
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Классификация зажимных элементов. Конструкции и область применения .
К элементарным зажимным устройствам относятся простейшие механизмы, используемые для закрепления заготовок или выполняющие роль промежуточных звеньев в сложных зажимных системах: o винтовые; o клиновые; o эксцентриковые; o рычажные; o центрирующие; o реечно-рычажные. Винтовые зажимы. Винтовые механизмы (рисунок 2.13) широко используются в приспособлениях с ручным закреплением заготовок, с механизированным приводом, а также на автоматических линиях при использовании приспособлений-спутников. Достоинством их является простота конструкции, невысокая стоимость и высокая надежность в работе. Винтовые механизмы используют как для непосредственного зажима, так и в сочетании с другими механизмами. Силу на рукоятке, необходимую для создания силы зажима где
Клиновой механизм. Клин очень широко используют в зажимных механизмах приспособлений, этим обеспечивается простота и компактность конструкции, надежность в работе. Клин может быть как простым зажимным элементом, действующим непосредственно на заготовку, так и входить в сочетание с любым другим простым при создании комбинированных механизмов. Применение в зажимном механизме клина обеспечивает: увеличение исходной силы привода, перемену направления исходной силы, самоторможение механизма (способность сохранять силу зажима Клин применяют в следующих конструктивных вариантах зажимов: o механизмы с плоским односкосным клином (рисунок 2.14, б); o многоклиновые (многоплунжерные) механизмы; o эксцентрики (механизмы с криволинейным клином); o торцовые кулачки (механизмы с цилиндрическим клином).
На рисунок 2.14, а приведена схема двууглового клина. При зажиме заготовки клин под действием силы Существенным недостатком рассмотренного механизма является низкий коэффициент полезного действия (КПД) из-за потерь на трение. Пример использования клина в приспособлении показан на Для повышения КПД клинового механизма трение скольжения на поверхностях клина заменяют трением качения, применяя опорные ролики (рис 2.14, в). Многоклиновые механизмы бывают с одним, двумя или большим числом плунжеров. Одно- и двуплунжерные применяют как зажимные; многоплунжерные используют как самоцентрирующие механизмы.
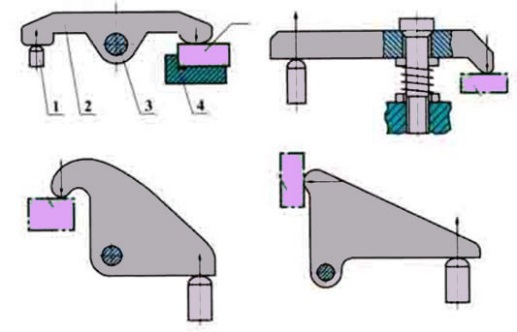
Эксцентриковые зажимы. Эксцентрик представляет собой соединение в одной детали двух элементов – круглого диска (рисунок 2.15, д) и плоского односкосого клина. При повороте эксцентрика вокруг оси вращения диска, клин входит в зазор между диском и заготовкой и развивает силу зажима Рабочая поверхность эксцентриков может быть окружностью (круговые) или спиралью (криволинейные).. Эксцентриковые зажимы являются самими быстродействующими из всех ручных зажимных механизмов. По быстродействию они сравнимы с пневмозажимами. Недостатками, эксцентриковых зажимов являются: o малая величина рабочего хода; o ограниченная величиной эксцентриситета; o повышенная утомляемость рабочего, так как при откреплении заготовки рабочему необходимо прикладывать силу, обусловленную свойством самоторможения эксцентрика; o ненадежность зажима при работе инструмента с ударами или_вибрациями, так как это может привести к самооткреплению заготовки. Несмотря на эти недостатки эксцентриковые зажимы широко используют в приспособлениях (рисунок 2.15, б), особенно в мелкосерийном и среднесерийном производствах. Эксцентрики рекомендуется изготовлять из стали 20Х с цементацией рабочей поверхности на глубину 0, 8…1, 2 мм и закалкой до твердости HRC 55…60. Для достижения необходимой силы закрепления где Рычажные зажимы. Рычажные зажимы (рисунок 2.16) применяют в сочетании с другими элементарными зажимами, образуя более сложные зажимные системы. Они позволяют изменять величину и направление передаваемой силы. Конструктивных разновидностей рычажных зажимов много, однако, все они сводятся к трем силовым схемам, показанным на рисунке 2.16, где приведены также формулы расчета необходимой величины усилия
Пружинный зажим. В пружинных зажимных механизмах элементом, преобразующим исходную силу привода
В схеме, представленной на рисунок 2.16, б, необходимое сжатие пружины 3 регулируется гайкой 4 при настройке приспособления. Сила На рисунке 2.19 показаны конструкции зажимных приспособлений с тарельчатыми пружинами. На рисунке 2.19, а представлена пружинная оправка для обработки заготовки в центрах, где 1 – оправка; 2 –втулка упорная; 3 – пружины; 4 – втулка зажимная; 5 – гайка. Заготовка устанавливается отверстием на 2 и 4. При вращении гайки 5 втулка 4 сжимает пружины 3. Деформируясь пружины закрепляют заготовку. На рисунке 2.19, б представлена пружинная оправка для обработки заготовки в шпинделе, где 1 – оправка; 2 – винт; 3 – втулка зажимная; 4 – втулка упорная; 5 – пружины.
Достоинствами пружинных зажимов являются простота конструкции и возможность относительно просто автоматизировать процессы закрепления и открепления заготовок. Многократные зажимы. Многократные зажимы приводятся в действие от одного силового источника и зажимают несколько или одну деталь в нескольких точках одновременно. Применение многократных зажимов позволяет сократить вспомогательное время на операции. Основным требованием, предъявляемым к многократным зажимам, является равенство зажимных сил. Для того чтобы обеспечить равенство сил зажима, ведомые звенья механизма должны составлять сблокированную «плавающую» систему, развивающую силу зажима независимо от колебаний размеров заготовок. Известно много конструкций многократных зажимов приспособлений: последовательного действия, передающие силу зажима в одном направлении от заготовки к заготовке (закрепление пакета заготовок); параллельного действия, зажимающие детали в нескольких параллельных направлениях; со встречными силами зажима; с пересекающимся направлением сил; комбинированные механизмы, представляющие собой соединение механизмов первых групп. На рисунке 2.20, а, б, в показаны механизмы параллельного действия. Механизм на рисунок 2.20, а прост и надежен в работе, но при большом количестве заготовок оказывается громоздким и неудобным. Механизм на рисунок 2.20, б более компактен. Под действием силы Этих недостатков лишены зажимы с гидропластом (рисунок 2.20, в). Так как гидропласт 5 обладает способностью передавать давление по всем направлениям без изменения; силовой источник через тягу 1, рычаг 2, плунжеры 3 передает одинаковую силу зажима При расчете сил в таких механизмах исходная сила привода равна сумме сил зажима отдельных заготовок с учетом передаточных отношений механизмов и их КПД.
Реечно-зубчатые механизмы используют в тисках вместо винтовых для обеспечения встречного перемещения призм. Пример таких тисков приведен на рисунке 2.21. Рейка 4 прикреплена к ползуну 5, а рейка 1 связана со штоком 10 привода. При перемещении штока влево он буртиком 11 толкает ползун 9 в том же направлении, а рейка 1 поворачивает зубчатое колесо 2, вращающееся на неподвижной оси 3. Это колесо перемещает рейку 4 и ползун 5 вправо. Призмы 6 и 8, укрепленные на ползунах, получая встречное движение, центрируют и закрепляют заготовку 7. Цанговые зажимные устройства. Цангами называются разрезные пружинящие втулки, которые могут центрировать заготовки по внешней и внутренней поверхностям. Цанговые механизмы используют для центрирования и зажима пруткового материала разного профиля и отдельных заготовок. На рисунке 2.22, а приведена конструкция цангового механизма для центрирования по наружному диаметру: с тянущей цангой, а на рисунке 2.22, б – с толкающей цангой. Продольные прорези превращают каждый лепесток цанги в консольно закрепленную балку, которая получает радиальные упругие перемещения при продольном движении цанги за счет взаимодействия конусов цанги и корпуса. Каждый лепесток цанги представляет собой плоский односкосный клин. Так как радиальные перемещения всех лепестков цанги происходят одновременно и с одинаковой скоростью, тo механизм приобретает свойство самоцентрирования. Число лепестков цанги зависит от ее рабочего диаметра и профиля зажимных заготовок (рисунок 2.22, в). При d < 30 мм цанга имеет три лепестка, при 30 < d < 80 мм – четыре, при d < 80 мм – шесть.
На рисунке 2.23, а представлен цанговый патрон, где 1 – цанга; 2 – корпус патрона; 3 – штифт; 4 – гайка. На рисунке 2.23, б показана цанговая оправка, где 1 – корпус оправки; 2 – цанга; 3 – штифт; 4 – гайка. Цанги изготовляют из стали У8А или 65Г, крупные цанги – из стали 15ХА или 12ХНЗА. Рабочую часть закаливают до твердости HRC 55…62. Хвостовую часть подвергают отпуску до твердости HRC 30…40. Погрешность центрирования обусловлена неточностью изготовления цанговых патронов и не превышает 0, 02…0, 1 мм.
Мембранные патроны (рисунок 2.24) используют для точной центровки заготовки 4 по наружной или внутренней цилиндрической поверхности (точность центрирования составляет 0, 003...0, 005 мм). Они состоят из круглой, прикрепленной к планшайбе станка пластины-мембраны 1 с симметрично расположенными кулачками 2. Шток 3 пневмоцилиндра, двигаясь вперед, прогибает пластину, раздвигая кулачки. При отходе штока назад пластина, стремясь в первоначальное положение, сжимает своими кулачками заготовку. Материал пластины – сталь 65Г, 30ХГС или У7А с твердостью HRCэ 41…46. 8.Типовые конструкции приспособлений к станкам токарной группы. Кулачковые патроны 1. Центрирование и закрепление приспособлений на шпинделях Зажим и центрирование в кулачковых патронах 7. Силы зажима в кулачковых патронах Приспособлении дли обработки деталей класса валов 13. Центры Приспособлении для обработки деталей класса втулок и деталей из пруткового материала 18. Жесткие оправки Приспособления для о6работки деталей класса втулок (продолжение) 20. Раздвижные оправки и патроны Приспособления для обработки деталей разных классов 24. Оправки и патроны для обработки колец и дисков Популярное:
|
Последнее изменение этой страницы: 2016-05-03; Просмотров: 11881; Нарушение авторского права страницы
 , можно рассчитать по формуле:
, можно рассчитать по формуле:  ,
,  – средний радиус резьбы, мм;
– средний радиус резьбы, мм;  – вылет ключа, мм;
– вылет ключа, мм;  – угол подъема резьбы;
– угол подъема резьбы;  — угол трения в резьбовой паре.
— угол трения в резьбовой паре.
 , создаваемой приводом). Если клиновой механизм применяют для перемены направления силы зажима, то угол клина обычно равен 45°, а если для увеличения силы зажима или повышения надежности, то угол клина принимают равным 6…15° (углы самоторможения).
, создаваемой приводом). Если клиновой механизм применяют для перемены направления силы зажима, то угол клина обычно равен 45°, а если для увеличения силы зажима или повышения надежности, то угол клина принимают равным 6…15° (углы самоторможения). Рисунок 2.14. Схемы клиновых зажимных механизмов
Рисунок 2.14. Схемы клиновых зажимных механизмов
 и
и  (рисунок 2.14, б).
(рисунок 2.14, б).
 ,
,  – углы трения.
– углы трения.
 .
. Рисунок 2.18 – Схемы пружинных зажимов
Рисунок 2.18 – Схемы пружинных зажимов
 Рисунок 2.19 – Пружинные оправки
Рисунок 2.19 – Пружинные оправки

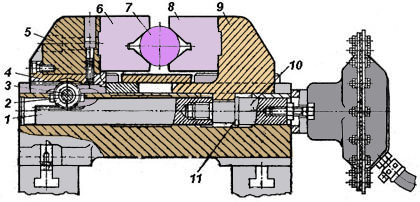
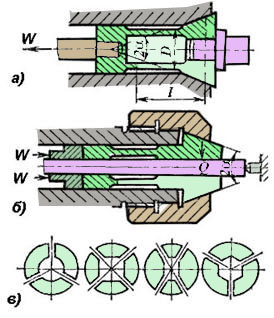
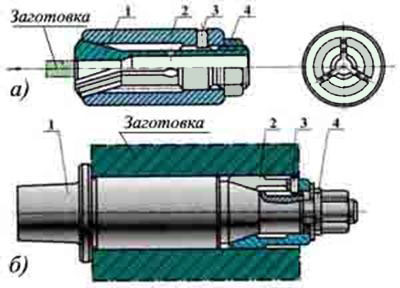
 Рисунок 2.24. Мембранные патроны
Рисунок 2.24. Мембранные патроны