 2.10, е) и один упорный 2. Центры изготовляют из сталей 45, У6А, У8А и подвергают термической обработке до твердости HRCэ 56…61. износостойкость повышают наплавкой твердого сплава. При установке на два центра заготовка сохраняет одну степень свободы – возможность вращения вокруг своей оси. Поэтому в ряде случаев, например при фрезеровании шпоночных пазов или квадратов, необходимо дополнительное базирование заготовки с помощью упоров и других устройств.
Установка заготовки по зубчатым поверхностям(рисунок 2.11) применяется при шлифовании осевых отверстий цилиндрических и конических зубчатых колес. Используя в качестве баз рабочие (эвольвентные) поверхности зубьев, достигают точной соосности отверстия и зубчатого венца. На рисунок2.11 показаны различные схемы установки цилиндрических колес. В качестве установочных элементов используют шарики для конических колес, ролики для прямозубых цилиндрических колес Установку конических зубчатых колес осуществляют на шаровые опоры, применяя специальные устройства, прижимающие деталь по торцу ступицы.
Специальные приспособления. Специальные приспособления предназначены для установки и закрепления определенной заготовки при выполнении определенной технологической операции. Применение специальных приспособлений является одним из основных путей повышения производительности труда в условиях серийного и массового производства, позволяет производить обработку заготовок без предварительной разметки и выверки. Кроме того, обработка заготовок в специальных приспособлениях обеспечивает надежное их закрепление, повышенную точность размеров, позволяет производить одновременную обработку нескольких заготовок. При применении специальных приспособлений с пневматическими, гидравлическими и другими зажимами значительно облегчаются условия труда фрезеровщика, что сказывается на повышении норм выработки. Процесс закрепления заготовок в таких приспособлениях сводится к повороту рукоятки вместо длительных и утомительных действий гаечным ключом. По степени обратимости специальные приспособления делят на три группы: сборно-разборные, универсально-сборные и неразборные (необратимые).
Классификация технологической оснастки. Признаки классификации и характеристики. Технологическая оснастка – это вспомогательные устройства, используемые при механической обработке, сборке и контроле изделий, расширяющие технологические возможности оборудования. Применение технологической оснастки позволяет o повысить производительность и качество обработки; o повысить качество сборки; o снизить себестоимость изделий; o сократить число рабочих; o облегчить условия труда и обеспечить его безопасность; o уменьшить количество станков и производственные площади. Классификация приспособлений Приспособления классифицируют по двум основным признакам: o целевому назначению; o степени специализации. По целевому назначению приспособления делят на следующие группы. 1. Станочные для установки и закрепления обрабатываемых заготовок. Эти приспособления подразделяются на сверлильные, фрезерные, расточные, токарные и др. К ним относятся также приспособления специального назначения (для гибки, рихтовки и др. операций). 2. Станочные для установки и закрепления рабочего инструмента (вспомогательный инструмент): патроны для сверл, разверток, метчиков, многошпиндельные фрезерные и сверлильные головки, инструментальные державки для токарно-револьверных станков и др. устройства. 3. Сборочные, используемые для соединения деталей в изделия: для крепления базовых деталей собираемого изделия, для обеспечения правильной установки соединяемых элементов изделия, для предварительного деформирования устанавливаемых упругих элементов (пружин, разрезных колец), а также для запрессовки, клепки, развальцовывания и других операций, когда при сборке требуются большие усилия. 4. Контрольные, применяемые при промежуточном и окончательном контроле деталей и при сборке машин. 5. Транспортно-кантовальные приспособления для захвата, перемещения и перевертывания тяжелых, а в автоматизированном производстве и легких заготовок, деталей и изделий. По степени специализации станочные приспособления делят на o универсальные; o специализированные; o специальные (ГОСТ 31.010.01-84). 1. Универсальные приспособления (УП) предназначены для установки заготовок различной конструкции в установленном диапазоне размеров, обрабатываемых на различных металлорежущих станках в единичном и мелкосерийном производстве. К ним относятся машинные тиски, патроны, делительные головки, поворотные столы, планшайбы и др., которыми, как правило, оснащаются станки. 2. Специализированные приспособления применяют для установки однотипных заготовок, принадлежащих к одной классификационной группе, выделяемой по признакам близости конструктивных и технологических характеристик. 3. Специальные приспособления (СП) используют для установки заготовок одного типоразмера в условиях крупносерийного и массового производства при постоянном закреплении операций на рабочих местах. СП трудоемки и дорогостоящи в исполнении, так как из-за широкого разнообразия конструкций их изготавливают методами единичного производства. В условиях серийного производства применяют приспособления: o универсально-наладочные (УНП); o специализированные наладочные (СНП); o универсально-сборные (УСП); o сборно-разборные (СРП), которые допускают быструю и многократную перекомпоновку их элементов для использования на различных операциях. УНП применяют в условиях многономенклатурного серийного производства и состоят из базовой универсальной сборочной единицы и сменных наладочных элементов (наладок). СНП так же, как и УНП, включают базовые сборочные единицы и комплекты элементов-наладок, но отличаются более высокой степенью механизации приводов и применением многоместных приспособлений. Рекомендуются для специализированного серийного и крупносерийного производства. СНП и УНП имеют ряд преимуществ: эффективное использование группового метода обработки для повышения уровня механизации и автоматизации; быстрота переналадки; эффективное применение на станках с ЧПУ. Комплекты УСП и СРП состоят из набора нормализованных деталей и узлов, из которых можно собирать различные приспособления одноцелевого назначения. То есть указанные комплекты универсальны в отношении изготовления приспособлений, а сами приспособления получаются специальными. По степени механизации и автоматизации различают приспособления o ручные; o механизированные; o полуавтоматические; o автоматические. Популярное:
|
Последнее изменение этой страницы: 2016-05-03; Просмотров: 11595; Нарушение авторского права страницы
 Рисунок 2.2 – Опоры
Рисунок 2.2 – Опоры

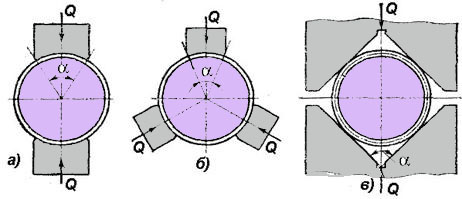


 Рисунок 2.6 – Жесткие оправки
Рисунок 2.6 – Жесткие оправки
 Рисунок 2.7 – Разжимные оправки
Рисунок 2.7 – Разжимные оправки




 Рисунок 2.10 – Центры
Рисунок 2.10 – Центры
 Рисунок 2.11 – Схемы установки цилиндрических колес по поверхностям зубьев
Рисунок 2.11 – Схемы установки цилиндрических колес по поверхностям зубьев