
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Классификация и расчет раздувных экструзивных агрегатов
По заданным размерам изделия наружному диаметру Дн.и., толщине стенки Sизд и длине Lизд определяют длину раздувной заготовки исходя из условия, что длину заготовки необходимо увеличить на 15% по сравнению с длиной изделия с учетом оформления донышка и горловой части. Таким образом, длина заготовки Lз=1, 15· Lизд. Задаваясь коэффициентом раздувания ε р, то есть отношением наружного размера изделия к наружному диаметру заготовки рассчитаем наружный диаметр заготовки: Д н.з.= Толщина стенки заготовки Sз может быть рассчитана по следующему соотношению: Sз = 1, 2 Определив размеры заготовки, рассчитывают оптимальную скорость ее выдачи Vз с учетом свойств перерабатываемого материала Vз =
Эта зависимость имеет эмпирический характер и не объясняет физического смысла происходящего процесса, однако использовать это соотношение можно ориентировочно определить необходимую скорость выдачи заготовки в зависимости от ее длины. Умножив линейную скорость выдачи заготовки на ее сечение получаем необходимый объемный расход расплава полимера: Q = π · Sз(Дн.з.- Sз)· Vз Раздувная экструзионная трубная заготовка по выходе из формующего инструмента разбухает. Изменение внутреннего размера раздувной заготовки при раздувании в пределах допустимой ошибки одинаково. И с увеличением скорости сдвига возрастает. Достигая при определенных значениях скорость сдвига, максимальное разбухание в дальнейшем остается неизменным или может уменьшиться. Предельное значение скорости сдвига, при которой происходит выравнивание разбухания, лежит в пределах 20с-1. Так как в раздувных агрегатах с копильником скорости сдвига значительно выше этой величины, то для расчета коэффициента разбухания применяют следующую эмпирическую зависимость:
С учетом коэффициента разбухания β рассчитывают формующие размеры элементов экструзионной головки. Внутренний диаметр мундштука Дм и наружный диаметр дорна Дд: Дм = Время цикла изготовления изделий методом экструзионно – выдувного формования определяется следующим образом: τ ц = τ в+τ с+τ р+τ охл+τ разм+τ извл τ в – время выдачи трубной заготовки, с; τ с – время смыкания премного устройства (смыкание раздувных полуформ), с; τ р – время раздувания заготовки, с; τ охл – время охлаждения готового изделия, с; τ разм – время размыкания полуформ приемного устройства, с; τ извл – время извлечения готового изделия. Составляющие времена цикла могут быть рассчитаны следующим образом: τ в = В соответствии с технической характеристикой агрегата выбираются скорости ускоренного и замедленного смыкания полуформ премного устройства, а зная размер в свету между полуформами, определяем необходимое время смыкания приемного устройства. Независимо от способа подачи сжатого воздуха на раздувание заготовки, его рабочее давление повышается вследствие нагрева и расширения. Это увеличение можно определить следующим образом: Р2 = Р2 – давление сжатого воздуха при повышенной температуре Т2; Р1 - давление сжатого воздуха при Т1. Повышение давления нагретого воздуха приводит к увеличению внутреннего давления на стенки формующего изделия и снижению количества сжатого воздуха расходуемого за цикл. Время раздувания заготовки рассчитывается по соотношению: τ р =
V – объем раздуваемого изделия; С – скорость прохождения сжатого воздуха определяемая в зависимости от диаметра сопла и давления раздувания. Определяем экспериментально или из таблицы. Время охлаждения изделия может быть определено по соотношению: τ охл =
а – коэффициент температуропроводности полимера в рабочем интервале температур;
Время извлечения изделия из приемного устройства и раздувной формы выбирают в зависимости от конструкции съемного приспособления. Разнотолщинность экструзионной заготовки и рекомендации по ее устранению. При изготовлении изделий цилиндрической формы методом раздувного формования из экструзионной головки разнотолщинность заготовки по поперечному сечению при выравленном потоке расплава незначительно и ее можно не учитывать. Поэтому за критерий оценки разнотолщинности изделий принимается разнотолщинность по высоте изделия. При изготовлении изделий овального или прямоугольного поперечного сечения из цилиндрических заготовок на ряду с разнотолщинностью по высоте изделия проявляется разнотолщинность и в поперечном сечении. В зависимости от конфигурации поперечного сечения разнотолщинность может достигать 50%. Это вызвано тем, что заготовка при раздувании соприкасаясь в начале с ближайшими поверхностями оформляющей полости формы охлаждается и раздувание в этой части прекращается.
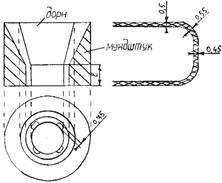
Для устранения этого недостатка необходимо перераспределение материала по сечению заготовки. Это может быть достигнуто изменением конфигурации мундштука или дорна формующей головки. Вариант изменения конструкции мундштука формующей головки:
Вариант изменения конфигурации дорна:
Однако перераспределение материала заготовок по сечению с применением этих методов осуществляется подбором необходимого сечения заготовки при изготовлении того или иного изделия. А это требует большого количества сменных мундштуков и дорнов, технология которых сложна. Другим способом перераспределения материала по сечению заготовки является использование эллиптического дорна при цилиндрическом мундштуке. Но этот способ опять требует набор сменных дорнов.
Таким образом, оптимальная степень сжатия мундштука, при которой получается равнотолщинное изделие. Оптимальное значение степени сжатия мундштука различно в зависимости от размера формующего изделия и его толщины и возрастает с увеличением толщины стенок заготовок. Так как чем толще заготовка, тем в большей степени необходимо перераспределить расплав по ее сечению. Оптимальная степень сжатия мундштука зависит от отношения длин сторон поперечного сечения изделия и при уменьшении этого отношения также снижается. Математическое выражение этой зависимости устанавливающее связь между степенью сжатия мундштука а/в соотношением сторон прямоугольного изделия, которое учитывается постоянным коэффициентом и толщиной стенки заготовки Sз имеет следующий вид:
Значение коэффициентов А, В и С для различных по сечению прямоугольных изделий различные и определенные экспериментально. Так как при сжатии мундштук из цилиндрического становится эллиптическим, то пользуясь равенством площадей поперечных сечений цилиндрических эллиптических можно определить произведение полуосей эллипса. Fэл = Fкр
Fкр = а·в =
Основным параметром, по которому классифицируются раз- дувные агрегаты, является максимальный объем изготовляемого изделия Кроме того, в основу классификации раздувных агрегатов могут быть положены некоторые технологические и конструктивные признаки, такие, например, как метод получения заготовки, степень автоматизации, конструкция и род привода приемного устройства и т д По методу получения заготовок и по конструкции устройства для нагрева и пластикации материала экструзионно-раздувные агрегаты делятся на агрегаты с копильником и без копильника. По количеству рабочих позиций раздувные агрегаты разделяются на однопозиционные, двухпозиционные и многопозиционные— с несколькими комплектами форм и формующих инструментов. Популярное:
|
Последнее изменение этой страницы: 2016-05-28; Просмотров: 1071; Нарушение авторского права страницы



 - плотность расплава полимера при температуре переработки;
- плотность расплава полимера при температуре переработки;  - наибольшая ньютоновская вязкость расплава полимера определяемая при σ и
- наибольшая ньютоновская вязкость расплава полимера определяемая при σ и  стремящиеся к 0.
стремящиеся к 0.
 - коэффициент круглого сплошного прутка.
- коэффициент круглого сплошного прутка. Дд =
Дд = 



 – величина, учитывающая, на сколько уменьшается время подачи сжатого воздуха в форму вследствие повышения давления воздуха;
– величина, учитывающая, на сколько уменьшается время подачи сжатого воздуха в форму вследствие повышения давления воздуха; 
 – средняя толщина изделия;
– средняя толщина изделия;  – температура заготовки;
– температура заготовки;  – температура изделия к моменту раскрытия формы, которая принимается на 200 ниже температуры формоустойчивости материала (Тст или Ткр);
– температура изделия к моменту раскрытия формы, которая принимается на 200 ниже температуры формоустойчивости материала (Тст или Ткр);  – температура раздувной формы.
– температура раздувной формы.

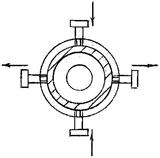 Наиболее целесообразно использование эллиптического мундштука при цилиндрическом дорне головки. Необходимая эллиптичность в этом случае достигается постепенным сжатием обычного цилиндрического мундштука с помощью специальных регулировочных болтов. Исследования проведенные на ПЭНП показали, что постепенное сжатие мундштука приводит к уменьшению разнотолщинности по поперечному сечению изделия. При этом толщина больших сторон изделия постепенно уменьшается, в результате чего толщина стенок в поперечном сечении изделия выравнивается. При определенной степени сжатия мундштука разнотолщинность становится наименьшей. Дальнейшее сжатие мундштука приводит к тому, что большие стенки изделия, особенно в средней части становится тоньше, а меньшие стороны утолщаются. То есть разнотолщинность начинает возрастать. Следовательно, существует оптимальная степень сжатия мундштука, при которой получаются равнотолщинные по сечению изделия.
Наиболее целесообразно использование эллиптического мундштука при цилиндрическом дорне головки. Необходимая эллиптичность в этом случае достигается постепенным сжатием обычного цилиндрического мундштука с помощью специальных регулировочных болтов. Исследования проведенные на ПЭНП показали, что постепенное сжатие мундштука приводит к уменьшению разнотолщинности по поперечному сечению изделия. При этом толщина больших сторон изделия постепенно уменьшается, в результате чего толщина стенок в поперечном сечении изделия выравнивается. При определенной степени сжатия мундштука разнотолщинность становится наименьшей. Дальнейшее сжатие мундштука приводит к тому, что большие стенки изделия, особенно в средней части становится тоньше, а меньшие стороны утолщаются. То есть разнотолщинность начинает возрастать. Следовательно, существует оптимальная степень сжатия мундштука, при которой получаются равнотолщинные по сечению изделия.
 Fэл = π ·а·в
Fэл = π ·а·в
