|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Демонтаж и монтаж цилиндров и головок цилиндров.
Демонтаж и монтаж цилиндров и головок цилиндров производятся, как правило, в случае их смены или в случае замены изношенных поршней новыми. Прежде чем начать демонтаж, необходимо снять седло, топливный бак и кабельные концевые муфты со свечей зажигания. Затем следует с помощью бокового ключа вывернуть четыре гайки М8, крепящие фланец карбюратора к цилиндрам. Фланец — общий для обоих цилиндров. Потом, при помощи отвертки, ослабить крепежные ленты на резиновой трубке, соединяющей карбюратор с глушителем шума всасывания. Снять трубку, а карбюратор с фланцем отсоединить от цилиндров. Теперь нужно вывернуть гайки М8, крепящие к цилиндрам алюминиевые фланцы выхлопных патрубков. Отодвинуть в стороны патрубки. Топливный бак можно снять только после снятия седла. Закрыть топливный кран, отсоединить шланг от карбюратора. С помощью торцевого ключа вывернуть болт М8 из заднего захвата в отверстии поперек трубки верхней части рамы. Бак сзади приподнять и, подтягивая назад, выдвинуть из переднего захвата. Торцевым ключом сначала ослабить, а затем вывернуть 8 гаек М10, которые крепят цилиндры и головки цилиндров к картеру двигателя. Снять головки цилиндров и пусковым рычагом повернуть кривошипно-шатунный механизм до того, чтобы поршень цилиндра, подлежащего демонтажу, находился в нижней мертвой точке. Затем снять цилиндр и в образовавшееся отверстие положить чистую тряпку, чтобы предотвратить попадение грязи или посторонних предметов в пространство картера.
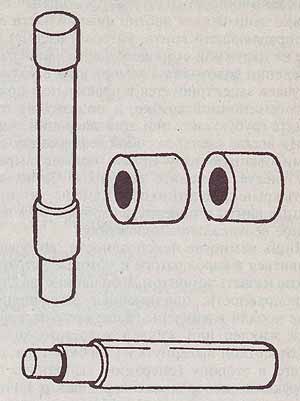
До монтажа цилиндра рекомендуется очистить его посадочную поверхность на картере двигателя. Рабочую поверхность цилиндра, которую образует запрессованная чугунная гильза, смазать маслом и посадить на болты картера двигателя. Действовать очень осторожно! Поршневые кольца должны быть правильно посажены в замках, чтобы не повредились. Под головки цилиндров вставить новые уплотнительные кольца и крепежные гайки крестообразно дотягивать тарированным ключом усилием 17, 6 Нм. Сняв оба цилиндра, можно вынуть поршни. Обращаем внимание на то, что поршневой палец посажен в игольчатом подшипнике без сепаратора, так что по этой причине не рекомендуется снимать поршень без специальных приспособлений из набора сервисного инструмента. Сначала снять поршневые кольца и специальными клещами для стопорных колец вынуть предохранители поршневого пальца. Выдавливающим штифтом поршневого пальца диаметром 16 мм, выколоткой и небольшим молотком вдавить поршневой палец настолько далеко, чтобы уступ выдавливающего штифта находился на уровне отверстия поршня. Затем вставить в отверстие поршня вспомогательную гильзу, вставить в нее выдавливающий штифт, который также вставить в отверстие до уступа. Вынув штифт и поршневой палец, снять поршень с верхней головки шатуна. Вспомогальную гильзу, оставшуюся между иглами в головке шатуна, зафиксировать проволокой вместе с обоими первоначальными ограничительными кольцами за иглами.
До монтажа поршней необходимо убедиться в том, вставлены ли в верхние головки шатунов все игольчатые ролики (их должно быть 28) и ограничительные кольца. Вспомогательные гильзы оставить в головках шатунов, снять проволоку и осторожно надевать поршень на шатун. Одновременно обращать внимание на то, чтобы не выпали ограничительные кольца или игольчатые ролики. Поршень должен иметь обозначение «L» или «Р» («L» — левый, «Р» — правый) для конкретного цилиндра, а стрелка, размещенная вместе с буквой на днище поршня, должна направляться вперед к выпускным каналам. Для вдавливания поршневого пальца опять применить небольшой молоток, выколотку и выдавливающий штифт. Потом зафиксировать поршневой палец предохранителями, таким образом, чтобы их незначительно изогнутые концы направлялись от торца пальца. Чтобы убедиться в том, что поршни в цилиндре движутся параллельно со стенкой цилиндра, еще один раз до монтажа поршневых колец произвести простой проверочный контроль. Посадить цилиндры на поршни и, поворачивая кривошипно-шатунный механизм пусковым рычагом, следить за тем, имеется ли в верхней мертвой точке поршней одинаковый зазор в обе стороны. В случае, если один из поршней остается прижатым к одной стороне цилиндра и даже после отжатия возвращается на эту сторону, необходимо вынуть цилиндр и шатун с поршнем осторожно изогнуть на противоположную сторону. Эта операция называется регулировка угла шатуна. У правильно отрегулированного шатуна во время контроля должен быть одинаковый зазор поршня с обоих сторон цилиндра. Поршневые кольца необходимо заменять в том случае, если их зазор в замках превышает 0, 8 — 1 мм. Этот зазор определяется следующим образом: снятое кольцо осторожно вставить в верхнюю часть цилиндра и с помощью штангенциркуля измерить расстояние концов кольца. Таким образом можно измерить и новые кольца. У последних зазор в замках должен быть в пределах 0, 2 — 0, 3 мм. В случае меньшего зазора рекомендуется опилить концы поршневых колец надфилем. В случае, если кольца не сменяются, необходимо, чтобы они попали в первоначальные пазы, причем важное значение имеет также сохранение их прежнего положения — блестящая уплотнительная поверхность кольца должна быть повернута вниз. И еще один совет: для облегчения демонтажа и монтажа поршневых колец рекомендуется пользоваться тремя тонкими стальными пластинами, подкладывая их в середине и на обоих концах кольца. В случае монтажа, новых поршней сначала убедиться в их соответственной классификации А, В и С по отношению к отдельным цилиндрам. Размеры поршней и цилиндров указываются ниже в таблицах. И наконец еще одно важное предостережение. Завод-изготовитель поставляет запасные цилиндры исключительно лишь в основных размерах нормального состояния. В приведенной ниже таблице даются размеры для шлифовки цилиндров, которую производит специальная мастерская. После шлифовки нужно изменить маркировку цилиндра на верхней поверхности. Не рекомендуется проводить эти работы без специальных знаний и соответствующего машинного и инструментального оборудования. Классификация поршней
D — диаметр поршня в мм Классификация цилиндров
Популярное:
|
Последнее изменение этой страницы: 2016-06-04; Просмотров: 546; Нарушение авторского права страницы