|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Трансформаторы для ручной дуговой сварки
Трансформаторы выпускаются по ГОСТ 95-77. Все они работают при естественной вентиляции и соответствуют степени защиты IP22. Длительность цикла сварки – 5 мин. Трансформаторы выпускают в переносном, передвижном или бытовом исполнениях (Табл.1). Переносные трансформаторы служат для ремонтных работ или прихваточных, продолжительность нагрузки у них обычно 20÷ 60%. Передвижные трансформаторы рассчитаны на ПН – 60%. Внешние характеристики – крутопадающие с небольшой кратностью тока КЗ (1, 2÷ 1, 3 Iном).
Рис. 2.4. Схемы тиристорных трансформаторов с цепью подпитки и импульсной стабилизацией
Серия ТД Таблица 1.
Трансформаторы на номинальные токи 160 и 250 А являются переносными, на токи 315 и 500 А – передвижными. По принципу регулирования – это трансформаторы с подвижными обмотками. У переносных трансформаторов первичные обмотки подвижные, у передвижных – вторичные. Перемещение осуществляется с помощью винтовой пары, ходовая гайка смонтирована в обойме подвижной обмотки. Для снижения вибраций обойма прижата к направляющим плоскими пружинами. Имеется два диапазона токов – больших и малых. При диапазоне больших токов обе вторичные обмотки включены параллельно, первичные последовательно. В диапазоне малых токов одна вторичная обмотка отключается, а у первичной обмотки отключается часть витков с целью повышения напряжения холостого хода. Для отсчета тока имеется шкала, связанная с механизмом перемещения, которая градуирована для обоих диапазонов тока и может обеспечить точность задания тока ±7, 5% при номинальном напряжении сети с учетом Трансформаторы выпускаются на напряжения 220 и 380 В и имеют алюминиевые обмотки. Передвижные трансформаторы имеют 4 колеса.
Трансформаторы серии ТДМ
Эти трансформаторы (табл. 2) связанны на основе новых материалов и некоторых конструктивных решений для замены трансформаторов серии ТД. По принципу регулирования, схеме соединения катушек, конструктивному исполнению они близки к передвижным трансформаторам серии ТД. У ТДМ улучшена конструкция переключателя диапазонов и использованы разъемы для подключения сети и сварочных проводов. Расширена номенклатура. Имеются модификации с ограничителем напряжения холостого хода УСНТ-06-01, с конденсатором для повышения коэффициента мощности -02, с УСНТ и конденсатором -03, с ВСД-01-04. Таблица 2.
Трансформатор типа ТДЭ-402
Трансформатор с электрической регулировкой тока для питания дуги прерывистым током с импульсной стабилизацией тока имеет два диапазона тока, в пределах каждого диапазона регулирование происходит с пульта дистанционного управления. Фазорегулятор обеспечивает также и функцию ограничения напряжения холостого хода.
Трансформаторы для автоматической сварки под флюсом Трансформаторы выпускаются в стационарном исполнении, рассчитаны на продолжительный режим работы при принудительном воздушном охлаждении.
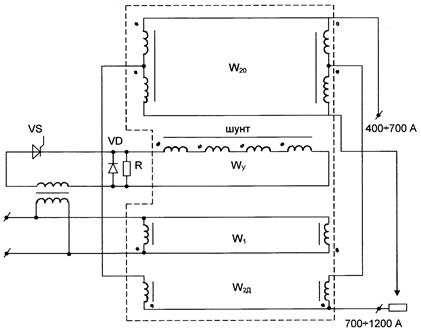
Трансформаторы серии ТДФ В основу конструкции положен трансформатор с магнитным шунтом, подмагничиваемый постоянным током (рис. 2.5).
Рис. 2.5. Схема трансформатора с магнитным шунтом.
На каждом стержне магнитопровода расположены витки первичной W1 и вторичной W20+W2д обмоток. Магнитный шунт с обмоткой управления Wу расположен в окне главного магнитопровода между обмотками W20 и W1 на пути основного потока рассеяния. Трансформатор имеет две ступени регулирования. В диапазоне больших токов отключается часть витков основной вторичной обмотки W20 и подключается дополнительная часть. С увеличением тока в обмотке управления индуктивное сопротивление трансформатора снижается и сварочный ток возрастает. Плавное регулирование осуществляется подмагничиванием шунта. Большему току управления соответствует больший сварочный ток. У трансформаторов ТДФ предусмотрена возможность местного и дистанционного (с пульта) включения сварочного тока и его регулирование. Внешние характеристики – падающие. Эти характеристики дают хорошее формирование шва при работе с автоматами с зависимой от напряжения на дуге скоростью подачи проволоки.
Трансформаторы серии ТДФЖ
Трансформаторы соответствуют ГОСТ 7012-77. Они имеют тиристорное регулирование и обеспечивают импульсную стабилизацию процесса сварки. Первичная и вторичная обмотка состоят из двух катушек, разделенных на две последовательно соединенные секции. Между секциями вторичной обмотки расположена обмотка импульсной стабилизации, в окне трансформатора расположены две катушки реактивной обмотки, позволяющей производить ступенчатое регулирование тока. В трансформаторе ТДФЖ-1002 две ступени, ТДФЖ-2002 – три ступени регулирования тока, третья ступень обеспечивает возможность работы при больших (до 40 В) падениях напряжения в сварочных проводах. В трансформаторах реализована возможность стабилизации тока при колебаниях напряжения питающей сети. Жесткость внешних характеристик обеспечивает поддержание постоянного напряжения дуги. Значение сварочного тока определяется скоростью подачи электродной проволоки. Параллельность внешних характеристик позволяет ориентировочно устанавливать рабочее напряжение по холостому ходу.
Популярное:
|
Последнее изменение этой страницы: 2016-04-11; Просмотров: 2275; Нарушение авторского права страницы