|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Постоянная составляющая тока.
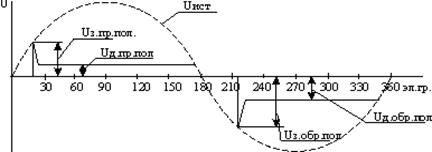
Эксперименты показывают, что поведение дуги переменного тока вблизи моментов изменения направления дугового тока (или полярности дугового напряжения) существенно зависит от свойств материала электродов и условий в дуговом промежутке. При этом поведение дуги в эти моменты на тугоплавком и легкоплавком электродах совершенно различно и зависит от направления изменения тока (рис. 1.4). Это хорошо прослеживаются в дуге переменного тока при сварке вольфрамовым электродом в аргоне изделий из алюминиевых сплавов. Характерной особенностью такой дуги является высокий пик напряжения повторного зажигания при переходе с прямой полярности (катод – вольфрамовый электрод) на обратную (катод – алюминиевое изделие) и незначительный пик этого напряжения при переходе с обратной полярности на прямую. Качественно это хорошо объясняется термоэмиссионной теорией неплавящегося катода и теорией автоэлектронной эмиссии из алюминиевого катода. При переходе с обратной полярности на прямую разогретый в предыдущем полупериоде вольфрамовый электрод энергично эмитирует электроны. Ток эмиссии определяется только температурой электрода, которая из-за малой теплопроводности вольфрама не успевает заметно измениться. Поэтому ток в дуге возникает при сколь угодно малом восстанавливающемся напряжении и растет вместе с ростом напряжения. Наблюдающийся при этом небольшой пик напряжения зажигания обусловлен падающей характеристикой дуги при малых токах. Напряжение горения дуги в течение всего полупериода невелико.
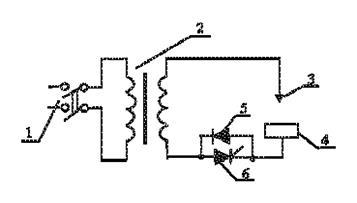
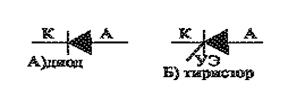
Рис. 1.4. Напряжение на дуге при сварке переменным током вольфрамовым электродом алюминиевых сплавов. Различие физических свойств электрода и изделия при сварке вольфрамовым электродом алюминиевых сплавов приводит к тому, что напряжение на дуге в одном полупериоде резко отличается от напряжения в другом полупериоде. Температура торца электрода в несколько раз выше температуры ванны с расплавленным алюминием. Из-за того, что напряжение горения дуги в разных полупериодах существенно различаются, в сварочной цепи возникает постоянная составляющая тока. Постоянная составляющая тока при сварке на переменном токе отрицательно сказывается на работе источника питания, намагничивая трансформатор, и снижает качество сварного соединения. Методы устранения: 1. Включение в сварочную цепь емкости (конденсатора). 2. Включение диодно-тиристорной цепочки. Включение последовательно в сварочную цепь конденсатора приводит к уничтожению постоянной составляющей т.к. конденсатор не проводит постоянный ток. По такой схеме выполнены отечественные установки УДАР-300 и УДАР-500. Недостатком такого способа борьбы с постоянной составляющей является большие габариты и вес конденсаторной батареи и соответственно всей установки. Включение диодно-тиристорной ячейки показано на рис. 1.5. Диод (см. рис. 1.6 – а) – это полупроводниковый прибор, пропускающий ток в одном направлении. Прибор состоит из двух электродов – катода «К» и анода «А». Диод пропускает ток в том случае, когда его анод положителен, а катод отрицателен. Если полярность на электродах противоположна (на катоде «+», а на аноде «-«), то диод закрыт и электрический ток не проходит. Тиристор (см. рис. 1.6 – б) отличается от диода наличием еще одного электрода – управляющего (УЭ). В отличие от диода тиристор пропускает ток, когда его анод положителен, катод отрицателен и на его управляющем электроде подан управляющий сигнал. Причем, управляющий сигнал может быть кратковременным (импульсным), достаточным для времени открывания тиристора (тира – дверь по-гречески). Тиристор остается открытым и после исчезновения управляющего сигнала. Закрывается он сменой полярности напряжения анод – катод, т.е. при подаче на анод отрицательного напряжения, а на катод – положительного. Таким образом, при отрицательной полярности на изделии (обратная полярность) вся полуволна синусообразного напряжения подается на дуговой
Рис. 1.5. Включение диодно-тиристорной ячейки в сварочную цепь для подавления постоянной составляющей при сварке переменным током. 1 – выключатель; 2 – сварочный трансформатор; 3 – неплавящийся электрод; 4 – изделие; 5 – диод; 6 – тиристор.
Рис. 1.6. Изображение диода –А и тиристора – Б на принципиальных электрических схемах.
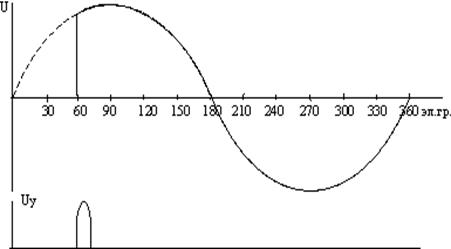
Рис. 1.7. Кривые напряжений на дуге и управляющего сигнала при включении диодно-тиристорной ячейки для подавления постоянной составляющей в сварочной цепи. промежуток через диод 5 (рис.1.5). При положительной полярности на изделии (прямая полярность) на дуговой промежуток подается только часть синусоиды (рис. 1.7), начиная с момента подачи управляющего сигнала на тиристор 6. Следовательно, при прямой полярности на дуговой промежуток подается пониженное напряжение, величина которого регулируется моментом подачи управляющего импульса. Угол, отсчитываемый от момента перехода синусоиды через нуль до момента подачи управляющего импульса на тиристор, называется углом управления тиристора. Таким образом, изменяя угол управления тиристором можно регулировать величину напряжения на дуговом промежутке при положительной полярности на изделии, выравнивая тем самым токи в обеих полуволнах напряжения на дуге. Импульс на управляющий электрод и момент его подачи формируется специальной электронной схемой. Такой способ борьбы с постоянной составляющей применен в отечественных установках для аргонодуговой сварки неплавящимся электродом алюминиевых сплавов УДГ – 301 и УДГ – 501. Необходимо отметить, что повторное напряжение зажигания дуги при переходе тока через нуль с прямой полярности на обратную составляет несколько сотен вольт, которого явно не обеспечивает сварочный трансформатор. Поэтому в рассматриваемых установках применяют специальные устройства, подающие на дугу в этот момент короткие высоковольтные (до 600 В) импульсы, называемые стабилизирующими. Стабилизирующие импульсы помогают возбудиться дуге при смене полярности с прямой на обратную.
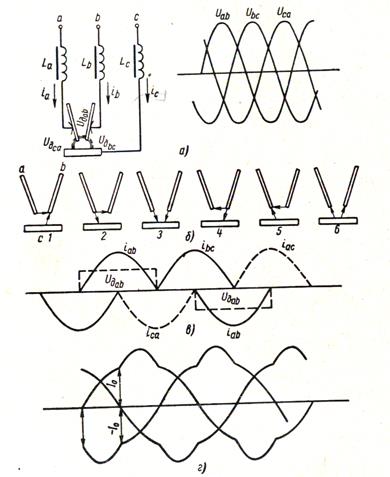
Трехфазная сварочная дуга. Сварка трехфазной дугой проводится двумя электродами, причем две фазы подключаются к электродам, а третья к сварочному изделию, причем все три дуги горят в общем плавильном пространстве. Последовательность и длительность горения каждой из этих дуг зависит от последовательности чередования фаз и параметров сварочной цепи (рис.1.8).
Рис.1.8. Трехфазная дуга, а – схема сварки; б – схема горения дуги через –каждые 1/6 периода; в – кривые токов и напряжений дуг; г – кривые линейных токов.
В каждый момент времени может гореть не более двух дуг. Это объясняется тем, что на торцах электродов не могут одновременно существовать анодное и катодное пятна. Важнейшей технологической особенностью трехфазной сварочной дуги является возможность регулирования распределения мощности и теплоты, расходуемой на плавление электродов и основного металла. Это достигается за счет изменения соотношения между токами напряжениями отдельных дуг. Режимы трехфазной дуги и ее технологические возможности характеризуются соотношениями между действующими значениями токов и напряжений: Km1 = Ic/Ia Km2 = Ic/Ib Ku1 = Uab/Ubc Ku2 = Uab/Uca. Изменяя эти коэффициенты, можно существенно регулировать глубину проплавления основного металла и скорости плавления электродов. В пределе можно вообще исключить плавление основного металла. В трехфазной сварочной дуге в любой момент времени горит, по крайней мере, одна дуга, вследствие чего ее устойчивость выше, чем однофазной дуги. Здесь значительно облегчены условия повторных возбуждений, т.к. непрерывно сохраняется достаточно высокая температура активных пятен и дуговой промежуток всегда ионизирован.
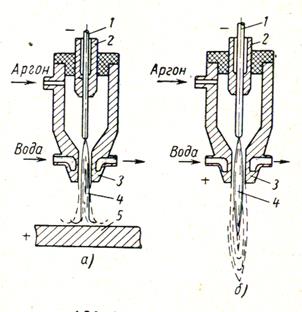
Сжатая дуга. В последние годы получают развитие методы повышения температуры дугового разряда за счет принудительного сжатия столба дуги, которое производится в плазменных горелках или плазмотронах. С помощью этих устройств можно получить температуры, достигающие 300000С. Наиболее распространенный способ сжатия состоит в том, что диаметр столба дуги ограничивают специальным соплом (рис.1.9). Защитный газ, подаваемый внутрь горелки, вытекая через сопло, сжимает столб дуги, изолируя его от стенок, и выносит нагретые до высоких температур газы (плазму) за пределы горелки. Этот газ называется плазмообразующим. Чтобы сопло не плавилось, его выполняют из материала с высокой теплопроводностью (чаще всего из меди) и охлаждают проточной водой. В горелках типа анод – сопло (рис.1.9, б) дуга горит внутри замкнутой камеры, и образующаяся плазма выдувается из сопла (плазменная сварка косвенной дугой). При горении дуги в узком водоохлаждаемом сопле наружные слои газа, соприкасающиеся со стенками сопла, имеют более низкую температуру, чем центральные слои. В результате проводимость наружных слоев гораздо ниже, чем центральных, что приводит к увеличению плотности тока в центральной части плазменной струи. В свою очередь, это приводит к повышению температуры. Степень ионизации газа в центральной части сопла при сильном сжатии дуги приближается к единице. Поэтому столб дуги как элемент электрической цепи по своим свойствам приближается к линейному сопротивлению, вольтамперная характеристика его имеет возрастающий характер. В качестве плазмообразующего газа используются как инертные газы (аргон, гелий, азот) так и кислородсодержащие смеси (сжатый воздух).
Рис.1.9. Схемы плазмотронов, а – с изолированным соплом; б – сопло-анод; 1 - электрод; 2 – токоподводящий мундштук; 3 – сопло; 4 – плазменная струя; 5 – изделие.
В реальных условиях сварки или резки длина разрядного промежутка может изменяться в широких пределах. Поэтому применяются источники с крутопадающими характеристиками. В связи с высоким значением напряженности электрического поля в сжатой дуге требуются специальные источники питания с повышенным напряжением (до 500 В). Для первоначального возбуждения дуги в плазмотронах используются высоковольтные разряды высокой частоты (от осцилляторов), либо вспомогательные маломощные дуги, горящие между электродом и соплом горелки (дежурная дуга).
1.6 Устойчивость сварочной дуги и требования Популярное:
|
Последнее изменение этой страницы: 2016-04-11; Просмотров: 1864; Нарушение авторского права страницы