|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Технологическая схема изготовления печатной формыСтр 1 из 3Следующая ⇒
Содержание Введение…………………………………………………………………..3 1 Печатные формы……………………………...……………………...…5 1.1 Технологическая схема изготовления печатной формы………..…6 1.2 Основные показатели качества для изготовления офсетных печатных форм…………………………………………………………….8 1.3 Контроль качества печатных форм изготовленных по технологии CТP…………………………………………………….….8 2 Изготовление печатных офсетных форм………………………..……11 2.1 Технология Computer-to-Plate………………………………………..11 2.2 Основные типы устройств СТР…………………………………...…12 2.3 Технические характеристики устройств CTP………………………17 3 Расчетная часть………………………………………………………....20 3.1 Характеристика изделия…………………………………………......20 3.2 Оборудование для изготовления форм………………………...…...20 3.3. Расчет количества печатных форм на тираж………………………20 3.4 Макет монтажной формы…………………………………………….21 Заключение……………………………….…………………….…………22 Список литературы...………………………………………………….….23 Введение Для производства полиграфической продукции сегодня существуют различные способы печати: офсетная (или плоская), высокая, глубокая, трафаретная, цифровая и так далее. Разумеется, каждый способ печати имеет свои ограничения, достоинства и недостатки, а также сферу применения. Современное состояние и тенденции развития техники и технологииполиграфического производства характеризуются всё более опережающим ростом удельного веса офсетного способа по сравнению с другими видами печати. С помощью офсетной печати можно изготовить самую разную полиграфическую продукцию - от газет до подарочных изданий книг, от журналов до упаковки. Основные достоинства офсетной печати, по сравнению с другими способами, таковы: -высокое качество печатной продукции; -работа со всеми бумажными носителями любой плотности и абсолютно разными поверхностными структурами; -быстрое и относительно недорогое изготовление печатных форм; -возможности использовать технологии вырубки, конгрева и УФ лакирования; - можно использовать также пантоные, металлизированные краски; - чем больше тираж при изготовлении офсета, тем дешевле отдельное изделие. К недостаткам офсетной печати можно отнести: -большую часть времени при печати офсета занимает этап подготовки к печатанию, поэтому сам процесс растянут по времени; -офсетная печать не подходит для малых тиражей, потому что происходит удорожание единицы продукции; - при печати на цветных бумагах меняется цветопередача. Офсетная печать приобретает всё большее значение при печатании самых различных изданий. Развитие офсетного способа печати во многом обусловлено достижениями современных формных процессов. Обязательным этапом офсетной печати является допечатная обработка, в которую входят: вывод офсетных форм, цветобалансировка, цветопроба, фотовывод, а также спуск полос. Для переноса изображения на печатную форму используются различные технологии: СТР, или с помощью фотоформ, изготовленных цифровым способом или же вручную. Высокое качество и другие специфические требования, предъявляемые к печатным формам, требуют применения специальных формных материалов и тщательной, высокоточной их обработки. Формные пластины для CТP должны обладать высокой чувствительностью к излучению экспонирующего лазера, обеспечивать требуемое разрешение записи и иметь требуемую тиражестойкость. Соответственно их основные характеристики таковы: диапазон максимальной спектральной чувствительности регистрирующего слоя, требуемая величина энергии экспонирования, разрешение, тиражестойкость.[1] Диапазон максимальной спектральной чувствительности регистрирующего слоя формной пластины должен быть согласован с длиной волны излучения лазера экспонирующей установки. Чувствительность регистрирующего слоя пластины к излучению лазера определяет требуемую величину энергии экспонирования: чем меньше последняя, тем больше может быть скорость записи. Разрешение пластины обусловливает минимальный размер печатающего элемента на форме, а значит, качество воспроизведения мелких деталей изображения. В спецификациях пластин обычно указывается диапазон градационной передачи (относительные размеры минимального и максимального воспроизводимых растровых элементов) при определенной линиатуре записи. Тиражестойкость характеризует экономическую эффективность использования формы для печати тиража и зависит от прочности печатающих и пробельных элементов, а также от прочности их соединения друг с другом (обычно речь идет о прочности соединения печатающих элементов и алюминиевой основы, открытые участки которой выполняют роль пробельных элементов). Тиражестойкость печатных форм на основе пластин с полимерным регистрирующим слоем (например, фотополимерных) иногда может быть повышена в 3-4 раза путем термообработки (обжига) формы после проявки. Целью моей работы было рассмотреть процесс изготовление форм, применяемых в офсетной печати, с помощью технологии СТР, а также выбрать оборудование и произвести необходимые расчеты для производства упаковки кукурузные хлопья «Любятово». Печатные формы Печатные формы для офсетной печати представляют собой тонкие (до 0, 3 мм), хорошо натягивающиеся на формный цилиндр, преимущественно монометаллические или, реже, полиметаллические пластины. Используются также формы на полимерной или бумажной основе.
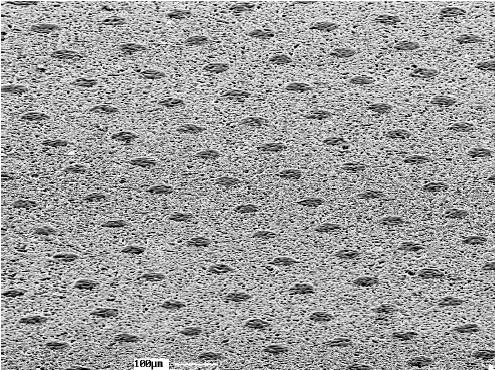
Рисунок 1 - Увеличенное изображение поверхности печатной формы. В способе плоской офсетной печати используются печатные формы, на которых печатающие и пробельные элементы расположены практически в одной плоскости. Они обладают избирательными свойствами восприятия маслосодержащей краски и увлажняющего раствора – воды или водного раствора слабых кислот и спиртов. Печатающие элементы формы – гидрофобные, пробельные – гидрофильные.[2] Оборудование для изготовления форм в современной полиграфической промышленности занимает одно из ведущих мест по количеству выполняемых технологических операций и по своей номенклатуре. Печатные формы изготовляются фотомеханическими, лазерными и электрографическими способами как на отдельных установках, так и на поточных линиях. Эти способы постоянно усовершенствуются, что предопределяет дальнейшее развитие оборудования для изготовления фотографических и печатных форм. На лежащих в одной плоскости пробельных и печатных участках формы имеют разные физико-химические свойства относительно печатной краски и увлажняющего средства. В плоской печати используется известный эффект системы жир-вода, который заключается в том, что вода не способна смачивать жиры. Благодаря этому свойству на форме плоской печати получаются гидрофильные (олеофобные) поверхности, которые удерживают влагу и водные растворы, и гидрофобные (олеофильные), которые удерживают печатную краску. Эти участки создаются изменением свойств поверхности путём нанесения на нее покрытия или влиянием на структуру его материала. Формы офсетной плоской печати в зависимости от количества используемых металлов (одного или нескольких) для создания пробельных и печатающих элементов можно разделить на две основных группы: моно- и полиметаллические. Наиболее часто применяются формные основы из алюминия (или его сплава), углеродистой или нержавеющий стали. Поверхность алюминиевой или стальной пластины монометаллических форм остается без изменений, а в полиметаллических формах на нее наращивают слой меди (на нем дальше создаются печатающие элементы), а сверху его – слой хрома или никеля (для создания пробельных элементов). В обоих случаях на формную пластину наносят копировальный слой – негативный (например, хромированный поливиниловый спирт ПВС или диазосмолу) или позитивный (производные ортонафтехинондиазидов) в зависимости от способа копирования. На этот слой контактным способом копируют растровую или штриховую фотоформу: негатив или диапозитив. Позитивный способ изготовления форм обеспечивает большую точность передачи изображения и стойкость печатающих элементов в процессе печатания. Для изготовления офсетных форм используются алюминий, магниевый сплав алюминия, углеродистая и нержавеющая стали, медь, никель и хром в виде электролитических осадков толщиной 1…8 мкм.
Основные типы устройств СТР В современных системах CТP для офсета применяют лазерные формовыводные устройства трех основных типов (рис. 5) • барабанные, выполненные по технологии «внешний барабан», когда форма расположена на наружной поверхности вращающегося цилиндра (запись изображения на формных пластинах в этих устройствах может осуществляться методом однолучевого или многолучевого сканирования; в первом случае устройства оснащены одним лазером, экспонирующим светочувствительный или термочувствительный слой формного материала, а для многолучевого сканирования записывающая головка формовыводного устройства содержит несколько лазеров (лазерных диодов), при этом число экспонирующих лазерных лучей может быть равно числу лазеров или быть больше этого числа); • барабанные, выполненные по технологии «внутренний барабан», когда форма расположена на внутренней поверхности неподвижного цилиндра (такие устройства состоят из трех последовательно соединяемых секций: ввода, экспонирования и вывода.; секция ввода предназначена для размещения кассеты или нескольких кассет с формными пластинами, автоматического или ручного ввода пластин в секцию экспонирования; секция экспонирования служит для записи изображения и пробивки штифтовых отверстий в формной пластине, секция вывода передает экспонированную пластину непосредственно в процессор для обработки форм или выводит пластину на приемное устройство); • планшетные, когда форма расположена в горизонтальной плоскости неподвижно или совершает движение в направлении, перпендикулярном направлению записи изображения (в отличие от барабанных формовыводные устройства с записью формных пластин, расположенных в плоскости, практически не деформируют пластины во время загрузки и экспонирования; это позволяет работать с пластинами разного формата и толщины с одинаково высокой точностью; система позиционирования автоматически выравнивает края пластины и фиксирует ее с помощью вакуума на подвижном столе, что исключает самопроизвольное смещение пластины во время экспонирования; благодаря высоким скоростям работы (до 1014 мм/мин) на низких разрешениях (1200 dpi) устройство является незаменимым для газетного производства). Такое построение формовыводных устройств объясняется прежде всего сходством их конструкций с фотонаборными автоматами для экспонирования пленок. Внутрибарабанный, внешнебарабанный и планшетный принципы построения имеют свои достоинства и недостатки. Так, достоинствами первого являются достаточность одного источника излучения, благодаря чему достигается высокая точность записи; простота фокусировки и отсутствие необходимости юстировки лазерных лучей; возможность плавного изменения разрешения записи, простота замены источников излучения; легкость установки перфорирующего устройства для штифтовой приводки форм. Внешнебарабанные устройства обладают такими преимуществами, как невысокая частота вращения барабана благодаря наличию многочисленных лазерных диодов; высокая производительность; возможность экспонирования больших форматов. К их недостаткам относят сложность и высокая цена записывающих головок, а также трудоемкость установки устройств для перфорирования форм. Поскольку внешнебарабанная схема характеризуется малым расстоянием от источника излучения до поверхности пластины, то она получила широкое распространение в системах с ИК-лазерами. У устройств с записью на внутреннюю поверхность барабана расстояние от пластины до развертывающего элемента соответствует радиусу барабана и становится тем больше, чем больше формат пластины. Чтобы генерировать на таком расстоянии исключительно маленькую и резкую точку, требуется дорогостоящая оптика. При записи печатных форм скоростные характеристики формовыводных устройств зависят от чувствительности формного материала, от количества и мощности лазеров. Если говорить о тенденциях дальнейшего развития систем CtP, то отметим, что для форматов печатных форм до 70 х 100 см могут одинаково успешно применяться оба основных принципа записи изображений. Для больших форматов печатных форм определенные преимущества имеет техника с внешним барабаном. Планшетный способ широко используются в области форматов до 50 х 70 см — главным образом в газетном производстве, где достаточно небольших форматов и относительно низких разрешений.
Рисунок 5- Способы экспонирования формных пластин: а- на внешней поверхности барабана; б- на внутренней поверхности барабана; в- на плоскости.
В настоящее время для экспонирования печатных форм применяются следующие типы лазерных источников света: 1) аргон-ионный голубой лазер с длиной волны 488 нм; 2) гелий-неоновый красный лазер с длиной волны 633 нм; 3) маломощный красный лазерный диод с длиной волны 670 нм; 4) инфракрасный мощный лазерный диод с длиной волны 830 нм, который получил распространение для экспонирования термочувствительных пластин, требующих более высоких энергетических затрат, и применяется в устройствах с внешним барабаном; 5) инфракрасный мощный лазер ND YAG на иттрий-алюминиевом гранате с неодимом с длиной волны 1064 нм, используемый во многих системах CTP благодаря следующим достоинствам: небольшая длина волны позволяет получить пятно диаметром менее 10 мкм и значительно повысить разрешение системы при записи; минимальные потери при прохождении по световолоконным световодам и легкость модулирования упрощают конструкцию лазерных установок; значительное число известных материалов (в особенности металлы) имеют более высокий коэффициент поглощения в области длин волн 1, 06 мкм, что облегчает разработку формных пластин и повышает эффективность лазерной записи; 6) зеленый лазер на иттрий-алюминиевом гранате с двойной частотой ND YAG с длиной волны 532 нм; 7) фиолетовый лазерный диод с длиной волны 400-410 нм, который позволяет использовать обычные светочувствительные пластины, применяемые для контактного копирования. В зависимости от типа источника лазерного излучения различные фирмы предлагают специальные формные пластины, которые можно разделить на фотополимерные, серебросодержащие, с гибридными слоями, с термочувствительными слоями. Фотополимерные формные пластины содержат композиции из фотополимеров, в которых экспонированные участки поверхности теряют способность растворяться в технологических растворах в ходе последующей обработки, образуя при этом печатающие элементы, а неэкспонированные участки вымываются растворами, формируя пробельные элементы (рисунок6). Серебросодержащие формные пластины заключают в себе чувствительный к определенному участку спектра галогенсеребряный слой, под которым находится слой физического проявления. Попадание света на слой галогенида серебра вызывает диффузию серебра в слой физического проявления, что приводит к созданию на алюминиевой поверхности пластины «серебряного» изображения. После проявления такое изображение становится олеофильным — способным удерживать печатные краски, а остальные области пластины приобретают гидрофильные свойства. Серебросодержащий слой высокочувствителен, поэтому пластины этого типа экспонируются лазерами малой мощности (5 мВт). В настоящее время оборудование для экспонирования серебросодержащих пластин комплектуется фиолетовыми лазерами.
Рисунок 6- Экспонирование галогенсодержащей пластины: а — пластина до экспонирования; б — пластина после экспонирования.
Формные пластины, содержащие галогенсеребряные слои, изготавливаются на бумажной, полимерной и металлической подложке. Офсетные печатные формы на бумажной основе выдерживают тиражи до 5 тыс. экземпляров, однако из-за пластической деформации увлажненной бумажной основы в зоне контакта формного и офсетного цилиндров штриховые элементы и растровые точки сюжета искажаются, поэтому бумажные формы могут быть использованы только для однокрасочной печати. Формы на полимерной основе имеют максимальную тиражестойкость до 20 тыс. экземпляров. Тиражестойкость формных пластин с галогенсеребряными слоями с металлической основой составляет до 250 тыс. оттисков. В формных пластинах с термослоями печатающие и пробельные элементы формируются под действием лазерного инфракрасного излучения с длиной волны 830 нм и выше. При этом печатающие и пробельные элементы печатной формы могут формироваться по принципу непосредственного теплового воздействия на термослой, в котором экспонированные участки переходят из гидрофильного в гидрофобное состояние, либо по принципу диффузионного переноса изображения в многослойных структурах, либо по принципу двойного слоя, при котором после воздействия ИКизлучения печатающие и пробельные элементы формируются в разных слоях, образуя микрорельеф изображения. Термопластины нечувствительны к дневному свету. Тиражестойкость печатных форм достигает 250 тыс. экземпляров без обжига и 1 млн. экземпляров с обжигом. Расчетная часть Характреристика изделия Упаковка для кукурузных хлопьев «Любятово» на картоне Мультиколор Мирабель 350 г/м2. Красочность 4+0, офсетные краски Sun Chemical, тираж 60000 оттисков.
Рисунок 7- производимая упаковка Заключение В данной курсовой работе была представлена типовая схема технологического процесса изготовления печатных форм, их основные характеристики и методы контроля качества, а также была рассмотрена технология СТР. CTP - относительно новая технология для отечественного полиграфического рынка. За период ее становления в России было произведено множество тестов оборудования CTP, которые доказали преимущество использования и экономические выгоды применения систем прямого вывода печатных форм в типографиях различного уровня. Сегодняшний ассортимент предлагаемых СТР очень широк, и каждая из существующих технологий имеет свои преимущества. Преимущество CTP перед фотонаборными автоматами состоит в том, что нет необходимости в фотоформах. Также эта технология позволяет добиться лучшего совмещения при офсетной печати, повышает чёткость выводимых точек за счёт исключения промежуточного этапа. Для печати представленной упаковки выбрано устройство CТP на основе внутреннего барабана. Использование такой технологии обеспечивает на форме получение в высшей степени геометрически точного растрового и штрихового изображения - и все это без каких-либо потерь в качестве. Использование стандартных аналоговых пластин, которые дешевле термочувствительных, уменьшает стоимость вывода комплекта форм, а также дает возможность применять более широкий круг материалов, чтобы не зависеть от одного поставщика.
Список литературы 1. Офицерова, Н.В. Технология полиграфического производства. Технология допечатных процессов: учеб. пособие [для студентов образоват. учреждений сред. проф. образования по спец. 261203 «Полиграфическое производство»] / сост. Н.В. Офицерова; Моск. изд.-полигр. колледж им. И. Федорова.-М.: МИГТК, 2006. - 216с 2. Киппхан, Г. Энциклопедия по печатным средствам информации. Технологии и способы производства/Гельмут Киппхан; Пер. с нем. - М.: МГУП, 2003.-1280с. 3. Самарин, Ю.Н. Технология и оборудование для прямого экспонирования печатных форм// Компьюарт.2006. №2 4. Полянский, Н.Н. Технология формных процессов: учебник/ Н.Н. Полянский, О.А. Карташева, Е.Б. Надирова; под общ. ред. Н.Н. Полянского; М-во образования и науки РФ, МГУП.-М.: 2007.- 364с. 5. Королев, К. CtP Luscher XPose! UV — все дело в пластинахформ// Компьюарт.2008. №4
Содержание Введение…………………………………………………………………..3 1 Печатные формы……………………………...……………………...…5 1.1 Технологическая схема изготовления печатной формы………..…6 1.2 Основные показатели качества для изготовления офсетных печатных форм…………………………………………………………….8 1.3 Контроль качества печатных форм изготовленных по технологии CТP…………………………………………………….….8 2 Изготовление печатных офсетных форм………………………..……11 2.1 Технология Computer-to-Plate………………………………………..11 2.2 Основные типы устройств СТР…………………………………...…12 2.3 Технические характеристики устройств CTP………………………17 3 Расчетная часть………………………………………………………....20 3.1 Характеристика изделия…………………………………………......20 3.2 Оборудование для изготовления форм………………………...…...20 3.3. Расчет количества печатных форм на тираж………………………20 3.4 Макет монтажной формы…………………………………………….21 Заключение……………………………….…………………….…………22 Список литературы...………………………………………………….….23 Введение Для производства полиграфической продукции сегодня существуют различные способы печати: офсетная (или плоская), высокая, глубокая, трафаретная, цифровая и так далее. Разумеется, каждый способ печати имеет свои ограничения, достоинства и недостатки, а также сферу применения. Современное состояние и тенденции развития техники и технологииполиграфического производства характеризуются всё более опережающим ростом удельного веса офсетного способа по сравнению с другими видами печати. С помощью офсетной печати можно изготовить самую разную полиграфическую продукцию - от газет до подарочных изданий книг, от журналов до упаковки. Основные достоинства офсетной печати, по сравнению с другими способами, таковы: -высокое качество печатной продукции; -работа со всеми бумажными носителями любой плотности и абсолютно разными поверхностными структурами; -быстрое и относительно недорогое изготовление печатных форм; -возможности использовать технологии вырубки, конгрева и УФ лакирования; - можно использовать также пантоные, металлизированные краски; - чем больше тираж при изготовлении офсета, тем дешевле отдельное изделие. К недостаткам офсетной печати можно отнести: -большую часть времени при печати офсета занимает этап подготовки к печатанию, поэтому сам процесс растянут по времени; -офсетная печать не подходит для малых тиражей, потому что происходит удорожание единицы продукции; - при печати на цветных бумагах меняется цветопередача. Офсетная печать приобретает всё большее значение при печатании самых различных изданий. Развитие офсетного способа печати во многом обусловлено достижениями современных формных процессов. Обязательным этапом офсетной печати является допечатная обработка, в которую входят: вывод офсетных форм, цветобалансировка, цветопроба, фотовывод, а также спуск полос. Для переноса изображения на печатную форму используются различные технологии: СТР, или с помощью фотоформ, изготовленных цифровым способом или же вручную. Высокое качество и другие специфические требования, предъявляемые к печатным формам, требуют применения специальных формных материалов и тщательной, высокоточной их обработки. Формные пластины для CТP должны обладать высокой чувствительностью к излучению экспонирующего лазера, обеспечивать требуемое разрешение записи и иметь требуемую тиражестойкость. Соответственно их основные характеристики таковы: диапазон максимальной спектральной чувствительности регистрирующего слоя, требуемая величина энергии экспонирования, разрешение, тиражестойкость.[1] Диапазон максимальной спектральной чувствительности регистрирующего слоя формной пластины должен быть согласован с длиной волны излучения лазера экспонирующей установки. Чувствительность регистрирующего слоя пластины к излучению лазера определяет требуемую величину энергии экспонирования: чем меньше последняя, тем больше может быть скорость записи. Разрешение пластины обусловливает минимальный размер печатающего элемента на форме, а значит, качество воспроизведения мелких деталей изображения. В спецификациях пластин обычно указывается диапазон градационной передачи (относительные размеры минимального и максимального воспроизводимых растровых элементов) при определенной линиатуре записи. Тиражестойкость характеризует экономическую эффективность использования формы для печати тиража и зависит от прочности печатающих и пробельных элементов, а также от прочности их соединения друг с другом (обычно речь идет о прочности соединения печатающих элементов и алюминиевой основы, открытые участки которой выполняют роль пробельных элементов). Тиражестойкость печатных форм на основе пластин с полимерным регистрирующим слоем (например, фотополимерных) иногда может быть повышена в 3-4 раза путем термообработки (обжига) формы после проявки. Целью моей работы было рассмотреть процесс изготовление форм, применяемых в офсетной печати, с помощью технологии СТР, а также выбрать оборудование и произвести необходимые расчеты для производства упаковки кукурузные хлопья «Любятово». Печатные формы Печатные формы для офсетной печати представляют собой тонкие (до 0, 3 мм), хорошо натягивающиеся на формный цилиндр, преимущественно монометаллические или, реже, полиметаллические пластины. Используются также формы на полимерной или бумажной основе.
Рисунок 1 - Увеличенное изображение поверхности печатной формы. В способе плоской офсетной печати используются печатные формы, на которых печатающие и пробельные элементы расположены практически в одной плоскости. Они обладают избирательными свойствами восприятия маслосодержащей краски и увлажняющего раствора – воды или водного раствора слабых кислот и спиртов. Печатающие элементы формы – гидрофобные, пробельные – гидрофильные.[2] Оборудование для изготовления форм в современной полиграфической промышленности занимает одно из ведущих мест по количеству выполняемых технологических операций и по своей номенклатуре. Печатные формы изготовляются фотомеханическими, лазерными и электрографическими способами как на отдельных установках, так и на поточных линиях. Эти способы постоянно усовершенствуются, что предопределяет дальнейшее развитие оборудования для изготовления фотографических и печатных форм. На лежащих в одной плоскости пробельных и печатных участках формы имеют разные физико-химические свойства относительно печатной краски и увлажняющего средства. В плоской печати используется известный эффект системы жир-вода, который заключается в том, что вода не способна смачивать жиры. Благодаря этому свойству на форме плоской печати получаются гидрофильные (олеофобные) поверхности, которые удерживают влагу и водные растворы, и гидрофобные (олеофильные), которые удерживают печатную краску. Эти участки создаются изменением свойств поверхности путём нанесения на нее покрытия или влиянием на структуру его материала. Формы офсетной плоской печати в зависимости от количества используемых металлов (одного или нескольких) для создания пробельных и печатающих элементов можно разделить на две основных группы: моно- и полиметаллические. Наиболее часто применяются формные основы из алюминия (или его сплава), углеродистой или нержавеющий стали. Поверхность алюминиевой или стальной пластины монометаллических форм остается без изменений, а в полиметаллических формах на нее наращивают слой меди (на нем дальше создаются печатающие элементы), а сверху его – слой хрома или никеля (для создания пробельных элементов). В обоих случаях на формную пластину наносят копировальный слой – негативный (например, хромированный поливиниловый спирт ПВС или диазосмолу) или позитивный (производные ортонафтехинондиазидов) в зависимости от способа копирования. На этот слой контактным способом копируют растровую или штриховую фотоформу: негатив или диапозитив. Позитивный способ изготовления форм обеспечивает большую точность передачи изображения и стойкость печатающих элементов в процессе печатания. Для изготовления офсетных форм используются алюминий, магниевый сплав алюминия, углеродистая и нержавеющая стали, медь, никель и хром в виде электролитических осадков толщиной 1…8 мкм.
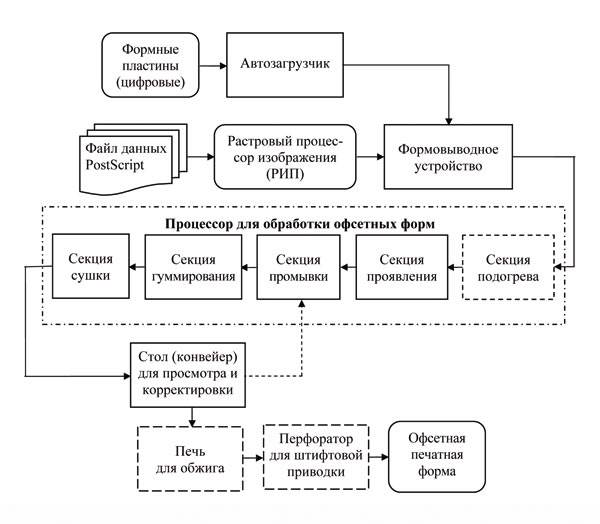
Технологическая схема изготовления печатной формы Существуют два способа получения форм для плоской офсетной печати: форматная запись изображения и поэлементная запись изображения. Форматная запись изображения является основным способом изготовления форм и заключается в получении копий путем экспонирования изображения с фотоформы на монометаллическую пластину с последующей обработкой копии в проявляющем растворе. Поэлементная запись осуществляется путем сканирования изображения, его преобразования с последующей лазерной записью печатных форм в результате воздействия лазерного излучения на приемный слой формного материала. Такая технология изготовления печатных форм известна как технология СTP.
Рисунок 2 - Общая технологическая схема изготовления печатной формы Технология СTP бурно развивается и начинает занимать достойное место в области допечатного производства. Это связано с определенными особенностями технологии: высокая производительность способа, сокращение используемых материалов (отсутствие фотоформ, а в ряде случаев проявляющих растворов для пленок и пластин), высокая разрешающая способность получаемых форм из-за более резкого края растровой точки, так как изображение на форме появляется не с промежуточного носителя — диапозитива, а непосредственно из цифрового массива данных. Популярное:
|
Последнее изменение этой страницы: 2016-06-05; Просмотров: 1101; Нарушение авторского права страницы