|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Основные виды брака и причины их возникновения
Поверхностный дефект – это такое неблагоприятное состояние наружных слоев слитка, которое при затвердевании металла или при горячей обработке давлением вызывает нарушение сплошности и однородности свойств стали. Основные дефекты поверхности слитков Дефект № 01 Плены на поверхности кузнечного слитка
Рисунок 1 – Плёны на поверхности кузнечного слитка.
Плёны, представляют собой участки поверхности слитка, на которых явно выделена корка, образовавшиеся в результате разливки. Основной причиной возникновения этого вида дефекта является: - интенсивное брызгообразование во время заполнения изложницы металлом. Попавшие на её стенки брызги металла быстро затвердевают и окисляются. Дефект № 02 Продольные, угловые и поперечные горячие трещины
Рисунок 2 – Общий вид продольной трещины на поверхности цилиндрического слитка.
Горячие трещины (продольные, угловые, поперечные и д.р.) возникают при температуре, близкой к температуре кристаллизации (то есть тогда, когда твёрдая корочка формирующегося слитка не имеет достаточной прочности) и относится к поверхностным дефектам. Трещины этого вида появляются как в процессе наполнения изложницы, так и сразу после его затвердевания. Они проникают на глубину 50-60 мм, а их длина может достигать одного метра и более. Особенно склонны к горячим трещинам марки стали с низким содержанием углерода. Дефект № 03 Неметаллические включения
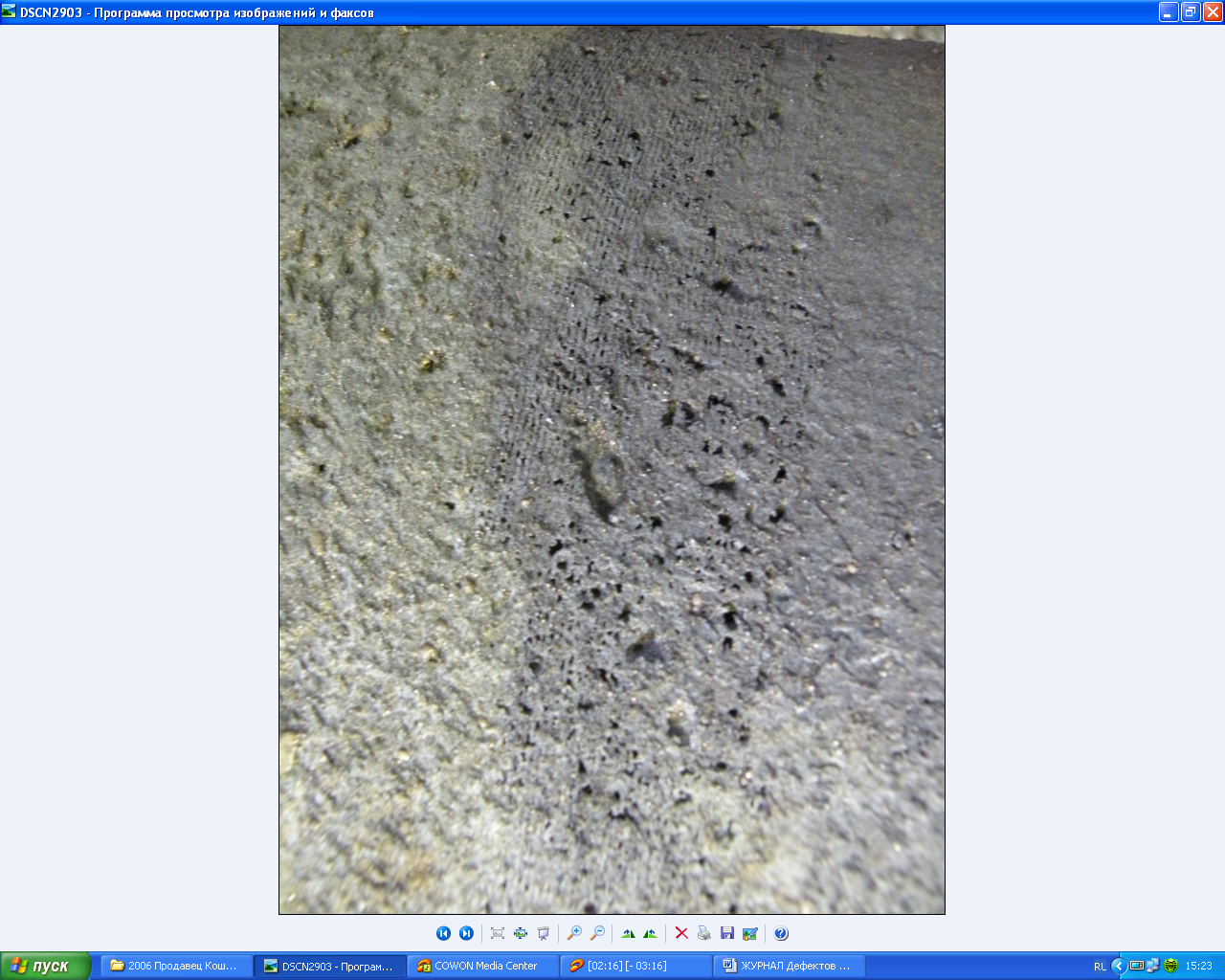
а
б
Рисунок 3 (а, б) – Неметаллические включения.
Неметаллические включения в слитке оказывают нежелательное влияние на механические свойства стали и ухудшают её качество. Они могут быть природными (эндогенными) и посторонними (экзогенными), которые подверглись воздействию компонентов жидкой стали или раскислителей. Эндогенные включения образуются в результате протекания в металле реакций. Эти включения содержат: сульфиды MnS и FeS; окислы FeO, Fe2O3, MnO, TiO1, Ai2O3, SiO2; высокожелезестые силикатные стёкла и файялит 2FeO·SiO2, фосфиды Fe2P; нитриды TiN, ZrN2, VN, BN, Si3N4, Fe4N, Fe2N; карбиды. Как правило, эндогенные включения однофазные или имеют специфическую послойную многофазность, обусловленную последовательным образованием разных соединений на первоначально возникшем центре (например, в центре окисел, вокруг него сульфид, затем нитрид), и отличаются малыми размерами: от десятых долей до 6 мкм. Экзогенные включения попадают в металл извне. Это чаще всего увлеченные потоками металла частицы огнеупорных материалов и шлака, возникшие в результате химического воздействия с расплавленным металлом и неметаллическими включениями в металле огнеупоров и огнеупорных обмазок; механического размывания огнеупоров. Особенностями экзогенных включений являются сложность состава, многофазность и относительно большие размеры (более 10 мкм). Дефект № 04 Раковина
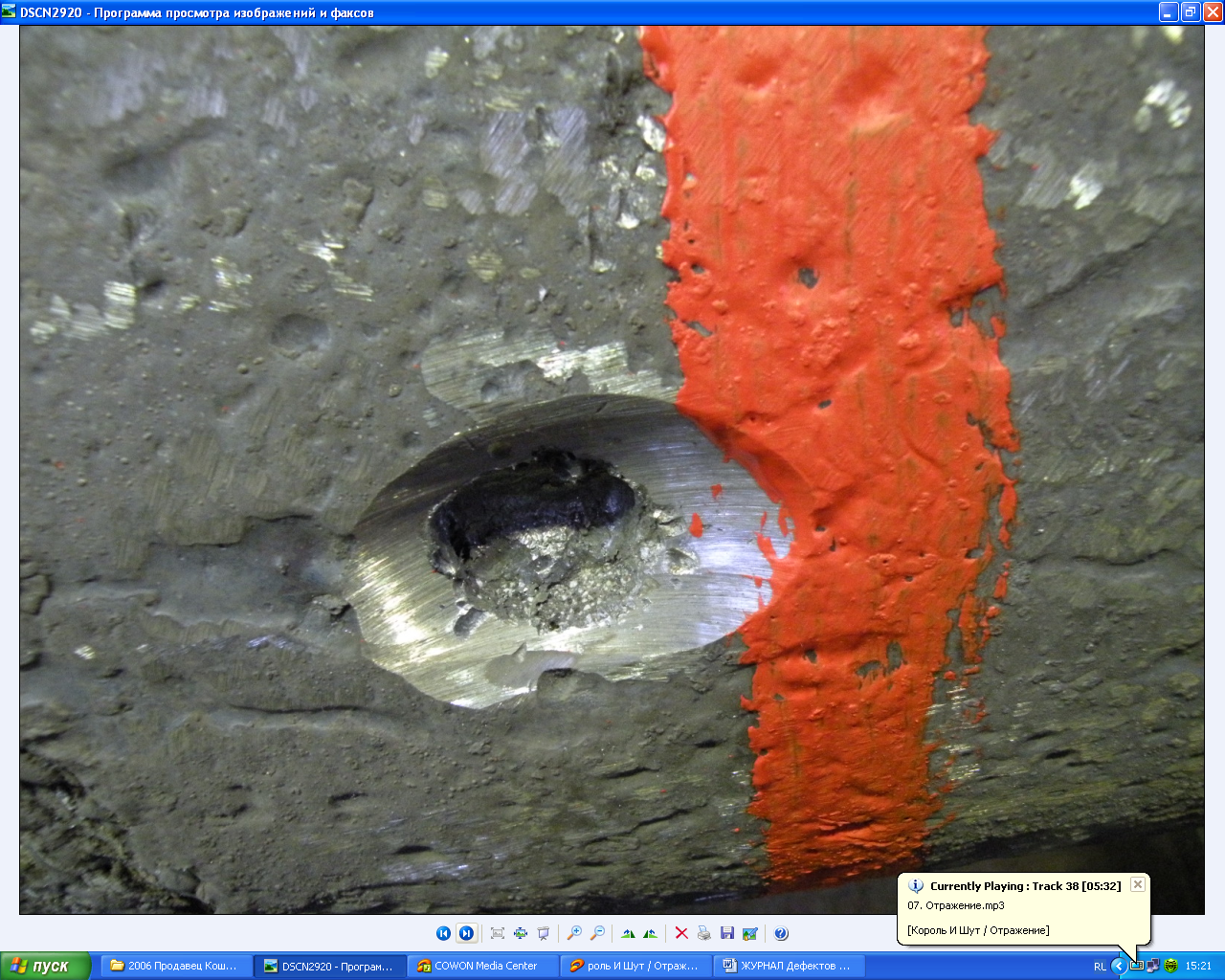
Рисунок 4 – Раковина глубиной более 20 мм. Локальные раковины от неметаллических включений, а также от включений теплоизолирующей смеси глубиной залегания более 20 м. Дефект № 05 Подкорковые пузыри
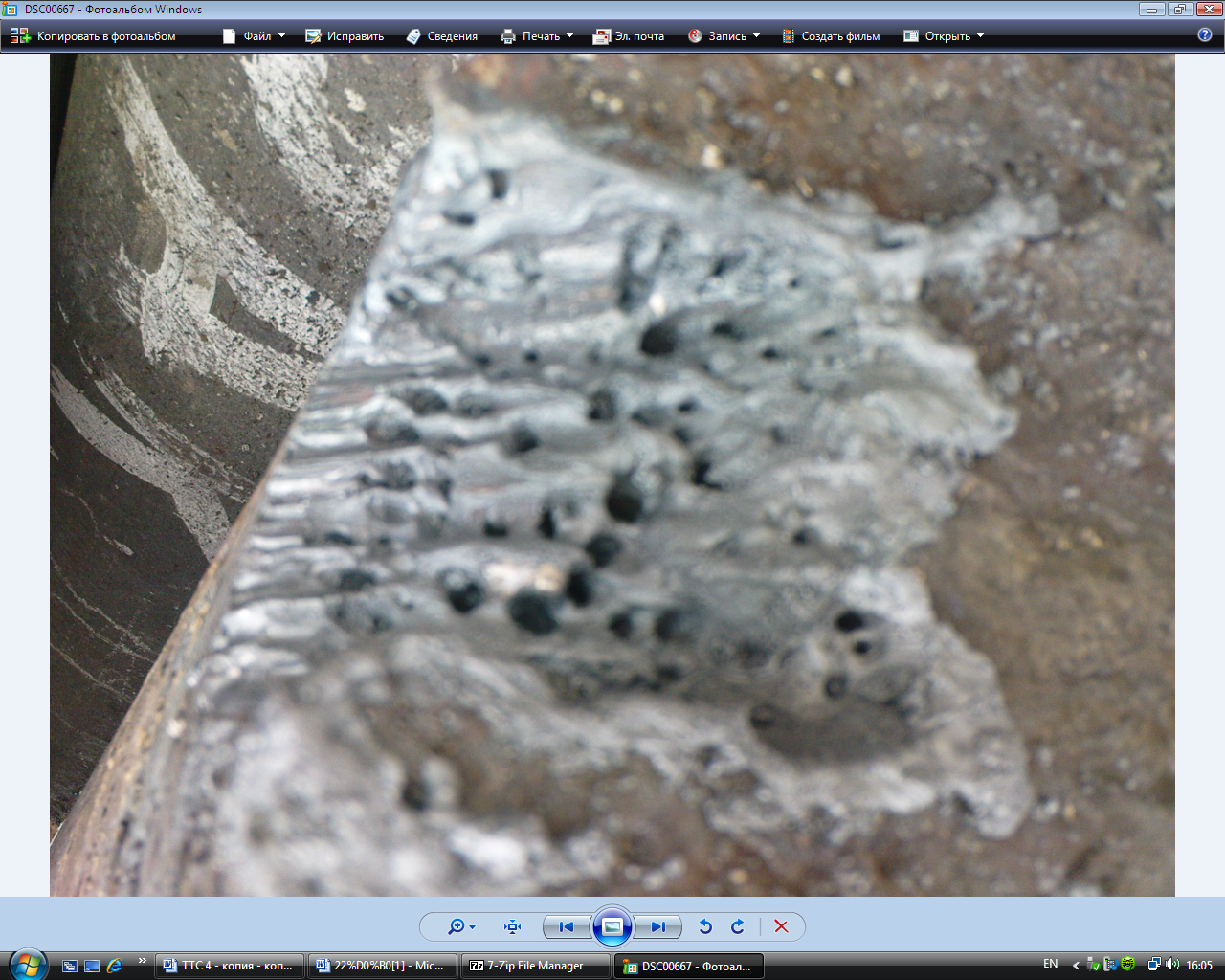
а
Рисунок 5 (а, б) – Подкорковый пузырь Подкорковый пузырь образуется при повышенном содержании газов (особенно кислорода). Это связано с недораскисленностью стали, взаимодействием окисленной плёнки и металла, захлёстыванием газовой среды струёй металла. Повышенное содержание водорода в стали также способствует образованию пузырей, а также в случае попадания влаги в поры внутренней поверхности изложницы. Поражённость поверхности слитков дефектом типа «газовый пузырь» увеличивается при разливке холодного металла. Дефект № 06 Заворот корки
Рисунок 6 – Завороты на кузнечном слитке.
Уменьшение температуры разливки стали ниже оптимальной, ровно как и скорости разливки, приводит к появлению дефекта «заворот корки». Особенно грубые завороты получаются при наполнении изложницы металлом с перерывами струи.
Популярное:
|
Последнее изменение этой страницы: 2016-06-04; Просмотров: 1300; Нарушение авторского права страницы