|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Третий этап назначения средств измерения
На третьем этапе выбранный инструмент надо проверить на возможность использования в конкретных условиях. Иначе говоря, необходимо проверить найденное СИ по тем параметрам, которые не участвовали при поиске типоразмера
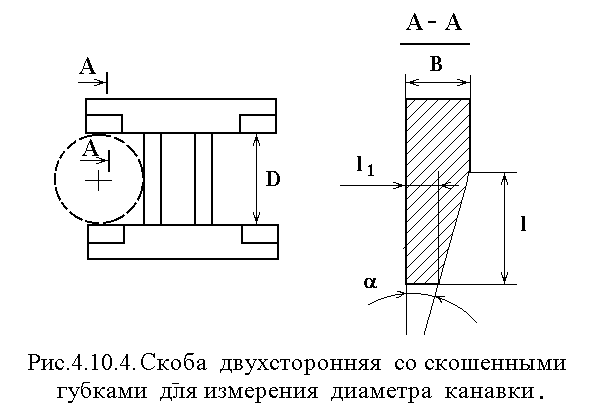
Например, при контроле диаметра канавки можно использовать шаблон со скошенными губками, показанный на рис.4.10.4.
На третьем этапе проверяются условие:
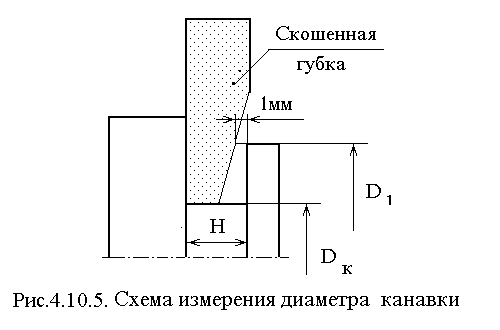
H > l1 + ( D1 - Dk )*tg(a) + 1.
По этому условию определяется свободное вхождение скошенных губок в канавку (рис.4.10.5).
Третий этап обычно завершается выводом на экран эскиза найденного СИ и окончательной проверкой возможности использования найденного СИ.
Как видно из сказанного, назначение СИ требует создания и сопровождения развитой базы данных ( знаний ) и библиотеки с эскизами средств измерения. Создание такой базы является весьма трудоемким процессом, однако чем полнее база, тем быстрее выполняется назначение СИ и выше качество принимаемых решений. Пример заполнения базы данных приведен в разделе 4.10.3.
4.11. Формирование содержания перехода
После того как определены основные параметры процесса, необходимо сформировать содержание перехода, т. е. текст, отражающий действия выполняемые на переходе. По ГОСТ 3.1702-77 допускается полная или сокращенная форма записи перехода. Полная форма записи используется при отсутствии операционных эскизов, сокращенная - при их наличии. Пример полной записи: " Сверлить 4 сквозных отверстия с последующим зенкованием фасок, выдерживая d = 10+0.2, d1 = 40 ± 0.05, угол 90° ±0.5 и фаски 1
Сокращенная запись: " Сверлить 4 отв. d = 10+0.2, зенковать фаски 1
Содержание перехода может занимать 100-300 символов и является сложно организованным сообщением, ввод которого является трудоемкой процедурой. На первом уровне автоматизации при вводе в режиме диалога содержания перехода возможноприменение двух подходов:
· ввод кодового обозначения перехода; · ввод текста перехода с использованием комплекса классификаторов.
При первом подходе вместо текста перехода вводятся кодовые обозначения по ГОСТ 3.1702-79. В этом стандарте даны два типа кодовых обозначений перехода: полный, занимающий 15 позиций, и сокращенный, требующий 7 позиций. Содержание перехода предварительно кодируется и затем вводится в ЭВМ. Ввод выполняется быстро, однако предварительное кодирование весьма трудоемко. После ввода кодов, они раскодируется и автоматически формируется текст перехода. Технологу требуется корректировка текста, что выполняется быстрее, чем полный ввод перехода. Указанная процедура ввода не нашла своего применения из-за необходимости трудоемкого предварительного кодирования.
Второй подход основан на использовании комплекса классификаторов, позволяющих по частям вводить текст перехода. Комплекс содержит классификаторов, применяемые для формирования кодового обозначения перехода по ГОСТ 3.1702-79. Содержание перехода разделено на части и ввод каждой части выполняется с использованием перехода. Выделены следующие части текста перехода:
· Вид перехода. · Количество одновременно обрабатываемых поверхностей. · Количество последовательно обрабатываемых поверхностей. · Обрабатываемый объект. · Обозначение размеров обрабатываемых поверхностей. · Дополнительная информация об объекте. · Способ выполнения перехода.
Рассмотрим на примере формирование текста перехода. Вначале на экран будет выведен классификатор с видом перехода (часть классификатора приведена в. табл. 4.11.1)
Если была выбрана строка ". Точить ", то поле с текстом перехода будет занесен вид перехода:
Для ввода наименования обрабатываемого объекта выводится классификатор " Обрабатываемый объект" (см. табл 4.11.2)..
После выбора объекта " цилиндр " и ввода номера поверхности поле с текстом перехода будет занесен вид:
Если необходимо ввести способ выполнения перехода, то высвечивается классификатор, указанный в табл. 4.11.3.
После выбора строки " с подрезкой торца " и ввода номера торца поле с текстом перехода будет занесен вид:
Таким образом, использование классификаторов позволяет значительно быстрее. чем при первом подходе ввести текст перехода, хотя тоже может потребовать корректировки текста обычно для согласования падежей.
Указанный подход используется и при формировании унифицированных переходов и образовании параметрической модели перехода. Для этого за каждой частью перехода закрепляется свой параметр (см. табл. 4.11.4).
При формировании параметрической модели содержание перехода фиксируется с помощью указанных параметров. Указанные классификаторы выводятся на экран, но вместо наименований классификационных группировок вводятся коды этих группировок. для выше рассмотренного примера содержание перехода в параметрическом виде будет выражено в следующем виде:
ВИД=30 ПОВ=35 НОМП=4 СПОС=7 НОМП1=5
При кодировании унифицированных переходов используют тот минимальный набор параметров, который необходим для последующего правильного понимания содержания параметра.
На втором и третьем уровнях автоматизации на основании параметрической модели перехода формируется текст перехода и предьявляется технологу, который при необходимости его корректирует. Этот текст в дальнейшем используется для автоматизированной печати технологической карты.
5.Организация проектирования технологических процессов на основе современной информационных технологий
5.1. Современные информационные технологии
В современных условиях ТПП рассматривается как составная часть жизненного цикла изделия. При таком подходе эффективное функционирование ТПП достигается лишь на основе применения современных информационных технологий (ИТ). Поэтому на промышленных предприятиях начинают применять эти технологии. Важный аспект использования ИТ - возможность по-новому организовать информационное взаимодействие САПР ТП с проблемной средой независимо от уровня автоматизации и применяемого метода проектирования. Таким образом, открывается путь к созданию САПР ТП нового поколения.
Современные ИТ представляют собой комплекс инструментальных средств и методик по их использованию, направленных на организацию управления и информационную интеграцию автоматизированных подсистем предприятия. Наиболее важными составляющими ИТ являются: · системы управления документами; · PDM - системы; · автоматизированный документооборот; · Web - технологии; · виртуальные рабочие места; · 3-х мерная графика.
Рассмотрим влияние этих составляющих на процесс проектирования ТП.
Система управления документами (СУД), позволяет осуществить авторизованный доступ ко всем информационным ресурсам предприятия. СУД обслуживает электронный архив и выполняет следующие основные функции: · ведение на различных носителях распределенных архивов разнородной конструкторской, технологической, экономической и коммерческой документации в компьютерной иерархической сети (архив рабочей группы, архив отдела, архив предприятия и т.д.); · авторизация пользователей и рабочих групп, описание рангов доступа к документам и защита данных от несанкционированного доступа; · возможность быстрого поиска и просмотра документов без загрузки приложения. Принципиально важной является возможность хранения в архиве документов с чертежами деталей, файлы с твердотельными моделями деталей и операционных заготовок, а также комплекты с технологическими документами и параметрические модели технологических процессов. Возможность указанной информации дает возможность стадиях эффективно проектировать технологические процессы с последующим проектированием операционных заготовок, разработкой управляющих программ и конструированием технологического оснащения. Быстрый доступ и является необходимым условием для эффективной реализации принципа преемственности конструкторских и технологических решений.
Одной из наиболее мощных систем ведения архива документов является система DOCSOpen фирмы PC DOCS.Inc, позволяющая осуществлять ведение распределенных архивов документов и управление архивами в архитектуре " клиент/сервер", ориентированной на стандарты серии ISO 9000.
В условиях жесткой конкуренции очень важное значение приобретает контроль за процессом разработки проекта и изготовления изделий. Автоматизация функций ведения проекта и контроля за разработкой и изготовлением изделия системам большинство фирм считает приоритетными прия автоматизации управления предприятием.
Для автоматизированного управления проектом в настоящее время разработано много систем, получивших название EDM-системы (Enterprise Data Management - система управления проектами). Аналогичное назначение имеют TDM-системы (Technical Data Management - система управления документами).
EDM-система, по существу, представляет собой настройку над СУД, так как для создания EDM- системы необходимо добавить лишь следующие функции:
o ведение структуры состава изделия (визуализация структуры в виде дерева папок и документов и редактирование этого дерева); o быстрый вывод содержания документов при просмотре состава изделия; o выполнение изменений в документах с помощью приема " красный карандаш"; o контроль выполнение проекта; o интеграция на уровне пользовательского интерфейса с другими CAD-системами, а также с CAM/CAE/MPR - системами; o составление спецификаций, учет применяемости деталей и CE.
В EDM-системах в учетной карточке документа для осуществления жизненного цикла документа фиксируют статус и доступность документа.
Практически все основные разработки промышленных CAD/CAM-систем дополнили свои продукты PDM - системой. Примером такой системы можно назвать CPDM фирмы Cimatron, а также STELLAR фирмы TDM Formtek.
Практика функционирования EDM показала, что кроме автоматизированного ведения проекта изделия и решения комплекса задач на основе дерева состава изделия, необходим жесткий контроль за прохождением документации по различным подразделениям, т. е. необходимо автоматизировать функции ведения документооборота.
Автоматизация ведения документооборота необходима не только для ТПП, но и для предприятия в целом, поэтому в настоящее время разработано большое количество систем, получивших название PDM-системы (Product Data Management - системы управления данными о продукте (об изделии)).
Основным отличием PDM-системы от EDM- системы является наличие средств маршрутизации прохождения документов. В PDM-системах точкой фокуса является не документ, а работа, которую необходимо выполнить исполнителю в определенные сроки с использованием одного или комплекта документов. Работы объединяются в так называемый " деловой процесс", который в общем случае отображается графом типа " сеть". Поэтому основной объект, с которым манипулирует PDM-система? это карта делового процесса, содержащая последовательность обработки информации в рамках какой-либо подсистемы, либо предприятия в целом. Технология автоматизации деловых процессов, обычно называемая workflow, признана важнейшим средством, позволяющим осуществить интеграцию по управлению подсистем, при наличии, естественно, единого информационного пространства.
Предоставляемые PDM - системой возможности Web- технологий позволяют с одной стороны использовать удаленные базы данных, необходимые для проектирования ТП, а с другой стороны - позволяют организовать виртуальные рабочие места (ВРМ) технолога. Использование ВРМ позволяет в самых сложных случаях привлечь к проектированию технологических процессов высоко квалифицированных специалистов и тем самым повысить качество проектируемых ТП.
Возможность использования 3-х мерной графики позволяет по- новому организовать работу с графическими объектами. Трехмерная модель детали с помощью CAD - системы последовательно дорабатывается до трехмерных моделей операционных эскизов. Высокая наглядность трехмерных моделей операционных эскизов, возможность их использования для разработки управляющих программ делают такие модели весьма перспективными для их использования при проектировании технологических процессов.
Так как PDM - система включает в себя и СУД и EDM - систему, то, в дальнейшем, будем рассматривать только PDM - системы.
Что дает, какая эффективность от применения достаточно сложных и дорогих PDM - систем?. Принципиально важным является то обстоятельство, что объект (документ или модель объекта) находится всегда в одном месте: в электронном архиве, а не блуждает по отделам и бюро. К нему всегда возможен одновременный доступ лиц, которым это разрешено. Таким образом, наличие СУД позволяет:
Во-первых, выполнять распараллеливания работ над объектом, как это было показано выше, и, следовательно, сокращение сроков ТПП.
Во-вторых, повышать достоверность информации за счет изменения документа (модели) только в электронном архиве. Например, конструктор прессформ уже не будет работать с устаревшим чертежом детали (заготовки) и переделывать конструкцию прессформы после запоздалого получения исправленного чертежа или извещения на изменение.
В-третьих, уменьшать затраты на изменения. Известно, что примерно 75% всех ошибок возникает на стадии конструирования и подготовки производства, но большинство из них определяется лишь на стадии производства, при этом устранение ошибок в 100 раз дороже, чем на первых стадиях.
В-четвертых, повышать скорости поиска документов с нужными данными. Многие СУД имеют эффективные средства поиска, включая поиск документов по их содержанию.
В-пятых, не тратить время на перемещение документа, документ невозможно потерять.
В свою очередь, использование EDM-систем создает дополнительные возможности:
Во-первых, позволяет уменьшить время на составление спецификаций и учет применяемости деталей и СЕ.
Во-вторых, позволяет уменьшить время контроля правильности разработки детали или СЕ. Конструктор может быстро вставить твердотельную модель детали в модель сборочной единицы и посмотреть, как будет расположена деталь в СЕ. Аналогичную процедуру можно выполнить и над сборочной единицей. Это весьма удобный прием, позволяющий сразу найти ошибки конструирования, которые раньше определялись лишь на стадии сборки изделия.
В-третьих, позволяет уменьшить время анализа состояния проекта за счет использования дерева состава изделия и получения сводок, что и кем сделано и что еще нужно сделать.
В-четвертых, позволяет увеличить скорость проведения изменений за счет приема " красный карандаш".
В-пятых, позволяет уменьшение времени проектирования за счет заимствования деталей и СЕ из других организаций, работающих с другими CAD-системами за счет операций импорта-экспорта.
Таким образом, важность и необходимость применения ИТ не вызывает сомнения, однако инструментальные средства, реализующие ИТ являются достаточно сложными и их применения вызывает определенные сложности у пользователей. Поэтому необходимо рассмотреть более подробно способы использования ИТ при проектировании технологических процессов.
5.2. Использование PDM-системы при проектировании
технологических процессов
В разделе 5.1 была показана необходимость и возможность применения современных информационных технологий при проектировании технологических процессов. Рассмотрим более подробно использование PDM - системы при проектировании технологических процессов.
Синтез структуры процесса на уровне маршрута может выполняться с помощью PDM - системы. Для этого все технологические процессы и детали должны быть зафиксированы в дереве проекта PDM - системы.
Для проектирования ТП по дереву проекта выбирается нужный ТП ( унифицированный или единичный) и на его основе создается рабочий технологический процесс. Поиск нужного ТП выполняется либо на основе просмотра дерева проекта, либо на основе поиска по атрибутам учетных карточек на технологические процессы. Наиболее часто применяемые поисковые предписания могут быть зафиксированы в дереве проекта. Поиск единичного процесса дереву проектов целесообразно выполнять на основе поиска детали-аналога по атрибутам учетных карточек на детали, хранимых в электронном архиве. Разработанный рабочий ТП помещается в базу данных в дереве проектов.
Таким образом, реализация смешанного метода проектирования на основе PDM - системы позволяет в максимальной степени использовать принцип преемственности технологических решений.
Такой подход позволяет реализовать смешанный (гибридный) метод проектирования, при котором синтез структуры может идти на основе любых ТП (унифицированных или единичных) и, следовательно, позволяет в максимальной степени реализовать принцип преемственности технологических решений.
При проектировании технологических процессов на уровне операций важной задачей является формирование моделей операционных заготовок ( ОЗ). Современные информационные технологии предоставляют новые возможности для получения моделей ОЗ, как это будет показано в отдельном разделе. Однако необходимо отметить, что принципиально важным является возможность формирования моделей ОЗ на основе трехмерного моделирования объектов. Твердотельные модели операционных заготовок необходимы для получения управляющих программ с помощью современных CAM - систем. Кроме того, твердотельные модели ОЗ могут быть использованы для конструирования технологической оснастки. В настоящее время существуют, например, целый ряд CAD - систем для проектирования прессформ и штампов, использующих трехмерную модель ОЗ в качестве исходных данных. Таким образом, проектирование технологической операции целесообразно завершать проектированием трехмерной модели операционной заготовки с помощью CAD - системы.
Если формирование трехмерной модели ОЗ выполнить сразу после проектирования операции и зарегистрировать ее в дереве проекта (статус документа с ОЗ - " на общем столе" ), то это дает возможность доступа к ней специалистов по разработке управляющих программ и конструкторов средств технологического оснащения. Пока технолог будет проектировать следующую операцию, указанные специалисты могут приступить к проектированию УП и технологической оснастки для разработанной операции. Таким образом, возможность параллельной работы над технологическим процессом группе различных специалистов позволяет существенно сократить сроки технологической подготовки производства
При проектировании технологических процессов необходимо выполнять поиск в большом объеме нормативно-справочной информации (НСИ): поиск заготовок, припусков, средств технологического оснащения, режимов резания и т. д. Организация хранения и поиска НСИ наиболее эффективно может быть выполнена на основе электронного архива, что дает возможность использовать удаленные базы данных. Во многих случаях необходим поиск объектов по их общим характеристикам, при этом в качестве универсального механизма поиска целесообразно использовать PDM - систему. Возникает закономерный вопрос: почему PDM - система, а не современные СУБД, обладающие развитыми возможностями для поиска информации и работающие в режиме " клиент-сервер" ?
Во-первых, при поиске в электронном архиве PDM - система обычно использует ядро какой либо СУБД. Например, PDM - система типа " SmarTeam" ориентирована на СУБД " InterBase".
Во-вторых, уникальная возможность доступа к любым документам, связанным с найденным объектом, дает существенные преимущества PDM - системе. Если найдено приспособление или инструмент, то имеется возможность в папке объекта найти файл с эскизом элемента и вывести его на экран. Если найдена деталь-аналог, то можно просмотреть не только чертеж детали или ее трехмерную модель.
В третьих, возможность записи общих характеристик в учетной карточки объекта придает PDM - системе простоту и универсальность поиска в режиме диалога по дереву проекта. Кроме того, простота записи запросов и возможность их хранения в дереве проектов делают PDM - систему уникальным и мощным средством для поиска информации на первом и втором уровне автоматизации проектирования ТП.
Анализ алгоритмов принятия решений при работе с НСИ показывает, что достаточно часто при ручном решении задач используются достаточно сложные одно- и двухвходовые таблицы. Автоматизация поиска по этим таблицам показывает, что принятие решений на основе SQL-запросов, которые используются в архитектуре " клиент-сервер", во многих случаях невозможна либо требует сложной перестройки исходных таблиц перед их вводом в базу данных. Поэтому нужны специальные инструментальные средства для работы с такими таблицами и принятия решений на основе указанной архитектуры.
Практика создания САПР ТП показывает, что для повышения адаптивных свойств системы запись технологических решений целесообразно выполнять с помощью так называемых " табличных алгоритмов" (таблицы решений, алгоритмические и информационно-логические таблицы и т. д.). Использование табличных алгоритмов позволяет достаточно быстро настроить систему на производственные условия конкретного предприятия. Для этого технолог может вызывать из базы знаний эти табличные алгоритмы и выполнять над ними необходимые корректировки. Принятие решений по этим таблицам выполняется с помощью универсальных модулей интерпретирующего типа.
Анализ нормативно-справочной информации показывает, что таблицы НСИ отличаются большим структурным разнообразием: один или два входа; матрица решений или логический базис; получение одного или нескольких решений и т. д. Однако механизмы принятия решений как по этим таблицам, так и по табличным алгоритмам подчиняются единым закономерностям и, следовательно, возможно создание единого аппарата для их обработки. В качестве примера можно привести разработанный в ИТМО комплекс инструментальных средств названный " табличным процессором". В основу табличного процессора положено понятие " таблица соответствий" (ТС). Оно является обобщенным понятием, под которым понимаются все виды таблиц для НСИ и табличных алгоритмов. Для ТС разработан внешний язык для ввода таблиц в базу знаний и определены способы их хранения в базе знаний. Для табличного процессора разработана программная система " ТИС-ТаП", позволяющая не только принимать решения используя ТС, но и осуществлять сопровождение базы знаний, в которых хранятся ТС. " ТИС-ТаП" ориентирована на архитектуру " клиент-сервер" и может работать как с локальной, так и с удаленной базой знаний.
Универсальность табличного процессора, возможность функционирования " ТИС-ТаП" как автономно, так и в составе модулей САПР ТП, открывает широкие возможности для его использования в САПР ТП нового поколения. Описание табличного процессора приведено в приложении 2.
В настоящее время проводятся исследования, в которых предложено использовать экспертные системы для фиксации алгоритмов решения технологических задач. Специфика технологических задач заключается в интенсивном использовании поисковых функций, при этом, чем выше уровень типизации решений, тем более активно используется поиск информации. Встраивание экспертных оболочек в САПР ТП представляет определенные сложности. Чем выше уровень автоматизации, тем сложнее совместное использование экспертных систем и САПР ТП. По этим причинам экспертные системы не получили пока широкого применения при решении технологических задач.
Практика разработки САПР ТП показала, что стыковка отдельных модулей между собой часто затруднена из-за того, что одни и те же признаки объектов выражены разными реквизитами. Базы данных САПР ТП отличаются исключительным структурным разнообразием, при этом имеет место ситуация когда в разных наборах данных используются одни и те же признаки, однако выраженные разными реквизитами, т. е. поля записей для одних и тех же признаков имеют разные атрибуты: наименование, обозначение, тип и длину поля.
Эта ситуация приводит к большому количеству ошибок и к ненадежному функционированию САПР ТП. Поэтому введем понятие " единое информационное пространство", которое подразумевает создание и использование единого словаря данных (параметров). В словаре для каждого реквизита фиксируются его атрибуты, например: · полное наименование; · обозначение; · тип и длина; · размерность; · наличие классификатора (кодификатора).
Такой подход позволяет обеспечить информационную стыковку модулей и повысить надежность функционирование САПР ТП. Наличие словаря данных облегчает проектирование ТП на первом и втором уровне автоматизации проектирования. Если технолог вывел на экран набор данных, то с помощью словаря он может разобраться в структуре набора данных и определить по каким полям целесообразно вести поиск нужных записей. При использовании табличного процессора словарь используется для контроля входных данных, что повышает надежность функционирования поискового модуля. Словарь данных необходим при выводе документа на основе его модели, т. к. в модели технологического документа фиксируется обозначение реквизита, значение которого заносится в оформляемый документ независимо от способа его получения
Для удобства дальнейшего изложения будем использовать понятие " модель проблемной среды", под которой будем понимать совокупность баз данных и знаний, а также словаря данных для их обслуживания. В эту же модель входят и все текстовые и графические файлы с документами, относящимися к объектам производственной среды. Модель проблемной среды отображает производственную среду предприятия с той степенью детализации, которая необходима для САПР ТП и другим подсистемам АСТПП.
Составной частью модели проблемной среды является база данных со средствами технологического оснащения (СТО). Для базы СТО характерно наличие сотен наборов данных, относительно небольших по объему, но различающихся своей структурой. Ввиду важности задачи назначения технологического оснащения рассмотрим общие принципы поиска СТО.
Методика назначения технологического оснащения, изложенная в предыдущих разделах, рекомендует поиск оснащения выполнять в три этапа: · поиск вида объекта; · поиск типоразмера объекта; · определение возможности использования найденного типоразмера.
На первом этапе поиск может выполняться либо в режиме диалога, либо в автоматическом режиме. Поиск вида объекта в режиме диалога выполняется на первом и втором уровнях проектирования ТП. Поиск, как было показано выше, целесообразно выполнять с помощью PDM - системы. Сначала в дереве проекта находится папка " Базы данных", в ней выбирается, например, папка " Режущий инструмент", далее папка " Сверла цилиндрические с цилиндрическим хвостовиком короткой серии" и так далее до папки с набором типоразмеров сверл. Для ускорения поиска вместо спуска по дереву проекта можно использовать постоянные запросы, также хранимые в дереве проекта.
Если исходить их принципа последовательного повышения уровня автоматизации, то по мере накопление знаний о выборе вида оснащения и заполнения базы знаний выбор тех или иных видов оснащения выполняется автоматизированном режиме с использованием табличного процессора.
На втором этапе поиск типоразмера объекта может выполняться в режиме диалога, при котором на экран выводится набор с типоразмерами. При необходимости используется словарь данных. Большинство PDM - систем имеет большую библиотеку процедур для просмотра как файлов, применяемых в основных промышленных СУБД, так и графических файлов, формируемых в CAD - системах.
Автоматический поиск осуществляется на основе табличного процессора. Необходимо отметить, что ссылка на нужных набор данных может содержаться в параметрической модели технологического процесса, что дает возможность автоматически сформировать запрос к табличному процессору, получить от него результаты выбора и занести их обратно в модель ТП.
На третьем этапе возможность применения найденных типоразмеров обычно определяется в режиме диалога, т. к. все обстоятельства, препятствующие использованию найденного объекта, формализовать практически не удается.
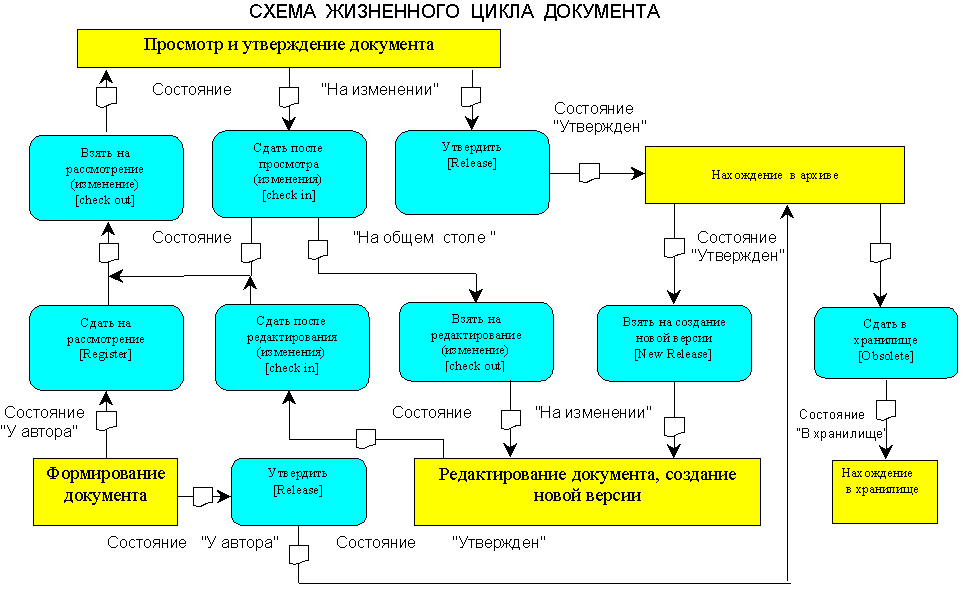
После проектирования технолоического процесса, результаты проектирования фиксируются с помощью PDM - системы. Для этого в дереве со структурой изделия находится папка с деталью, для которой разрабатывался технологический процесс, и в ней регистрируется папка для технологического процесса. В свою очередь в этой папке регистрируются файлы с комплектом технологических карт, файлы с параметрической моделью ТП, графические файлы с операционными эскизами и картами наладки оборудования и т. д. При регистрации на каждый документ заводится учетная карточка. В этой карточке кроме общих характеристик объекта фиксируется и статус (состояние) документа. Например, для PDM - системы " SmarTeam" определены следующие статусы:
Перевод документа из одного состояния в другое выполняетсяс помощью следующих специальных процедур PDM - системы:
Используя статус документа и процедуры для его изменения можно отслеживать жизненный цикл документа. Схема жизненного цикла документа приведена на рис.5.2.1.
Популярное:
|
Последнее изменение этой страницы: 2016-07-12; Просмотров: 604; Нарушение авторского права страницы
 45° согласно чертежу".
45° согласно чертежу".