|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Сварочная дуга как элемент электрическойСтр 1 из 9Следующая ⇒
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ
Санкт-Петербургский институт машиностроения (ВТУЗ-ЛМЗ)
______________________________________________________ Кафедра «Оборудование технология сварочного производства»
ИСТОЧНИКИ ПИТАНИЯ ИОБЛРУДОВАНИЕ ДЛЯ СВАРКИ ПЛАВЛЕНИЕМ
Конспект лекций
Для студентов специальности 12.05.00
Санкт-Петербург Источники питания и оборудование для сварки плавлением. Конспект лекций для студентов специальности 12.05.00 – «Оборудование и технология сварочного производства».- СПб.: ПИМаш, 2008. с. Конспект составлен на основе курса лекций, читаемых студентам специальности 12.05.00 в ПИМаше. В конспекте освещены вопросы по оборудованию для дуговой, электрошлаковой и электроннолучевой сварки и его технологические возможности. Приведены сведения о технических параметрах оборудования, особенностях его конструкций и электрических схем. Рассмотрены вопросы источников переменного тока, постоянного тока, инверторных источников питания.
Составитель – к.т.н. Н.Г.Кобецкой
Научный редактор – к.т.н. К.А.Синяков
Рецензент
Редактор
Сварочная дуга как элемент электрической Цепи. При дуговой сварке для нагрева металла используется тепловая энергия дуги. Стабильность горения дуги зависит от многих факторов и, в первую очередь, от правильного выбора параметров сварочной цепи. Свойства сварочной дуги зависят от рода тока (постоянный, переменный), среды и материала электродов. Дуги с плавящимися и неплавящимися электродами. По характеру среды различают: а) открытая дуга б) закрытая дуга, горящая под слоем флюса в) дуга, защищенная различными газами. Среда, в которой горит дуга, оказывает существенное влияние на ее свойства, а следовательно и на выбор типа и параметров источника питания.
Особенности сварочных дуг переменного тока.
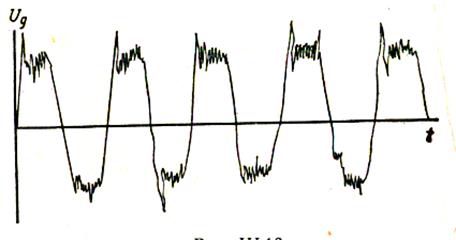
При питании сварочной дуги переменным током полярность электродов, а также условия существования дугового разряда периодически изменяются. (Гаснет 100 раз/сек). Длительность перерывов в горении дуги при прочих равных условиях зависит от параметров сварочной цепи. Напряжение зажигания дуги после перехода тока через ноль носит название напряжения повторного зажигания. В зависимости от условий горения дуги напряжение повторного зажигания может быть в несколько раз выше, чем напряжение на дуге (рис. 1.3).
Рис.1.3. Напряжение на дуге при питании ее переменным током.
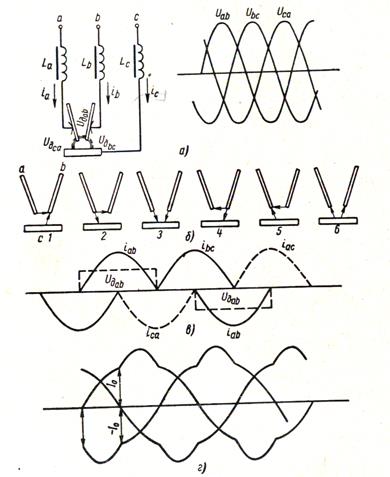
Экспериментальным путем выявлено два основных механизма повторного возбуждения дуги: возбуждение остаточной плазмой и током термоэлектронной эмиссии. В первом случае дуга возбуждается при напряжении, достаточном для возникновения в катодной области ионного тока минимальной величины, необходимой для формирования катодных процессов (4 –7а). Чем выше степень ионизации плазмы, тем ниже напряжение, при котором зажигается дуга. Во втором случае ток термоэлектронной эмиссии подогревает межэлектродный газ и создает плазму, необходимую для создания минимального преддугового тока. При пониженной степени ионизации дугового промежутка и уменьшении температуры активных пятен повторное зажигание происходит при повышенном напряжении, называемом пиком зажигания Uз > Ud (рис.1.3). Из-за более интенсивного охлаждения активного пятна на свариваемом изделии величина пика зажигания больше в тех случаях, когда катодное пятно находится на изделии. Uз в 3—4 раза больше Ud. Таким образом, повторному возбуждению дуги способствуют снижение эффективного потенциала ионизации (первый механизм), повышение температуры плавящегося электрода (второй механизм) и увеличение напряжения на дуговом промежутке. Трехфазная сварочная дуга. Сварка трехфазной дугой проводится двумя электродами, причем две фазы подключаются к электродам, а третья к сварочному изделию, причем все три дуги горят в общем плавильном пространстве. Последовательность и длительность горения каждой из этих дуг зависит от последовательности чередования фаз и параметров сварочной цепи (рис.1.8).
Рис.1.8. Трехфазная дуга, а – схема сварки; б – схема горения дуги через –каждые 1/6 периода; в – кривые токов и напряжений дуг; г – кривые линейных токов.
В каждый момент времени может гореть не более двух дуг. Это объясняется тем, что на торцах электродов не могут одновременно существовать анодное и катодное пятна. Важнейшей технологической особенностью трехфазной сварочной дуги является возможность регулирования распределения мощности и теплоты, расходуемой на плавление электродов и основного металла. Это достигается за счет изменения соотношения между токами напряжениями отдельных дуг. Режимы трехфазной дуги и ее технологические возможности характеризуются соотношениями между действующими значениями токов и напряжений: Km1 = Ic/Ia Km2 = Ic/Ib Ku1 = Uab/Ubc Ku2 = Uab/Uca. Изменяя эти коэффициенты, можно существенно регулировать глубину проплавления основного металла и скорости плавления электродов. В пределе можно вообще исключить плавление основного металла. В трехфазной сварочной дуге в любой момент времени горит, по крайней мере, одна дуга, вследствие чего ее устойчивость выше, чем однофазной дуги. Здесь значительно облегчены условия повторных возбуждений, т.к. непрерывно сохраняется достаточно высокая температура активных пятен и дуговой промежуток всегда ионизирован.
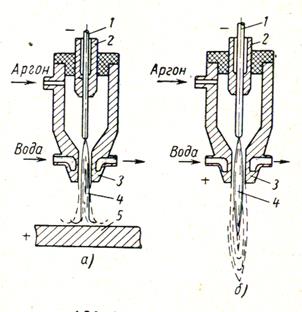
Сжатая дуга. В последние годы получают развитие методы повышения температуры дугового разряда за счет принудительного сжатия столба дуги, которое производится в плазменных горелках или плазмотронах. С помощью этих устройств можно получить температуры, достигающие 300000С. Наиболее распространенный способ сжатия состоит в том, что диаметр столба дуги ограничивают специальным соплом (рис.1.9). Защитный газ, подаваемый внутрь горелки, вытекая через сопло, сжимает столб дуги, изолируя его от стенок, и выносит нагретые до высоких температур газы (плазму) за пределы горелки. Этот газ называется плазмообразующим. Чтобы сопло не плавилось, его выполняют из материала с высокой теплопроводностью (чаще всего из меди) и охлаждают проточной водой. В горелках типа анод – сопло (рис.1.9, б) дуга горит внутри замкнутой камеры, и образующаяся плазма выдувается из сопла (плазменная сварка косвенной дугой). При горении дуги в узком водоохлаждаемом сопле наружные слои газа, соприкасающиеся со стенками сопла, имеют более низкую температуру, чем центральные слои. В результате проводимость наружных слоев гораздо ниже, чем центральных, что приводит к увеличению плотности тока в центральной части плазменной струи. В свою очередь, это приводит к повышению температуры. Степень ионизации газа в центральной части сопла при сильном сжатии дуги приближается к единице. Поэтому столб дуги как элемент электрической цепи по своим свойствам приближается к линейному сопротивлению, вольтамперная характеристика его имеет возрастающий характер. В качестве плазмообразующего газа используются как инертные газы (аргон, гелий, азот) так и кислородсодержащие смеси (сжатый воздух).
Рис.1.9. Схемы плазмотронов, а – с изолированным соплом; б – сопло-анод; 1 - электрод; 2 – токоподводящий мундштук; 3 – сопло; 4 – плазменная струя; 5 – изделие.
В реальных условиях сварки или резки длина разрядного промежутка может изменяться в широких пределах. Поэтому применяются источники с крутопадающими характеристиками. В связи с высоким значением напряженности электрического поля в сжатой дуге требуются специальные источники питания с повышенным напряжением (до 500 В). Для первоначального возбуждения дуги в плазмотронах используются высоковольтные разряды высокой частоты (от осцилляторов), либо вспомогательные маломощные дуги, горящие между электродом и соплом горелки (дежурная дуга).
1.6 Устойчивость сварочной дуги и требования Сварочные трансформаторы Трансформатором называется электромагнитный аппарат, предназначенный для преобразования одной—первичной—системы переменного тока в другую—вторичную, имеющую другие характеристики, в частности другое напряжение. Трансформатор состоит из замкнутого сердечника (рис.2.1), выполненного из специальной листовой электротехнической стали, и двух или нескольких электрически не связанных между собой обмоток. Если одна из обмоток (первичная) включена в сеть с переменным напряжением u1, то переменный ток i1 этой обмотки создает в стальном сердечнике переменный магнитный поток j0, сцепляющийся с обеими обмотками трансформатора. По закону электромагнитной индукции этот поток наводит ЭДС в обеих обмотках. К зажимам вторичной обмотки можно подключить приемник электроэнергии (нагрузку). Тогда в замкнутой цепи, состоящей из обмотки 2 и нагрузки, под влиянием ЭДС будет переменный ток i2 и на зажимах обмотки—переменное напряжение u2. Магнитный поток при нагрузке создается токами i1 и i2 и по-прежнему обеспечивает магнитную связь между обмотками трансформатора, благодаря которой осуществляется передача электроэнергии от первичной обмотки ко вторичной.
Рис.2.1. Схема трансформатора.
Величины, характеризующие условия работы, на которые рассчитан трансформатор, называются номинальными. Основные из них указываются на паспортном щитке. Номинальной мощностью трансформатора называется полная мощность трансформатора на зажимах вторичной обмотки. Номинальным напряжением обмотки трансформатора, не имеющей ответвлений, называется напряжение между зажимами обмотки при холостом ходе трансформатора. Номинальный ток обмотки трансформатора соответствует номинальной мощности и номинальному напряжению. Коэффициентом трансформации называется отношение числа витков первичной обмотки w1 к числу витков вторичной обмотки w2 K = w1/w2. При этом U1 = k* U2, a I1 = I2/ k.
Изучение работы трансформатора под нагрузкой основывается на изучении двух предельных режимов его работы: холостого хода и короткого замыкания. Под холостым ходом трансформатора понимают такой режим его работы, при котором к зажимам первичной обмотки подводится номинальное напряжение, а вторичная обмотка разорвана, т. е. вторичный ток равен нулю (дать схему). При этом измеряются ток первичной обмотки I0 и потребляемая мощность (активная) Р0. Под коротким замыканием трансформатора понимают такой режим работы, при котором его вторичная обмотка замкнута накоротко и вторичное напряжение равно нулю. При этом первичное напряжение уменьшают с таким расчетом, чтобы токи в первичной и вторичной обмотках были равны номинальным. Измеряют напряжение короткого замыкания Uкз, токи в первичной и вторичной обмотках I1, I2, а также потребляемую мощность Pкз. Изучение режимов холостого хода и короткого замыкания трансформатора важно в двух отношениях. Во-первых, можно рассматривать любой нагрузочный режим трансформатора как промежуточный между двумя предельными режимами его работы и получить этот нагрузочный режим путем наложения одного предельного режима на другой. Во-вторых, холостой ход и короткое замыкание трансформатора позволяют определить ряд величин, имеющих весьма важное значение для эксплуатации трансформатора. Эти режимы позволяют определить расчетным или опытным путем следующие характерные для трансформаторов величины: потери холостого хода, ток холостого хода, намагничивающий ток, полное сопротивление трансформатора. При холостом ходе под действием напряжения U1 по первичной обмотке потечет ток I0, называемым током холостого хода. Этот ток создает намагничивающую силу I0w1, где w1 – количество витков первичной обмотки. Последняя вызывает появление магнитного потока, большая часть которого замыкается по стали сердечника и, будучи сцеплена с обеими обмотками тр-ра, образует основной магнитный поток φ 0 . Значительно меньшая часть потока замыкается вне сердечника и сцепляется только с первичной обмоткой. Эта часть потока образует первичный поток φ σ 1 рассеяния. Уравнение напряжений и ЭДС при холостом ходе трансформатора U1 = E1 + Eσ 1 + I0R1, где U1 – первичное напряжение, приложенное к трансформатору, В; E1 – э.д.с первичной обмотки, В; Eσ 1 – э.д.с рассеяния первичной обмотки, В; I0 – ток холостого хода, А; R1 – активное сопротивление первичной обмотки, Ом. При включении нагрузки ток во вторичной обмотке i2 также создаст магнитный поток, часть которого сцепляется только со вторичной обмоткой. Эта часть потока вторичный поток рассеяния φ σ 2. Первичная обмотка с первичным потоком рассеяния и вторичная обмотка с вторичным потоком рассеяния представляют собой катушки с индуктивностями рассеяния Lσ 1 и Lσ 2, которым соответствуют индуктивные сопротивления рассеяния xσ 1 = 2π fLσ 1; xσ 2 = 2π fLσ 2. Для облегчения рассмотрения работы трансформатора пользуются способом, при котором обе обмотки трансформатора приводятся к одному и тому же числу витков. Обычно вторичную обмотку приводят к первичной. Для этого пересчитывают вторичную обмотку, имеющую W 2 витков, на эквивалентную ей приведенную обмотку, имеющую такое же количество витков как и первичная обмотка, с условием, чтобы эта операция приведения вторичной обмотки к первичной не отразилась на режиме работы первичной цепи, т.е. магнитный поток и мощность трансформатора сохранились без изменений. Все величины, относящиеся к приведенной вторичной обмотке, называются приведенными и обозначаются теми же символами, что и действительные величины, но со штрихом сверху: E’2, I’2 , r’2, x ‘2 и т.д. Тогда приведенные ЭДС, ток и сопротивления вторичной обмотки Е’2 = Е2w1/w2 = E2k; I’2 = I2/k; r’2 = r2k2; x’2 = x2k2. Наличие магнитной связи между обмотками затрудняет исследование работы трансформатора, поэтому для определения изменения вторичных величин при нагрузке используется электрическая схема замещения трансформатора (рис. 2.2).
Рис. 2.2. Схема замещения трансформатора.
Серийные трансформаторы
Сварочные трансформаторы изготавливаются для трех видов сварки: ручной дуговой сварки штучными электродами, для автоматической сварки под флюсом, для аргонодуговой сварки неплавящимся электродом алюминия и его сплавов. Подавляющее большинство – трансформаторы для ручной дуговой сварки, они используются практически во всех отраслях народного хозяйства. Трансформаторы для сварки под флюсом входят, как правило, в состав стационарных сварочных установок. Трансформаторы для аргонодуговой сварки – это либо серийные трансформаторы для ручной дуговой сварки, входящие в состав поста, либо трансформаторы, входящие в состав серийных сварочных установок.
Рис. 2.3. Конструкции сварочных трансформаторов.
Трансформаторы серии ТДМ
Эти трансформаторы (табл. 2) связанны на основе новых материалов и некоторых конструктивных решений для замены трансформаторов серии ТД. По принципу регулирования, схеме соединения катушек, конструктивному исполнению они близки к передвижным трансформаторам серии ТД. У ТДМ улучшена конструкция переключателя диапазонов и использованы разъемы для подключения сети и сварочных проводов. Расширена номенклатура. Имеются модификации с ограничителем напряжения холостого хода УСНТ-06-01, с конденсатором для повышения коэффициента мощности -02, с УСНТ и конденсатором -03, с ВСД-01-04. Таблица 2.
Трансформатор типа ТДЭ-402
Трансформатор с электрической регулировкой тока для питания дуги прерывистым током с импульсной стабилизацией тока имеет два диапазона тока, в пределах каждого диапазона регулирование происходит с пульта дистанционного управления. Фазорегулятор обеспечивает также и функцию ограничения напряжения холостого хода.
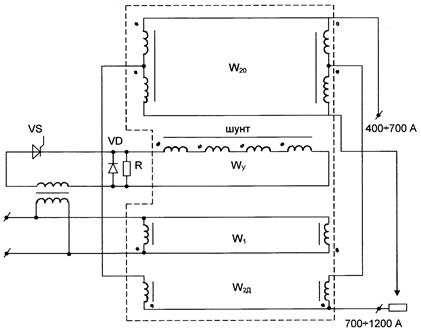
Трансформаторы серии ТДФ В основу конструкции положен трансформатор с магнитным шунтом, подмагничиваемый постоянным током (рис. 2.5).
Рис. 2.5. Схема трансформатора с магнитным шунтом.
На каждом стержне магнитопровода расположены витки первичной W1 и вторичной W20+W2д обмоток. Магнитный шунт с обмоткой управления Wу расположен в окне главного магнитопровода между обмотками W20 и W1 на пути основного потока рассеяния. Трансформатор имеет две ступени регулирования. В диапазоне больших токов отключается часть витков основной вторичной обмотки W20 и подключается дополнительная часть. С увеличением тока в обмотке управления индуктивное сопротивление трансформатора снижается и сварочный ток возрастает. Плавное регулирование осуществляется подмагничиванием шунта. Большему току управления соответствует больший сварочный ток. У трансформаторов ТДФ предусмотрена возможность местного и дистанционного (с пульта) включения сварочного тока и его регулирование. Внешние характеристики – падающие. Эти характеристики дают хорошее формирование шва при работе с автоматами с зависимой от напряжения на дуге скоростью подачи проволоки.
Трансформаторы серии ТДФЖ
Трансформаторы соответствуют ГОСТ 7012-77. Они имеют тиристорное регулирование и обеспечивают импульсную стабилизацию процесса сварки. Первичная и вторичная обмотка состоят из двух катушек, разделенных на две последовательно соединенные секции. Между секциями вторичной обмотки расположена обмотка импульсной стабилизации, в окне трансформатора расположены две катушки реактивной обмотки, позволяющей производить ступенчатое регулирование тока. В трансформаторе ТДФЖ-1002 две ступени, ТДФЖ-2002 – три ступени регулирования тока, третья ступень обеспечивает возможность работы при больших (до 40 В) падениях напряжения в сварочных проводах. В трансформаторах реализована возможность стабилизации тока при колебаниях напряжения питающей сети. Жесткость внешних характеристик обеспечивает поддержание постоянного напряжения дуги. Значение сварочного тока определяется скоростью подачи электродной проволоки. Параллельность внешних характеристик позволяет ориентировочно устанавливать рабочее напряжение по холостому ходу.
Общие сведения Большой прогресс, достигнутый в области полупроводниковой техники (диодов и тиристоров) на значительные напряжения и токи, привел к разработке и широкому распространению однопостовых и многопостовых выпрямителей для всех видов дуговой сварки. Сварочные выпрямители обладают значительными преимуществами перед электромашинными преобразователями: высокими сварочными качествами за счет повышения стабильности горения дуги и уменьшения разбрызгивания металла; высоким КПД и меньшими потерями холостого хода; широкими пределами регулирования тока и напряжения; возможностью автоматизации и программирования сварочного процесса; отсутствием вращающихся частей и потребности в фундаментах. Однопостовые выпрямители могут быть разделены на следующие группы: с падающими внешними характеристиками для ручной дуговой сварки и механизированной сварки под флюсом; с жесткими внешними характеристиками для механизированной сварки плавящимся электродом в защитных газах и под флюсом; с универсальными внешними характеристиками, крутопадающими и жесткими, для всех видов сварки. Выпускаемые выпрямители имеют различные системы регулирования тока и напряжения. Наибольшее распространение получили механическое регулирование, регулирование дросселями насыщения, тиристорное, ступенчатое за счет изменения коэффициента трансформации силового трансформатора и балластными реостатами.
Схемы выпрямления Подавляющее большинство выпрямителей для дуговой сварки выпускаются с питанием от трехфазной сети и, соответственно, с применением трехфазных и шестифазных схем выпрямления. Основными параметрами и соотношениями, характеризующими схему выпрямления, являются: действующие значения фазного (линейного) вторичного напряжения трансформатора U2ф (U2л) в зависимости от напряжения холостого хода выпрямителя Uхх; амплитудное значение обратного напряжения на вентиле Uобр m; действующее значение фазного (линейного) тока вторичных обмоток трансформатора I2 в зависимости от номинального выпрямленного тока Id с учетом работы вентилей и угла коммутации; среднее значение выпрямленного тока через вентиль Iв.ср; действующее IВ и максимальное Iвm значение тока через вентиль; действующее значение тока первичной обмотки I1; расчетные мощности первичных Р1 и вторичных Р2 обмоток трансформатора, определяемые напряжением холостого хода выпрямителя и током нагрузки. Трехфазная мостовая схема выпрямления. Это наиболее распространенная схема в выпрямителях с жесткими и падающими внешними характеристиками. Схема обеспечивает простую конструкцию трансформатора, состоящего из трех первичных и трех вторичных обмоток, и наиболее эффективное его использование. Обмотки трансформатора могут включаться треугольником или звездой. На рис.3.1 приведена трехфазная мостовая схема выпрямления. Как видно из рисунка в точке 1 включается вентиль VD1, как имеющий наибольший положительный потенциал вентилей катодной группы по отношению к нулевой точке сетевого напряжения трансформатора (катодной группой называются вентили с общим катодом, а анодной группой – с общим анодом). С этим диодом в паре работает вентиль VD5 фазы В, имеющий наибольший отрицательный потенциал из всех вентилей анодной группы.
Рис 3.1. Трехфазная мостовая схема выпрямления. В точке 2 происходит коммутация тока в вентилях анодной группы – включается VD6 фазы С. В точке 3 происходит коммутация в вентилях катодной группы – включается вентиль VD2 фазы В и т.д. Коммутация с одного вентиля на другой происходит в моменты пересечения синусоид фазных напряжений вторичной обмотки трансформатора. Таким образом, при отсутствии индуктивного сопротивления в цепях вентилей они работают попарно с углом проводимости 2π /3. В действительности из-за наличия некоторой индуктивности в контуре коммутации угол проводимости больше, чем 2π /3, на угол коммутации γ. Пульсация выпрямленного напряжения – шестифазная с частотой 300 Гц. Длительность анодных токов каждого вентиля 1200. Среднее значение выпрямленного напряжения при холостом ходе Uxx выпрямителя определяется по формуле
где U2ф – фазное напряжение вторичной обмотки трансформатора; U2л линейное напряжение той же обмотки. Обратное напряжение на вентиле определяется амплитудой линейного напряжения вторичной обмотки: Uобр m = 2, 45U2ф = 1, 41U2л = 1, 045Uхх.
Действующее значение вторичного тока одной фазы трансформатора:
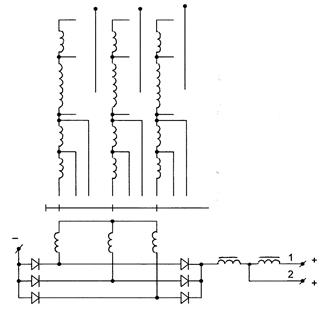
где Id – выпрямленный ток выпрямителя. При работе управляемого тиристорного выпрямителя (если вместо диодов установлены тиристоры для плавного регулирования выходного напряжения выпрямителя) угол управления (регулирования) α отсчитывается от точки естественной коммутации (точка перехода тока с вентилей одной фазы на вентиль другой фазы для неуправляемого выпрямителя). Тиристорные выпрямители выполняются с применением трансформаторов, имеющих незначительное сопротивление рассеяния. В этом случае при работе на активную нагрузку выпрямленный ток является непрерывным при α ≤ 600 и прерывистым при α > 600: Uxxα = Uxxcosα при α ≤ 600; Uxxα = Uxx[1 + cos(π /3 + α )] при α > 60, где Uxxα – напряжение холостого хода при заданном угле регулирования. Тиристорные выпрямители имеют специальный дроссель для сглаживания формы выпрямленного тока, в этом случае выпрямленное напряжение определяется по формуле: Ud = 2, 34U2ф cosα = 1, 35U2лcosα. Двойная трехфазная схема с уравнительным реактором. Наибольшее распространение эта схема нашла в тиристорных сварочных выпрямителях на токи до 500А. По такой схеме выполнены выпрямители с универсальными характеристиками ВДУ – 504, ВДУ – 505, ВДУ – 506 и др. По сравнению с другими шестифазными схемами выпрямления эта схема обеспечивает наиболее эффективное использование вентилей (наименьшие потери, наибольшая нагрузочная способность, минимальные Iв max). Трансформатор в таком выпрямителе имеет шесть вторичных обмоток (рис. 3.2), образующих две трехфазные группы, каждая из которых соединена в звезду; ЭДС соответствующих сдвинуты на 1800. Обе группы соединены между собой уравнительным реактором, обеспечивающим их параллельную работу за счет выравнивания напряжения между ними. Уравнительный реактор представляет собой дроссель с замкнутым ферромагнитным магнитопроводом, имеющим две одинаковые обмотки. Действие реактора видно из рис. 3.2. Сплошными линиями показаны фазные напряжения одной звезды, а штриховыми – другой. Разницу мгновенных значений фазных напряжений в процессе их чередования характеризуют ординаты заштрихованных площадок. Эта разница напряжений наводится в секциях уравнительного реактора Lур, если хотя бы одной из них проходит намагничивающий ток. В секциях реактора наводятся напряжения Uу1 = Uу2 = 1/2Uу, имеющие разные знаки по отношению к общему выводу; в связи с этим анодные напряжения одной звезды уменьшаются на Uу1, а другой – возрастают на Uу2. Фазные напряжения выравниваются, что и приводит к параллельной работе трехфазных групп.
Рис. 3.2. Двойная трехфазная схема выпрямления с уравнительным реактором.
Кривая выпрямленного напряжения Ud приведена на рис. 3.2. Длительность анодных токов (без учета коммутационных участков) равна 1200, а амплитуда токов в вентилях – половине амплитудного значения выпрямленного тока. Выпрямитель имеет две коммутирующие группы вентилей: VD1, VD2, VD3 и VD4, VD5, VD6. Коммутация осуществляется только между вентилями одной трехфазной группы. Пульсация выпрямленного напряжения имеет частоту 300 Гц. Среднее значение выпрямленного напряжения: Uxx = 1, 35U2фcosα. Следует отметить, что угол управления α, в рассматриваемой схеме, отсчитывается от точки естественной коммутации для трехфазных, а не в шестифазных системах, что находится в соответствии с работой схемы в двойном трехфазном режиме. Обратное напряжение на вентиле Uобр m = 2, 09Uxx. Действующее значение вторичного тока I2 = 0, 29Id. Кольцевая схема выпрямления. Это одна из наиболее распространенных схем выпрямления в однопостовых и многопостовых сварочных выпрямителях на большие токи. Не имея уравнительного реактора (рис.3.3), схема обеспечивает аналогично двойной трехфазной схеме с уравнительным реактором хорошее использование сварочного трансформатора при несколько худшем использовании вентилей по току. Как видно из рис. 3.3, трансформатор выпрямителя имеет шесть вторичных обмоток, а блок вентилей замкнут в кольцо.
Рис. 3.3. Кольцевая схема выпрямления.
Продолжительность работы вентилей без учета коммутации составляет 600. в то же время каждая из вторичных обмоток, как видно из диаграммы фазных токов iф (рис. 3.3), работает на протяжении 1200. первичная обмотка трансформатора может быть соединена треугольником или звездой. Амплитудное значение обратного напряжения на вентиле Uобр m = 4, 9U2ф.
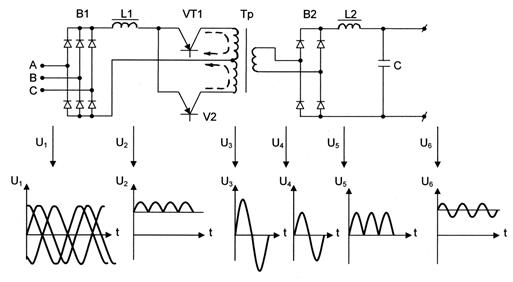
Выходного напряжения Эти выпрямители относятся к категории наиболее простых источников питания, получивших значительное распространение. Они состоят (рис. 3.7) из трехфазного понижающего трансформатора с секционированной первичной обмоткой, переключателей ступеней, выпрямительного блока, дросселя в сварочной цепи.
Рис. 3.7. Схема выпрямителя со ступенчатым регулированием выходного напряжения.
Выпрямительный блок собирается по трехфазной мостовой схеме выпрямления. Регулирование выходного напряжения производится путем изменения коэффициента трансформации с помощью переключателей. Охлаждение воздушное принудительное. Это выпрямители типа ВС-300А и ВС-600М. ВС-300А имеет три грубых и восемь плавных ступеней регулирования. ВС-600М – три грубых и девять плавных. Индуктивность дросселя 150 и 450 мкГн. Недостатки: плохое использование магнитных материалов и отсутствие дистанционной регулировки.
Рис. 3.8. Типовая функциональная схема универсального тиристорного выпрямителя. Т – трансформатор; СТВ – силовой тиристорный выпрямитель; ДТ – датчик тока; БП – блок подпитки; L – дроссель в цепи выпрямленного тока; СФУ – система импульсно-фазового управления тиристорами выпрямителя. Силовой трансформатор Т изготавливается с нормальным рассеянием. Тиристорный выпрямитель СТВ выполняется по различным многофазным схемам выпрямления. Наиболее целесообразные схемы, обеспечивающие минимальную пульсацию сварочного тока: трехфазная мостовая, двойная трехфазная с уравнительным реактором и шестифазная кольцевая схема выпрямления. Из трехфазных мостовых схем более предпочтительна симметричная, полностью управляемая схема, обеспечивающая по сравнению с полууправляемой схемой (три диода и три тиристора) меньшую пульсацию сварочного тока. Система импульсно-фазового управления СФУ предназначена для формирования синхронизированных с сетью импульсов на управляющие электроды тиристоров. Угол управления этих импульсов зависит от сигнала задания и сигнала обратной связи. Для получения падающих характеристик используется обратная связь по току сварки, а для жестких характеристик – обратная связь по напряжению.
Транзисторный инвертор Схема транзисторного инвертора показана на рис.4.2:
Рис. 4.2. Схема транзисторного инвертора.
На базу транзисторов VT1, VT2 попеременно с заданной частотой подается сигнал, который их отпирает (работают в ключевом режиме), поэтому в первичной обмотке трансформатора течет переменный ток, который трансформируется во вторичную цепь. Регулирование режима сварки осуществляется изменением режима работы транзисторов. Как правило, это реализуется либо за счет изменения длительности управляющих импульсов, подаваемых на базы транзисторов, либо изменением их частоты. В связи с тем, что на высокой частоте индуктивное сопротивление трансформатора велико:
где
Внешняя характеристика источника – падающая. Внешние характеристики, поэтому формируются за счет отрицательной обратной связи: 1. По току – для падающих характеристик; 2. По напряжению – для жестких характеристик. В инверторном выпрямителе энергия претерпевает, по крайней мере, 4 ступени преобразования. Несмотря на то, что его схема значительно сложнее, чем у обычных выпрямителей, он экономичен и имеет малую материалоемкость. Сердечник трансформатора имеет сечение в 10÷ 15 раз меньше, чем при Выпрямитель может весить в 5÷ 8 раз меньше обычного на те же показатели. Выпрямитель ВДУИ-302 имеет размеры осциллографа С1-19. Кроме того, очень удобно, оказывается, вводить сигналы обратной связи и сигналы, задающие программируемое изменение режима. Из-за отсутствия транзисторов на большие мощности, в настоящее время, приходится соединять их параллельно, что снижает надежность схемы и ухудшает массогабаритные показатели. Поэтому строят тиристорные схемы.
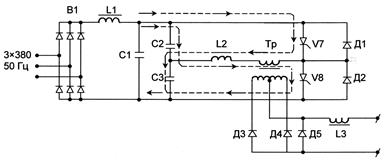
Тиристорные инверторы Основная сложность тиристорных инверторов заключается в том, что тиристор невозможно выключить, снизив до нуля ток управления. Необходимо для этого снизить до нуля анодное напряжение. Это возможно, если последовательно с тиристором включить конденсатор, который, зарядившись, прекратит пропускать ток. Общая схема тиристорного источника показана на рис. 4.3:
Рис. 4.3. Схема тиристорного инвертора.
Сетевое напряжение выпрямляется выпрямителем В1 и сглаживается фильтром L1-C1. Тиристорный инвертор работает так: При подаче управляющего сигнала на тиристор V7 он отпирается и в цепи V7-TP-L2-C3 появляется ток. После того, как конденсатор С3 зарядится, ток упадает до нуля и тиристор закроется, поэтому конденсатор называется коммутирующим. Затем управляющий сигнал поступает на тиристор V8 – он отпирается и ток течет по цепи С2-L2-TР-V8, т.е. в обратном направлении через трансформатор ТР. Популярное:
|
Последнее изменение этой страницы: 2016-04-11; Просмотров: 1244; Нарушение авторского права страницы





 ,
, 

 частота;
частота;  число витков вторичной обмотки;
число витков вторичной обмотки;  коэффициент магнитной связи;
коэффициент магнитной связи;  магнитное сопротивление магнитопровода.
магнитное сопротивление магнитопровода. Гц. Это дает возможность достичь удельной массы – 0, 1
Гц. Это дает возможность достичь удельной массы – 0, 1  .
.