|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Моделирование структуры технологического процесса
1.7.Моделирование структуры технологического процесса Структура технологического процесса может быть рассмотрена на трех уровнях:
1. уровень маршрута; 2. уровень операции; 3. уровень перехода.
На каждом уровне структура процесса выражается в виде направленного графа. На уровне маршрута граф структуры - это граф, у которого вершины отображают операции, а дуги - фиксируют отношения между операциями. В качестве отношения, отражающего последовательность выполнения операций, выбрано отношение следования. Отношение следования обозначим следующим образом: a что означает: за элементом a следует элемент b. Следование является антирефлексивным, антисимметричным, антитранзитивным отношением. Антирефлексивность следует из того, что за какой-то операцией не может следовать та же самая операция, т. е. выражение a Антисимметричность следует из того, что последовательность операций менять нельзя, т. е. выражение a Граф с указанным отношением будем называть графом следования. Под структурой процесса будем понимать граф следования на уровне маршрута. Например для механической обработки детали характер линейный граф, показанный ниже
Граф имеет линейную структуру, т.к. объект воздействия один и заготовка последовательно обрабатывается, начиная с операции О1. Запись в маршрутной технологической карте, по сути, отражает граф следования. Для сборочных процессов структура ТП обычно может быть записана в виде графа типа дерево, так как сборочный процесс одновременно имеет несколько объектов воздействия.
Структура операции - это граф, в котором вершины отображают переходы, а отношения между вершинами являются отношениями следования.
Структура операции может быть выражена графом типа " сеть".
Переходы p3 и p4 выполняются одновременно (p3 - точение, p4 - сверление отверстия). Граф типа " сеть" можно привести к линейному виду, объединяя параллельно выполняемые переходы. Блочным переходом обычно называют переход, выполнение которого осуществляется с помощью инструментального блока. В таком блоке укреплены инструменты для выполнения одновременной обработки нескольких поверхностей. Будем объединять параллельно выполняемые переходы, считая что они обрабатываются в блочном переходе. В нашем случае переходы p3 и p4 объединены в один блочный переход p7. Остальные переходы будем считать инструментальными переходами.
На рисунке показан линейный граф, к которому приведен граф операции типа " сеть". Если возникают трудности с отображением последовательности выполнения одновременно выполняемых переходов, то вводят псевдопереходы. Псевдопереход - это несуществующий (фиктивный) переход, введенный для разделения групп параллельно выполняемых переходов.. Структура перехода - это граф вершины которого рабочие ходы ( подвести сверло, выполнить сверление, отвести сверло из отверстия), а отношения между ними - отношение следования, Структура перехода обычно линейная, так как связана обычно с одним инструментом или блоком инструментов. При автоматизированном проектировании технологии возникают сложные задачи проектирования структуры процесса на уровне маршрута, операций и переходов. Если предположить, что процесс имеет 10 операций, а в каждой операции имеется в среднем по 5 переходов, то нужно спроектировать комплекс, состоящий из 1+10+5*10 графа следования. 1.8.Способы хранения в памяти ЭВМ структуры технологического процесса. Результатом проектирования структуры является комплекс графов следования, соответствующих структуре процесса, структуре операций и структуре переходов. Этот комплекс необходимо каким-то образом хранить в памяти ЭВМ. Будем различать следующие основные способы хранения графов следования в памяти ЭВМ:
1. В виде матрицы смежности. 2. В гнездовом виде. 3. В виде списка дуг. 4. В виде списка вершин. 5. В линейном виде. Матрица смежности. Матрица смежности имеет размерность n x n, где n - число вершин. Если элемент матрицы mij=1, то это говорит о том, что в графе имеется дуга, выходящая из i-ой вершины и входящая в j-ую вершину, т. е. за i-ой вершиной следует j-ая вершина.
Для этого графа матрица смежности имеет вид: Ris1-8-1.gif Каждая строка матрицы может быть выражена как битовая строка, длиною в 32 бита, и хранится в одном машинном слове. Объем памяти, занимаемый матрицей, 11 слов. Если количество вершин в графе больше 32, то понадобится 2 слова на строку и объем памяти увеличится в 2 раза. Номера вершин получены путем последовательной нумерации вершин. На самом деле номера вершин (номера операций или переходов) задаются другим способом. Например, нумерация операций обычно выполняется через 5. Поэтому необходима таблица адресов, в которой номеру вершины ставится в соответствие реальное обозначение номера операции или перехода ( 1 слово на обозначение операции (перехода)). Таблица адресов.
Если структура выражена в виде матрицы смежности с битовыми строками, то ее суммарный объем памяти составит:
Если слово содержит 16 бит, то указанное выражение верно при n
Если матрицу изобразить массивом размерности n x n и каждый элемент массива занимает 1 слово, то ее суммарный объем памяти составит:
1.8.2.Гнездовое хранение структуры. При этом способе хранения структуры каждая вершина задается гнездом следующего вида:
где: Оi - номер объекта; А1 - первый адрес перехода к следующей вершине; А2 - второй адрес перехода к следующей вершине. Гнездо построено в предположении, что от каждой вершины отходит не больше двух дуг. Пусть структура операции выражена следующим образом:
Тогда хранение структуры с помощью гнезд можно выразить следующим способом.
Каждое гнездо состоит из 3х слов. Общий объем занимаемой памяти составит
Матрица смежности с битовым заданием строк и хранение гнездами занимают одинаковый объем памяти, однако гнездовой способ не имеет ограничения n < 16 или n < 32 и, в тоже время, является более гибким. Например, для удаления перехода Р5 нужно уничтожить связь Р4 Сложность использования гнездового способа возникает, когда из вершины графа структуры выходит больше двух вершин. В этом случае необходимо либо применять гнезда с большим количеством адресов, либо использовать псевдопереходы. Пример. 1.8.3. Список дуг. Для этого способа хранения структуры составляется таблица, каждая строка в которой фиксирует дугу графа следования, причем в первом элементе строки записывается обозначение начальной вершины дуги, а во втором элементе - обозначение конечной вершины дуги. Если таблица будет представлена в памяти ЭВМ как массив размерностью 2 x k, где k - количество дуг, то массив будет занимать объем
Рассмотрим пример структуры сборочного технологического процесса.
Список дуг для этой структуры приведен ниже Список дуг
Для этого примера V=8 слов. Этот способ всегда лучше, чем первые два способа в случае, когда структура представляет собой либо линейный граф, либо граф типа " дерево". Для структуры типа " сеть" хранение в виде списка дуг выгоднее, если k < 1.5n. Ниже приведена структура операции типа " сеть".
При хранении этой структуры списком дуг - V=20 слов. Список дуг
Изменение списка дуг производится путем добавления или вычеркивания строк 1.8.4. Список вершин. Если имеется линейная структура, то ее можно записать в виде линейного списка вершин. Линейный список выражается одномерным массивом, каждый элемент которого хранит лишь наименование вершины (номер операции, номер перехода, номер перехода). Хранение списка вершин требует
Список вершин выражает только линейный граф, поэтому он всегда подходит для структуры, отражающей процесс механообработки так как структура такого процесса на уровне маршрута всегда линейна. Если структура операции выражается графом типа " сеть", то, как было показано выше, линейному виду ее можно привести с помощью введения блочных переходов и псевдопереходов.
Граф приведен к линейному виду путем ввода блочных переходов p11 и p12.После этого мы можем записать этот граф в линейном виде.
Список вершин займет всего V=7 слов, вместо 28 слов. Однако появляется недостаток - потеряна информация о переходах p3 , p4, p5, p6 и p7, входящих в блочные переходы p11и p12.
1.8.5.Линейная форма Линейная форма записи структуры технологического процесса является разновидностью списка вершин и отличается от списка вершин наличием метки, позволяющей зафиксировать тип хранимой вершины (тип объекта). При табличном задании линейной формы столбец со списком вершин дополняется столбцом, содержащим тип объекта. Таблица с линейной формой требует
где n - количество вершин в графе структуры. Пусть структура операции имеет вид
Ниже приведена таблица с линейной формой для этой структуры. Структура операции.
Коды для столбца с типом перехода: 2 - инструментальный переход; 3 - блочный переход; 4 - инструментальный переход, входящий в блочный; 5 - псевдопереход. Как видно из этой таблицы, структура операции зафиксирована полностью, включая блочный переход. Эта таблица требует V=24 слова. Введение блочных переходов позволяет исключить псевдопереходы. Поэтому из вышеприведенной таблицы исключается строка с псевдопереходом (тип объекта - 5). Объем таблицы сокращается до 22 слов. Проведение изменений достаточно простое и сводится к вставке или удалению строк. С помощью линейной формы нельзя выразить структуру сборочного процесса. Для ликвидации этого ограничения введем тип объекта " ссылка на операцию". В технологических картах для сборочных процессов после каждой операции обычно делается запись, на какую операцию нужно перейти после выполнения заданной операции, поэтому введение указанного типа объекта является достаточно естественным. См. пример. При проектировании маршрутно-операционной технологии необходимо фиксировать структуру процесса, как на уровне маршрута, так и на уровне операций. Чтобы разрабатываемые структуры не смешивались, их обычно хранят в отдельных файлах. Заголовок файла обычно содержит 200-500 байт. Хранение структуры технологического процесса из 10 операций и пятью переходами в каждой операции может потребовать от 3 до 10 Кбайт на жестком диске. Использование линейной формы позволяет выразить комплекс графов, характеризующий структуру процесса, в виде единой таблицы и хранить в одном файле. Для этого в таблице за строкой с типом 1 (операция) записываются строки фиксирующие структуру этой операции (строки с типами 2-5). Далее идут строки с типами 1 или 6 для следующей операции и т. д.
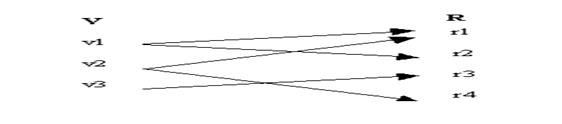
1.9. Процесс принятия решений в САПР ТП Процесс принятия решения в САПР ТП обычно не является функциональным, так как при решении отдельных задач для заданных исходных данных на выходе может получиться несколько решений. В этих случаях принятие решений вместо функций можно выразить с помощью аппарата соответствий. Обобщенно, каждое соответствие Г можно выразить следующим образом: Г = < G, V, R >; где G - график соответствия; V - множество входных элементов; R - множество выходных элементов; V={ vi }; i=1, nv; nv- количество входных элементов; R={ rj }: j=1, nr; nr-колличество выходных элементов; G={< vi, rj> }; G принадлежит V X R. Пример графика соответствия показан ниже
G={< v1, r1>, < v1, r2>, < v2, r1>, < v2, r4>, < v3, r3> } График соответствия может быть представлен 2 способами: Процедурным - при котором алгоритм, отражающий график соответствия G, выражен с помощью операторов какого- либо языка программирования. Полученный программный модуль позволяет принимать решения в соответствии с заданным графиком. В САПР ТП различного рода соответствий может быть достаточно много и процедурное их представление приводит к большому объему программного обеспечения.
Декларативным - при котором алгоритм, отражающий график соответствия G, выражен с помощь какого-либо непроцедурного языка. График соответствия может быть представлен в виде таблицы решений, предикатной таблицы, информационной таблицы и так далее. Такая таблица и записывается в базу данных или знаний. Для работы с такого рода таблицами используется универсальный модуль, интерпретирующего типа. Этот модуль вызывает заданную таблицу из базы, проводит анализ таблицы, на основании которого выполняет определенные действия по нахождению решения.
Сам процесс принятия решения можно записать следующим образом: MR=Г({vi }); MR-массив решений Массив решений - это образ множества задаваемых входных элементов {vi} относительно соответствия Г. Применительно к нашему случаю: MR=Г({v2}) или MR={r1; r4}; MR=Г({v1, v2}) или MR={r1, r2, r4}. Аппарат соответствий является одним из основных математических аппаратов применяемых в САПР. Более подробно со свойствами соответствий можно познакомится по литературе [10].
1.10.Оптимизация технологических процессов. Ранее было показано, что с помощью САПР ТП необходимо проектировать оптимальные по какому либо критерию технологические процессы. Рассмотрим общую постановку задачи разработки оптимальных ТП. В качестве критерия оптимизации при технологическом проектировании обычно используется себестоимость C(T) изготовления детали по технологическому процессу T. Оптимальным Топт называется вариант технологического процесса, имеющий минимальную величину С: С(Топт)=minС(Т); Т принадлежит МТ; где МТ - множество допустимых вариантов технологических процессов. Множество МТ допустимых вариантов является очень большим (сотни и тысячи возможных вариантов), поэтому задача оптимизации ТП является весьма трудоемкой и сложной. Технолог физически не может спроектировать такое количество вариантов. Поэтому разработка технологических процессов носит субъективный характер и качество спроектированных технологических процессов зависит от опыта и квалификации технолога, который их разработал. Так как от качества технологических процессов во многом зависит прибыль предприятия, то задача разработки оптимальных ТП является весьма актуальной. Система проектирования ТП имеет многоуровневый характер, поэтому различают три уровня оптимизации:
· уровень маршрута; · уровень операции; · уровень перехода.
Оптимизация ТП выполняется по уровням: оптимизация операций осуществляется на основе использования оптимизированных переходов, а оптимизация процесса в целом (уровень маршрута) выполняется на основе оптимизированных операций. При такой иерархической оптимизации оптимизация на заданном уровне имеет глобальный характер по отношению к более низкому уровню и локальный характер по отношению к более высокому уровню. Будем различать два вида оптимизации:
· структурная оптимизация; · параметрическая оптимизация.
Оптимизация на уровне маршрута и операции является структурной, так как связана в основном с выбором структуры процесса или операции, в тоже время оптимизация на уровне перехода является параметрической, так как достигается путем варьирования параметрами перехода. Например, оптимальные режимы резания достигаются путем варьирования подачей, скоростью резания и припусками. Множество МТ допустимых вариантов является очень большим и может быть задано не аналитически, а алгоритмически, т. е. в виде правил, имеющих как формальный так и не формальный характер, поэтому возникают сложности с применением различных методов оптимизации. При структурной оптимизации наиболее общими методами оптимизации являются поисковые методы оптимизации. При параметрической оптимизации могут быть применены известные методы линейного и нелинейного программирования. Поисковые методы оптимизации используются, так как не накладывают особых ограничений на критерий оптимизации и область существования решений. Суть поисковых методов оптимизации заключается в нахождении последовательности вариантов технологических процессов: Т1,:, Тi,:, Тn; где каждый последующий вариант предпочтительнее предыдущего, т. е. С(Тi) > С(Тi+1). В пределе указанная последовательность должна сходится к достаточно малой окрестности решения, т. е. варианту близкому к оптимальному. Наиболее часто применяют следующие поисковые методы оптимизации:
· метод случайного поиска; · метод регулярного поиска; · метод направленного поиска.
Как видно из рисунка выбор оптимального варианта ТП методом случайного поиска предполагает проектирование случайной последовательности вариантов технологического процесса с отбором вариантов, имеющих минимальную себестоимость по сравнению с предшествующими. Если провести усредненную кривую через точки для отобранных вариантов, то кривая себестоимости постепенно приближается к оптимальному в заданных условиях значению себестоимости процесса. Сложность применения алгоритмов случайного поиска заключается в большой вариантности технологических процессов, что в сочетании в сочетании с высокой сложностью машинного времени и сложностью алгоритмов проектирования не дает возможность просчитать большое количество вариантов и, следовательно, окончательный вариант будет далеко не оптимальным. Неформальный во многих случаях характер принятия, особенно при проектировании структуры процесса, не позволяет автоматически проектировать каждый вариант технологического процесса, поэтому требуется вмешательство технолога для оперативного принятия решений. В настоящее время используются следующие направления сокращения вариантности проектируемых процессов:
· типизация технологических решений; · изменение стратегии поиска; · усиление режима диалога.
Типизация технологических решений применительно к условиям предприятия позволяет резко сократить количество генерируемых вариантов за счет использования лишь вариантов наиболее вероятных и прогрессивных для данного предприятия. Чем выше типизация решений, тем легче генерацию решений заменять на выбор решений и, следовательно, повышать быстродействие системы проектирования. При использовании метода случайного поиска обычно применяется стратегия поиска, которую можно назвать " сначала вглубь, а затем вширь". Для этой стратегии характерно то, что каждый вариант рассчитывается до конца (движение вглубь) независимо от того, будет он использоваться в будущем. Лишь после этого осуществляется переход к варианту (движение вширь). Ниже показано дерево решений.
При использовании метода случайного поиска принятие решения на каком либо уровне ( выбор вершины на j-ом уровне дерева решений) выполняется случайным образом. Следовательно и вариант Тj получается случайным образом. Другой стратегией является стратегия " сначала вширь, а затем вглубь". При этой стратегии на каждом уровне дерева решения выполняется оценка полученных решений, выбор лучшего решения и переход на следующий нижний уровень.. Сложность применения этой методики заключается в том, что обычно невозможна точная оценка полученных на j-ом уровне решений. Используя приближенные и укрупненные оценки можно выбрать не одно решение, а несколько. На следующем уровне происходит уточнение отобранных решений с последующей уже более точной оценкой. Варианты решения не отвечающие. оценочным критериям отбрасываются. Таким образом, осуществляется направленный поиск варианта и первый найденный вариант должен быть близок к оптимальному. Однако из-за приближенных оценок, область оптимизации расплывается, и в нее попадают несколько вариантов технологических процессов, имеющих наилучшие оценки. Если система оценок на каком-либо уровне слабо формализована, то необходимо вмешательство технолога в процесс автоматизированного проектирования, что дает возможность осуществления направленного поиска оптимального варианта, учитывающего, кроме того оперативную обстановку на предприятии. При этом, однако, в процесс проектирования вносится субъективный фактор. Использование указанных направлений позволяет сократить количество проектируемых вариантов при экономически оправданных затратах на проведение расчетов с помощью ЭВМ. Необходимо обратить внимание на то, что главным в проблеме оптимизации технологических процессов является структурная оптимизация как наиболее сильно влияющая на критерий оптимизации С(Т). Варьирование структурой процесса может в несколько раз изменить себестоимость ТП. Параметрическая оптимизация носит подчиненный характер и ее влияние на себестоимость ТП не превышает 10 - 20 %. 1.11. Уровни автоматизации Современные САПР являются сложными системами, принципиальными особенностями которых является необходимость их адаптации к условиям предприятий, на которых они внедряются. Адаптация к условиям предприятий заключается в следующем:
· Формирование базы данных для технологического оснащения; · Формирование базы данных для заготовок, припусков и режимов резания; · Формирование базы данных для типовых и групповых технологических процессов; · Формирование базы знаний для фиксации особенностей технологических процессов данного предприятия; · Настройка САПР на те программные модули, которые будут использоваться на данном предприятии. · Настройка САПР на те технологические документы, которые применяются на данном предприятии.
Объем информации о технологическом оснащении, заготовках, припусках весьма велик. Формирование баз данных и знаний является весьма трудоемким процессом, который может затянуться на многие месяцы и отодвинуть внедрение САПР на предприятии. Поэтому при внедрении САПР целесообразно ориентироваться на концепцию последовательной автоматизации. Концепция последовательной автоматизации заключается в следующем:
· Внедрение на первых этапах САПР с низким уровнем автоматизации; · Формирование баз данных параллельно с эксплуатацией САПР; · Настройка на технологические особенности предприятия так же вести параллельно с эксплуатацией САПР.
Будем различать три уровня автоматизации, как показано в нижеприведенной таблице:
Первый уровень автоматизации - автоматизация низкого уровня, при которой автоматизировано только оформление технологической документации ( маршрутные, операционные карты и другие документы ). Бланк документа выводится на экран монитора и технолог в режиме диалога заполняет этот документ. На первых этапах внедрения параллельно с эксплуатацией САПР с низким уровнем проектирования формируется база данных с технологическим оснащением. Второй уровень автоматизации - автоматизация среднего уровня, который достигается, когда базы данных частично сформированы и начинают работать поисковые и расчетные модули. Чем больше заполнена база данных, тем эффективнее начинает работать САПР. Работа поисковых модулей основана на использовании информационно-поисковой системы (ИПС), при этом условие поиска технолог вводит в режиме диалога. Условия поиска, которые являются стабильными, хранятся в базе знаний. Расчетные модули, например модули расчета припусков, расчета режимов резания и норм времени, начинают работать, когда сформированы базы данных с нормативно-справочной информацией. Третий уровень автоматизации - автоматизация высокого уровня, который достигается, при заполнении базы знаний. В этом случае становится возможным автоматизированное принятие сложных логических решений, связанных, например, с выбором структуры процесса и операций, назначением технологических баз и другие подобные задачи. Процесс принятия таких решений полностью автоматизировать не удается, поэтому режим диалога остается и на третьем уровне автоматизации. Процесс проектирования в САПР ТП представляет собой сложный процесс переработки конструкторской информации, заданной в чертеже детали, в технологическую информацию, которая затем фиксируется в технологической документации.
Чертеж детали не обязательно хранится на твердой копии (бумаге). Если на предприятии функционирует конструкторский САПР, то чертеж детали может храниться в электронном архиве. Соотношение вводимой технологической и конструкторской информации зависит от уровня автоматизации.
При низком уровне автоматизации, когда технолог заполняет бланк технологической карты на экране монитора, он сам проектирует технологический процесс, т. е. сам выполняет переработку конструкторской информации в технологическую и заносит технологическую информацию в технологическую карту. Объем вводимой конструкторской информации незначителен. На среднем уровне автоматизации проектирования объем.вводимой конструкторской информации резко увеличивается. Например, для поиска технологического оснащения необходимо иметь информацию о конструктивных элементах детали. Поэтому на этом уровне автоматизации проектирования ТП осуществляется кодирование чертежа детали и формирование параметрической модели детали (ПМД)*. Расчетные задачи так же требуют информацию и детали и операционных заготовках. Объем вводимой технологической информации на этом уровне уменьшается, так как часть конструкторской информации перерабатывается в технологическую. На высоком уровне автоматизации для проектирования ТП требуется еще более подробная информация о детали, т. е. нужно вводить параметрическую модель детали с наибольшей степенью детализации, в тоже время объем вводимой технологической информации на этом уровне еще больше уменьшается. Кодирование чертежа детали и создание параметрической модели с высоким уровнем детализации описания детали является достаточно трудоемким процессом, снижающим эффективность САПР ТП. Коренное решение задачи получения параметрической модели детали заключается в интеграции конструкторской и технологической САПР. Интеграция заключается в создании конвертора, преобразующего графическую модель (ГМ) детали в параметрическую, как показано ниже:
Если автоматизированное конструирование изделия на предприятии не ведется, то графическая модель детали ( в формате CAD - системы или в виде нейтрального формата передачи данных IGES или STEP ) выбирается из электронного архива данных.
1.12. Хранение результатов проектирования Результирующие данные . В качестве основной выходной (результирующей) информации могут выступать: o Маршрутная карта (МК); o Маршрутно-операционная карта (МОК); o Карты с операционными эскизами. o Карты настройки станков. o Карты с управляющими программами для станков с ЧПУ. Будем условно различать три типа задач: o Проектирование маршрутной технологии. o Проектирование маршрутно-операционной технологии. o Проектирование маршрутно-операционной технологии и разработка управляющих программ.
Для задачи первого типа основным результатом является маршрутная карта. Для задачи второго типа комплект технологических документов зависит от сложности детали, для которой разрабатывается технологический процесс, и степени детализации описания ТП. Для третьего типа задач комплект технологических документов дополняется картами с управляющими программами. Исходя из современных концепций построения АСТПП* хранение технологической документации организуется на основе электронного архива. Использование электронного архива позволяет:
o Организовать быстрый и авторизованный доступ к нужной информации. o Распараллеливать процесс технологической подготовки производства и тем самым сокращать сроки подготовки производства. o Организовать на базе TDM/EDM-систем ведение проекта изделия. o Организовать на базе PDM-систем эффективный контроль процесса технологической подготовки производства.
После того как, технологический процесс спроектирован и записан в базу данных, он должен пройти стадию контроля и утверждения в различных технологических службах, например, в бюро нормоконтроля, в отделах главного термиста, главного гальваника, главного металлурга и т. д. В этих службах, на основе анализа ТП, могут потребовать изменения разработанного процесса. Свои требования эти службы обычно оформляют в виде извещения на изменения, после чего ТП процесс дорабатывается исполнителем. Будем различать: редактирование процесса и корректировку процесса. Под редактирование технологического процесса будем подразумевать лишь изменение отдельных параметров, при сохранении структуры процесса. Например, изменение параметров заготовки, номера цеха или модели оборудования. Популярное:
|
Последнее изменение этой страницы: 2016-07-12; Просмотров: 1593; Нарушение авторского права страницы
 b или b
b или b  b является ложным. Антитранзитивность возникает из того, что операции пропускать нельзя. Если a
b является ложным. Антитранзитивность возникает из того, что операции пропускать нельзя. Если a 





 16. Если 16
16. Если 16 

 Р5. Для этого необходимо лишь в гнезде с адресом А3 убрать адрес А4 и поставить * (отсутствие адреса). В то время как в 1-ом способе для удаления лишнего перехода понадобиться проделать ряд операций над битовыми строками.
Р5. Для этого необходимо лишь в гнезде с адресом А3 убрать адрес А4 и поставить * (отсутствие адреса). В то время как в 1-ом способе для удаления лишнего перехода понадобиться проделать ряд операций над битовыми строками.