
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Механизированная намотка катушечной группыСтр 1 из 9Следующая ⇒
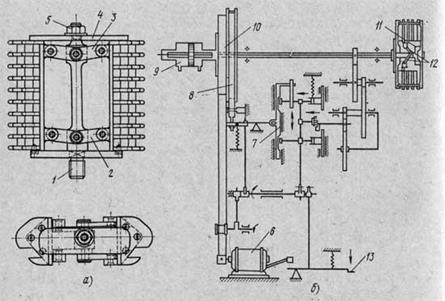
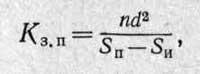
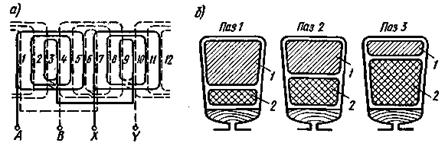
Механизированная намотка катушечной группы: а — шарнирный шаблон, б — кинематическая схема механического привода; 1 — оправка, 2 и 3 — шарнирные планки, 4 — фиксирующая планка, 5 — гайка, 6 — электродвигатель, 7 — механизм зацепления автоматической остановки станка, 8 — ленточный тормоз, 9 — пневматический цилиндр, 10 — передача, 11 — шаблон, 12 — шарнирный механизм шаблона, 13 — педаль включения станка. Для намотки катушечной группы на шаблоне с механическим приводом заводят конец провода в шаблон 11 и включают станок. Намотав требуемое количество витков (от 4 до 25), станок автоматически останавливается. Для съема намотанной катушечной группы станок оборудован пневматическим цилиндром 9, который через тягу, проходящую внутри полого шпинделя, действует на шарнирный механизм 12 шаблона. При этом головки шаблона сдвигаются к центру и катушечная группа снимается с шаблона. Готовую катушечную группу укладывают в пазы. Нередко при ремонте обмоток двигателей приходится заменять отсутствующие провода требуемых марок и сечений имеющимися проводами. По этим же причинам намотку катушки одним проводом заменяют намоткой двумя и более параллельными проводами, суммарное сечение которых эквивалентно требуемому. При замене проводов обмоток ремонтируемых двигателей предварительно (до намотки катушек) проверяют коэффициент заполнения паза Кз, п по формуле:
где: n — общее число проводов в пазу; d — диаметр изолированного провода (по изоляции), мм; Sи — площадь сечения паза, мм2; Sп — суммарная площадь сечения изоляции (прокладок, пазовой коробки и клина), мм2. Коэффициент заполнения паза должен быть 0, 7 — 0, 75. При коэффициенте более 0, 75 затруднена укладка проводов в пазы, а менее 0, 7 — провода неплотно размещаются в пазах и не полностью используется мощность двигателя.
Одно-двухслойные обмотки. В обычной двухслойной обмотке в некоторых пазах располагают стороны катушек, принадлежащих к одной и той же фазе (например, пазы 3, 5, 7 и другие на рис. 3.22, б), а в других - стороны катушек разных фаз. В однодвухслойной обмотке в пазах, в которых размещены стороны катушек одной и той же фазы, помещают однослойную катушку (большую с двойным числом витков), а в остальных пазах - в два слоя стороны катушек разных фаз (рис. 3.24). Такая обмотка состоит из концентрических катушек; число катушечных групп равно числу полюсов. Катушечная группа состоит из одной большой и q - 2 малых ка-
тушек (всего q - 1 катушка). Шаг большой катушки уб = τ - 1; шаги малых катушек ум1 = yб - 2; ум2= yб - 4; ум3 = yб - 6.... Указанная обмотка выполнима только при q > 2. При q = 2 она превращается в концентрическую однослойную обмотку. Расчетное укорочение шага в обмотке с одной большой катушкой в каждой катушечной группе β = π (q — 2)/3q. Одно-двухслойную обмотку можно выполнить и с двумя большими катушками в катушечной группе. В этом случае общее число катушек в группе равно q - 2 и расчетное укорочение шага β = π (q - 1)/3q. Такая обмотка выполнима при q > 4.
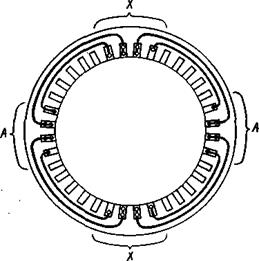
Точные обмотки. В некоторых видах микромашин (например, в поворотных трансформаторах) для большего приближения МДС к синусоидальной форме требуется применять более сложные - точные - обмотки (синусные, трапецеидальные и др.). При синусной обмотке в пазах, расположенных в пределах одного полюсного деления т, укладывают неодинаковое число витков данной фазы. При этом они должны быть распределены по отдельным пазам так, чтобы линейная нагрузка А (число ампер на 1 см окружности статора или ротора), а следовательно, и МДС распределялись вдоль окружности статора или ротора по синусоидальному закону. Однако из-за ограниченного числа пазов распределение витков по пазам не может быть идеально синусоидальным,
а носит ступенчатый характер. Поэтому в машинах с синусными обмотками делают скос пазов на одно зубцовое деление. Это практически уничтожает зубцовые гармонические в кривых магнитного поля и ЭДС.
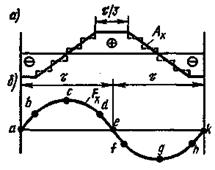
Поскольку выполнение синусных обмоток более трудоемко, чем равнокатушечных, часто и в микромашинах применяют равнокатушечные двухслойные обмотки с трапецеидальным распределением линейной нагрузки вдоль окружности статора. Наилучшие результаты (для равнокатушечных обмоток) дает распределение линейной нагрузки Ах в виде трапеции с верхним основанием, равным 1/3 полюсного деления (рис. 3.25, а). В этом случае полностью уничтожается третья гармоническая и значительно ослабляются пятая, седьмая и др. Так, например, при указанном на рис. 3.25, а распределении линейной нагрузки Ахкривая распределения МДС Fx (рис. 3.25, 6) состоит из отрезков прямых ab, de, ef, hk и параболbc, cd, fg, gh и весьма близка к синусоиде. На рис. 3.26, а для примера приведена схема такой обмотки при 2р = 2 и z = 12. Обмотка выполнена двухслойной: витки фаз АХ и BY закладывают в одни и те же пазы, но числа витков одной фазы в каждом пазу различны (рис. 3.26, 6). Оси обмоток различных фаз сдвинуты в пространстве на половину полюсного деления. Лобовые части обеих
фаз при выходе из пазов изгибают в двух плоскостях, как показано на рис. 3.20. Для машин большой мощности применение точных обмоток обычно нецелесообразно, так как они дают существенное уменьшение первой гармонической МДС.
9) Обмотки с дробным числом пазов на полюс и фазу. Обмотки с дробным числом пазов на полюс — фазу представляют значительный интерес при модернизации машин, так как дают возможность использовать одинаковые статоры для различного числа пар полюсов. В этих обмотках на каждую фазу приходится равное целое число пазов, которое, однако, не делится на число полюсов.
Поэтому число пазов, относящееся к данной фазе, распределяется по полюсам не поровну и фаза имеет разное (чередующееся) число катушек по полюсам. Например, для обмотки с числом пазов 2=18, числом пар полюсов р = 2, числом фаз т=3 У такой обмотки число катушек, принадлежащих к одной фазе, чередуется; на одну пару гюлюсов приходится одна катушка, на вторую — две. Схема такой обмотки (однослойной) приведена на рис. 3-4. Очевидно, что такой порядок чередования катушек 1—2 сохранится, но будет повторен дважды, если в обмотке будет не четыре полюса, а восемь, и число пазов будет соответственно не 18, а 36. Рис. 3-4. Дробная обмотка. Однослойная—2 =18; 2р = 4; m = 3; 9 = 1'/2; обмотка симметричная: все фазы одинаковы, катушечные группы с двойным числом катушек и катушечные группы с одинарным числом катушек, равномерно распределены по окружности статора.
У такой обмотки число катушек, принадлежащих к одной фазе, чередуется; на одну пару гюлюсов приходится одна катушка, на вторую — две. Схема такой обмотки (однослойной) приведена на рис. 3-4. Очевидно, что такой порядок чередования катушек 1—2 сохранится, но будет повторен дважды, если в обмотке будет не четыре полюса, а восемь, и число пазов будет соответственно не 18, а 36.
Если q равняется, например, 1 */5, то чередование катушек будет: 1—1—1—1—2 или 1—1—2—1—1, т. е. пять пар полюсов, из которых на четверых размещается по одной катушке данной фазы, а на пятой—две катушки. Если q==l 3/5, то чередование будет 1—2—2—2—1 или 1—2—1—2—2; ^^l1/, может иметь место при семи парах полюсов и т. п. Если q равно, например, 2'Д. то будут чередоваться группы из двух и трех катушек. Вообще q можно представить суммой целого числа а и правильной дроби b/c; b/c< C\; q = a-\-b/c. Если показатель дробности с равен или кратен 3, то получить симметричную (т. е. обмотку с одинаковыми фазами) трехфазную обмотку нельзя. Другим условием, без выполнения которого не может быть получена симметричная дробная обмотка, является условие -г- равно целому числу. Здесь z — число пазов, т — число фаз, t — наибольший общий делитель числа пазов и числа пар полюсов р. Например, для z=102, р=8, t=2, а для z='.\2Q, р=9, £ =3 При г=24, р=5, t=\ Для однослойных обмоток, у которых общее число катушек равно половине числа зубцов, дополнительным условием является целое число катушек в фазе Обмотки с дробным числом q применяют в многополюсных машинах (например, в гидрогенераторах), в которых из-за ограниченных размеров полюсного деления q может быть небольшим. Такие обмотки позволяют при сравнительно небольшом общем числе пазов машины получить приближающуюся к синусоиде кривую ЭДС. Объясняется это тем, что последовательно соединенные группы катушек одной фазы, лежащие под разными полюсами, оказываются немного сдвинутыми в поле, что и ведет к уменьшению высших гармонических. Чтобы двухслойная обмотка с дробным числом пазов на полюс и фазу была симметричной, т. е. в этой обмотке ЭДС фаз были бы равны и имели бы сдвиг на один и тот же угол 360°/m, необходимо выполнение условия Z/(mt) = целое число, где t - наибольший общий делитель общего числа пазов машины Z и числа пар полюсов р. Для двухслойной обмотки с дробным q распределение верхних катушечных сторон в пазах по фазам удобно производить путем построения специальной таблицы. Для этого числоq=b+c/d представляется в виде неправильной дроби q=N/d, где b - целая часть дробного числа q; с и d - числитель и знаменатель его дробной части; N = (bd+c) - числитель неправильной дроби. Далее составляется сетка для таблицы с числом строк, равным числу полюсов 2р, и числом столбцов, равным 3N. Столбцы разделяются на три одинаковые по ширине части. Каждая часть относится к определенной фазе и содержит N клеток по горизонтали. Затем в клетки с шагом, равным d, последовательно вписываются номера пазов; номера пазов в столбцах показывают, что в них располагаются верхние стороны катушек данной фазы. На схеме-развертке соединение верхних сторон катушек с нижними производят с шагом у.
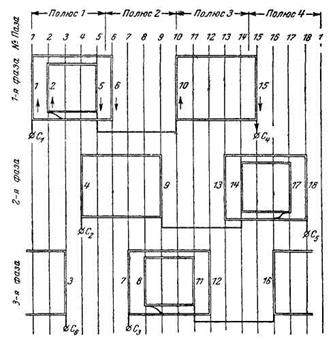
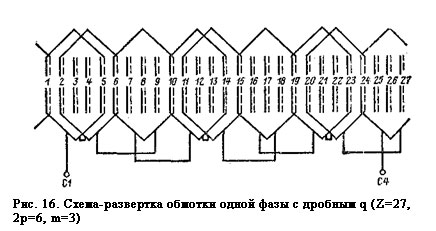
Для примера рассмотрим трехфазную обмотку с Z=27 и 2р=6. Тогда q=27/(2∙ 3∙ 3) =1 1/2=3/2=N/d. Составим сетку для таблицы с числом строк, равным 6, числом вертикальных столбцов, равным 9, и впишем в нее номера пазов. По этой таблице на рис. 16 построена схема-развертка обмотки одной фазы (фазы А). Из таблицы и рисунка можно выявить характерную особенность обмоток с дробным q- у них катушечные группы состоят из различного числа катушек и чередуются с определенной периодичностью. Дробному q соответствует среднее число катушек в катушечной группе. В электромагнитном отношении обмотка с дробным q эквивалентна обмотке с целым q при q = N.
Распределение верхних катушечных сторон фаз в пазах статора
10) Основные принципы выбора воздушного зазора электрических машин, анализ влияющих на него факторов. Правильный выбор воздушного зазора δ во многом определяет энергетические показатели асинхронного двигателя. Чем меньше воздушный зазор, тем меньше его магнитное сопротивление и магнитное напряжение, составляющее основную часть МДС магнитной цепи всей машины. Поэтому уменьшение зазора приводит к соответственному уменьшению МДС магнитной цепи и намагничивающего тока двигателя, благодаря чему возрастает его cosφ и уменьшаются потери в меди обмотки статора. Но чрезмерное уменьшение δ приводит к возрастанию амплитуды пульсаций индукции в воздушном зазоре и, как следствие этогo, к увеличению поверхностных и пульсационных потерь. Поэтому КПД двигателей с очень малыми зазорами не улучшается, а часто даже становится меньше. В современных асинхронных двигателях зазор выбирают, исходя из минимума суммарных потерь. Так как при увеличении зазора потери в меди возрастают, а поверхностные и пульсационные уменьшаются, то существует оптимальное соотношение между параметрами, при котором сумма потерь будет наименьшей. Такие расчеты проводят на ЭВМ по оптимизационным программам. При учебном проектировании воздушный зазор следует выбирать, руководствуясь данными выпускаемых двигателей (рис.4.9), либо рассчитав по следующим приближенным формулам.
Для двигателей мощностью менее 20 кВт воздушный зазор, м, равен: при 2p=2
при 2р > 4
Для двигателей средней и большой мощности
Поверхностные и пульсационные потери в двигателях зависят не только от амплитуд, но и от частоты пульсаций индукции в воздушном зазоре. В быстроходных двигателях частота пульсаций больше, чем в тихоходных, так как она пропорциональна частоте вращения. Для уменьшения этого вида потерь δ в быстроходных двигателях выполняют большим, что уменьшает амплитуду пульсаций. В статорах высоковольтных машин применяют только открытые пазы, и при малых зазорах это может привести к большим пульсациям индукции, поэтому воздушный зазор в них выполняют большим, обычно равным 1, 5—2мм. Воздушный зазор, полученный по эмпирическим формулам или из графиков, следует округлять до 0, 05 мм при δ < 0, 5 мм и до 0, 1 мм при δ > 0, 5мм. Например, зазор выбирают равным 0, 35; 0, 4; 0, 45; 0, 5; 0, 6 мм и т.д. Выбранный по приведенным рекомендациям воздушный зазор обычно превышает минимально допустимый по механическим условиям. Однако все же необходимо провести механический расчет вала проектируемого двигателя. Прогиб вала не должен быть больше 10% воздушного зазора.
11) Итерационный подход к проектированию индукторов электрических машин. Общие принципы расчета обмоток возбуждения. Итеративный (или итерационный) подход (англ. iteration, «повторение») в проектировании — это выполнение работ параллельно с непрерывным анализом полученных результатов и корректировкой предыдущих этапов работы. Метод последовательных приближений основан на том, что все расчеты и графические построения, связанные с определением основных элементов, разбиваются на несколько приближений. При этом в каждом последующем приближении происходит уточнение элементов, установленных в предыдущем. Уточнение осуществляется или за счет более точных и детальных расчетов и построений, или путем учета требований, которые на предыдущих этапах не принимались во внимание. Так повторяется до тех пор, пока не будет обеспечено выполнение всех требований предъявляемых к проектируемому судну, проверенных с возможно наибольшей точностью. Разделение процесса проектирования на отдельные приближения достаточно условно. В качестве объективного критерия, позволяющего отделить одно приближение от другого, может быть принята совокупность основных элементов полученных в результате выполнения определенного цикла расчетов и построений. Переход к следующему циклу расчетов, направленных на уточнение ранее полученных элементов, соответствует переходу к следующему приближению. Таким образом, для данного метода характерно многократное повторение одних и тех же расчетов с нарастающей точностью. Поэтому, например, водоизмещение в начальных приближениях определяется с помощью коэффициента утилизации водоизмещения, затем путем расчета укрупненной нагрузки и наконец, на заключительных этапах – вычислением всех компонентов детальной нагрузки путем постатейного пересчета. То же самое можно сказать и о расчетах потребной мощности СЭУ – вначале с помощью простейших двухкомпонентных формул, затем используя более точные графики (например, график Папмеля), и наконец, детальный расчет всех составляющих, включая пропульсивный коэффициент. Графическим выражением отмеченной цикличности расчетов является так называемая спираль проектирования Каждая итерация представляет собой законченный цикл разработки, приводящий к выпуску внутренней или внешней версии изделия, которое совершенствуется от итерации к итерации, чтобы стать законченной системой (рис. 1.2).
Использование спиральной модели позволяет осуществлять переход на следующий этап выполнения проекта, не дожидаясь полного завершения текущего, — недоделанную работу можно будет выполнить на следующей итерации. Главная задача каждой итерации — как можно быстрее создать работоспособный продукт для демонстрации пользователям. Таким образом, существенно упрощается процесс внесения уточнений и дополнений проект.
Преимущества итерационного подхода: • итерационная разработка существенно упрощает внесение изменений в проект при изменении требований заказчика; • при использовании спиральной модели отдельные элементы АИС интегрируются в единое целое постепенно. Поскольку интеграция начинается с меньшего количества элементов, то возникает гораздо меньше проблем при ее проведении; • снижение уровня рисков (следствие предыдущего преимущества, так как риски обнаруживаются именно во время интеграции). Уровень рисков максимален в начале разработки проекта, по мере продвижения разработки он снижается; • итерационная разработка обеспечивает большую гибкость в управлении проектом, давая возможность внесения тактических изменений в разрабатываемое изделие. Так, можно сократить сроки разработки за счет снижения функциональности системы или использовать в качестве составных частей продукцию сторонних фирм вместо собственных разработок (актуально при рыночной экономике, когда необходимо противостоять продвижению изделия конкурентов); • итерационный подход упрощает повторное использование компонентов, поскольку гораздо проще выявить (идентифицировать) общие части проекта, когда они уже частично разработаны, чем пытаться выделить их в самом начале проекта. Анализ проекта после нескольких начальных итераций позволяет выявить общие многократно используемые компоненты, которые на последующих итерациях будут совершенствоваться; • спиральная модель позволяет получить более надежную и устойчивую систему. Это связано с тем, что по мере развития системы ошибки и слабые места обнаруживаются и исправляются на каждой итерации. Одновременно корректируются критические параметры эффективности, что в случае каскадной модели доступно только перед внедрением системы; • итерационный подход позволяет совершенствовать процесс Основная проблема спирального цикла — трудность определения момента перехода на следующий этап. Для ее решения необходимо ввести временные ограничения на каждый из этапов жизненного цикла. Иначе процесс разработки может превратиться в бесконечное совершенствование уже сделанного. _______________________________________________________________________________________ Популярное:
|
Последнее изменение этой страницы: 2016-06-05; Просмотров: 1244; Нарушение авторского права страницы

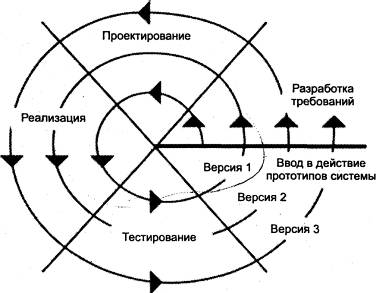 Таким образом, каждый виток спирали соответствует созданию фрагмента или версии программного изделия, на нем уточняются цели и характеристики проекта, определяется его качество, планируются работы на следующем витке спирали. Каждая итерация служит для углубления и последовательной конкретизации деталей проекта, в результате этого выбирается обоснованный вариант окончательной реализации.
Таким образом, каждый виток спирали соответствует созданию фрагмента или версии программного изделия, на нем уточняются цели и характеристики проекта, определяется его качество, планируются работы на следующем витке спирали. Каждая итерация служит для углубления и последовательной конкретизации деталей проекта, в результате этого выбирается обоснованный вариант окончательной реализации.