
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Исходная информация для проектированияСтр 1 из 6Следующая ⇒
ВВЕДЕНИЕ
Рост промышленности и народного хозяйства, а также темпы перевооружения их новой техникой в значительной мере зависят от уровня развития машиностроения. Технический прогресс в машиностроении характеризуется совершенствованием технологии изготовления машин, уровнем их конструктивных решений и надежности их в последующей эксплуатации. В настоящее время важно - качественно, дешево, в заданные сроки с минимальными затратами живого и овеществленного труда изготовить машину, применив современную высокопроизводительную технику, оборудование, инструмент, технологическую оснастку, средства механизации и автоматизации производства. Машиностроение является важнейшей отраслью, которая оказывает сильнейшие влияние на уровень развития всех других отраслей промышленности, сельского хозяйства, энергетики, транспорта и др. Развитие данного производства требует качественного и своевременного научного и методически правильного разрешения вопросов, связанных с изготовлением и проектированием новой техники. Наукой решающей данные задачи является технология машиностроения. Это наука об изготовлении машин требуемого качества и в заданные сроки при наименьших затратах живого и овеществленного труда, т.е. при наименьшей себестоимости. Главной задачей в машиностроении является создание и внедрение новых высокопроизводительных, надежных машин, построенных на реализации новых подходов и методов в технологии машиностроения. При проектировании и производстве новой техники нужно учитывать особенности взаимодействия агрегата и работающих с ним людей, которых следует защищать от многочисленных опасных и вредных производственных факторов и возможных чрезвычайных ситуаций. К важным задачам дальнейшего развития технологии машиностроения относятся: - Сокращение и замена ручного труда механизированным; - Совершенствование обработки на станках с ЧПУ; - Развитие комплексных автоматизированных систем; - Совершенствование технологических процессов сборочного производства; - Совершенствование конструкции режущих инструментов и инструментальных материалов; - Разработка новых технологий, повышающих эффективность механической обработки и обеспечивающие снижение вредных воздействий на окружающую среду и т.д. В данном дипломном проекте была поставлена задача решить технологические и организационно-экономические проблемы возникающие при изготовлении деталей имеющих следующие особенности: особо ответственные, небольшие габариты, наличие внутренних полостей и отверстий, имеющих несложную форму и требующих точной обработки. Целью дипломного проекта является разработка технологического процесса изготовления детали «Втулка» на основе существующих базового технологического процесса с использованием современного оборудования высокопроизводительной оснастки с целью снижения себестоимости и улучшения организации труда.
Исходная информация для проектирования Исходными данными для проектирования являются: 1.1. Базовая информация. 1.2. Руководящая информация. 1.3. Справочная информация.
1.1.1. Базовая информация: 1) базовый технологический процесс изготовления детали «Оправа»; 2) рабочий чертеж детали «Оправа»; 3) режим работы цеха - двухсменный; 4) материал детали – сплав Д16 ГОСТ 4784-97.
1.2.1. Руководящая информация: Стандарты ЕСКД; ЕСТПП; ЕСТД.
1.3.1. Справочная информация: 1) вид исходной заготовки – круглый прокат; 2) имеющееся в наличии оборудование; 3) нормативные данные по выбору заготовки, припусков, режимов резания, нормированию и т.д., 4) справочная литература. ТЕХНОЛОГИЧЕСКИЙ РАЗДЕЛ
2.1. Анализ технических требований на объект производства
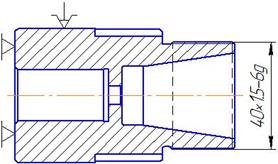
Деталь Втулка представляет собой изделие цилиндрической формы со ступенчатой поверхностью и отверстием ступенчатой формы с цилиндрическими и коническими элементами. На наружной цилиндрической поверхности расположено 4 шпоночных паза. Особые требования применяются к внутреннему коническому отверстию. Так как назначение данной детали неизвестно, опишем назначение основных её поверхностей: - фаски предназначены для облегчения сборки. - центральное отверстие предназначено для установки других деталей и является вспомогательной конструкторской базой. - резьба на наружной цилиндрической поверхности предназначена для соединения с другой деталью
Рисунок 1. «Втулка»
Анализ технологичности конструкции детали
Технологичность конструкции детали – это совокупность свойств изделия определяющих её приспособляемость к достижению оптимальных затрат, при производстве, эксплуатации и ремонте для заданных показателей качества, объема выпуска и условия выполнения работ (ГОСТ14.205-83) Обработка конструкций на технологичность ведется по выполненным чертежам и должна предшествовать разработке технологических процессов и представляют собой часть работ по обеспечению технологичности на этапах разработки конструкций изделия и постановке её на производство. Маршрут обработки Таблица 8
Выбор режущего инструмента.
1) Резец черновой проходной упорный SECO CER2020 K12 2) Резец чистовой проходной упорный SECO CER2020 K16 SUM главный угол в плане 35° 3) Резец резьбовой SECO CEL2020 K16 QHD 4) Сверло ø 20 с пластинками SUMITOMO WDX20 D3S50 5) Резец расточной черновой TUNGALOY A16Q-SCLCL10-D100 6) Резец расточной чистовой TUNGALOY E08K-SCLCL06-D100 7) Резец остро расходной TUNGALOY A16Q-SCLCL09-D180 (для внутренней канавки) 8) Сверло ø 7 Советское Р18 9) Сверло ø 18 SUMITOMO WDX18 D2S40 10) Концевая фреза Р18 ø 4 и ø 1
Выбор средств контроля
Факторы, приводящие к браку деталей, делятся на две группы. К первой группе относится изнашивание базовых элементов приспособлений и элементов станков, которое влияет на точность геометрической формы и взаимного расположения обработанных поверхностей. Это изнашивание протекает сравнительно медленно, и поэтому нет необходимости осуществлять контроль этих параметров чаще, чем один раз в неделю, что делает нецелесообразным автоматизацию контроля. Ко второй группе относится размерное изнашивание режущих инструментов, а также случайные факторы (погрешности базирования детали, колебание твердости и жесткости детали и т. п.). Это изнашивание протекает сравнительно быстро, и для предотвращения возможного брака на автоматизированных линиях и участках организуют контроль: - фактического размера обработанной поверхности непосредственно на станке, т. е. в процессе обработки; - статистический контроль качества обрабатываемых деталей; лимита стойкости инструмента; за работой нового инструмента. Автоматизированный контроль размеров обрабатываемой детали непосредственно на станке является наиболее эффективным, поскольку позволяет предупредить выход за пределы допуска размеров первой же детали. При действии случайных факторов предупреждается повторение брака на последующих деталях. Недостатком контроля на станке является некоторое снижение производительности оборудования за счет увеличения вспомогательного времени, что может составить существенную величину при большом числе контролируемых размеров. Используемые средства контроля: 1) 393311 - Штангенциркуль ШЦ-1 200 мм ГОСТ166-89 2) 394242 – Калибр-скоба ф85h9 с точностью измерения до 0, 001 мм ГОСТ 11098-75 3) 39 4233 - Микрометр нормальной точности 25-50 мм 4) 393331 – Штангенглубиномер 160 мм 5) 393141 - Калибр пробка гладкая 6H14 ГОСТ14807-69 6) 393141 - Калибр пробка гладкая 6, 3Н14 ГОСТ14807-69 7) 393141 - Калибр пробка гладкая 8, 6Н14 ГОСТ14807-69 8) 39 3611 - Набор радиусных шаблонов
Таблица режимов резания Таблица 9
Подрезка торца
РИСУНОК N10 T0101 N20 M3S600F0.3 N30 G00X52Z0 N40 G71U1R1 N50 G71P70Q120U0 КОНСТРУКТОРСКИЙ РАЗДЕЛ Расчет сил зажима. При проектировании станочного приспособления необходимо уделить особое внимание выбору зажимных устройств. Сила зажима должна обеспечивать надежное закрепление заготовок в приспособлении и не допускать сдвига, поворота или вибраций заготовки при обработке. Определяем силу зажима.
f1; f2 – коэффициенты трения в местах зажима; f1 = f2 = 0, 1 К – коэффициент запаса. Рz = 24, 93 Н – сила резания (определяем табличным методом)
Определяем Ø цилиндра.
Так как размеры заготовки меняются и изменяются режимы обработки целесообразно использовать привод, допускающий установку и закрепление деталей широкого диапазона. Выбираем значение Dц = 150 мм. Действительная сила зажима ( 43, 5кгс).
Расчет точности обработки. При выборе операции существенное влияние на не точность обработки могут оказывать погрешности I-го и II-го рода, из них складывается суммарная погрешность обработки ∆ ∑ =∆ ∑ '+∆ ∑ '' (66) Выявляем все составляющие суммарной погрешности обработки, используя уравнение: ∆ ∑ = ∆ с=0, 001 - погрешность от неточности сжатия; ∆ u=0, 005- погрешность от неточности изготовления и износа инструмента; ∆ изм=0, 005 - погрешность измерения; ∆ пу - погрешность установки; ∆ пу =∆ пб + ∆ пз=0+0, 043=0, 043, где ∆ пб =0 ∆ пз= ∆ пи = 0, 04 погрешность изготовления и износа установочных элементов приспособления ∆ пп=0, 001- погрешность пространственного расположения инструмента; ∆ пр =0, 01 - погрешность пространственного расположения установочных поверхностей. ∆ ∑ = Сопоставив расчетные значения погрешности обработки с допуском, получаем условия: ∆ ∑ < T, (36-0, 1 4. Раздел Безопасность жизнедеятельности: ЗАКЛЮЧЕНИЕ В результате выполнения курсового проекта по ПМ.01 МДК.01.01 «Разработка технологических процессов изготовления деталей машин» был разработан технологический процесс механической обработки детали «Втулка», который включает в себя: операции токарной обработки с ЧПУ, сверление, фрезерование и шлифование. На наиболее точную поверхность осуществлен расчет межоперационных припусков, в результате выполненного расчета спроектирована заготовка для данной детали. На часть операций механической обработки определены режимы резания путем аналитического расчета, а на остальные – назначены по общим машиностроительным нормативам. Приведено технологическое нормирование операции механической обработки. В приложении курсового проекта представлен комплект технологической документации, который включает в себя: 1) комплект технологической документации (технологический процесс механической обработки детали «Втулка»); 2) графическая часть (чертеж детали и технологической наладки).
СПИСОК ЛИТЕРАТУРЫ
1. Иванов А.С., Давыденко П.А., Шамов Н.П. Курсовое проектирование по технологии машиностроения: Учебное пособие - М.: ИЦ РИОР: НИЦ ИНФРА-М, 2014. - 276 с. 2. Иванов И. С. Технология машиностроения: производство типовых деталей машин. - М.: НИЦ ИНФРА-М, 2014. - 224 с. 3. Ильянков, А. И., В. Ю. Новиков Технология машиностроения: Практикум и курсовое проектирование: Учебное пособие. - М.: ИЦ " Академия", 2012. - 432 с. 4. Кане М.М. и др. Технология машиностроения. Курсовое проектирование - Минск: Выш. шк., 2013. - 311 с. 5. Косилова А. Г. Справочник технолога-машиностроителя: в 2 т. Т.1 / под ред. А. Г. Косиловой Р. К. Мещерякова. – 4-е изд., перераб. и доп. – М.: Машиностроение, 1985. – 656 с. 6. Косилова А. Г. Справочник технолога-машиностроителя: в 2 т. Т. 2. – 4-е изд., перераб. и доп. / под ред. А. Г. Косиловой, Р. К. Мещерякова. – М.: Машиностроение, 1985. – 496 с. 7. Мурысева В.С. Технология машиностроения.Курсовое и дипломное проектирование: - Минск: Выш. шк., 2008. - 320 с. 8. Новиков, В. Ю. Технология машиностроения. Учебник в 2 ч. - М: Академия, 2012.- 352 с. 9. Общемашиностроительные нормативы режимов резания и времени для технического нормирования работ на токарных станках. Серийное производство – ЦБПНТ при НИИТруда, Государственное научно-техническое издательство машиностроительной литературы. М.: МАШГИЗ, 1959. –224с. 10. Общемашиностроительные нормативы времени вспомогательного, на обслуживание рабочего места и подготовительно-заключительного для технического нормирования станочных работ. Серийное производство. – ЦБПНТ при НИИТруда, М.: Машиностроение, 1974. - 421 с. 11. Харламов Г.А. Припуски на механическую обработку: справочник.. – М.: Машиностроение, 2013г. – 256 с. 12. ГОСТ 3.1102-81 Единая система технологической документации. Стадии разработки и виды документов 13. ГОСТ 3.1118-82 Единая система технологической документации. Формы и правила оформления маршрутных карт 14. ГОСТ 3.1128-93 Единая система технологической документации. Общие правила выполнения графических технологических документов 15. ГОСТ 3.1129-93 Единая система технологической документации. Общие правила записи технологической информации в технологических документах на технологические процессы и операции 16. ГОСТ 21495-76. Базирование и базы в машиностроении 17. www.metallicheckiy-portal.ru/marki_metallov 18. www.i-mash.ru 19. www.chipmaker.ru 20. www.cncexpert.ru
ВВЕДЕНИЕ
Рост промышленности и народного хозяйства, а также темпы перевооружения их новой техникой в значительной мере зависят от уровня развития машиностроения. Технический прогресс в машиностроении характеризуется совершенствованием технологии изготовления машин, уровнем их конструктивных решений и надежности их в последующей эксплуатации. В настоящее время важно - качественно, дешево, в заданные сроки с минимальными затратами живого и овеществленного труда изготовить машину, применив современную высокопроизводительную технику, оборудование, инструмент, технологическую оснастку, средства механизации и автоматизации производства. Машиностроение является важнейшей отраслью, которая оказывает сильнейшие влияние на уровень развития всех других отраслей промышленности, сельского хозяйства, энергетики, транспорта и др. Развитие данного производства требует качественного и своевременного научного и методически правильного разрешения вопросов, связанных с изготовлением и проектированием новой техники. Наукой решающей данные задачи является технология машиностроения. Это наука об изготовлении машин требуемого качества и в заданные сроки при наименьших затратах живого и овеществленного труда, т.е. при наименьшей себестоимости. Главной задачей в машиностроении является создание и внедрение новых высокопроизводительных, надежных машин, построенных на реализации новых подходов и методов в технологии машиностроения. При проектировании и производстве новой техники нужно учитывать особенности взаимодействия агрегата и работающих с ним людей, которых следует защищать от многочисленных опасных и вредных производственных факторов и возможных чрезвычайных ситуаций. К важным задачам дальнейшего развития технологии машиностроения относятся: - Сокращение и замена ручного труда механизированным; - Совершенствование обработки на станках с ЧПУ; - Развитие комплексных автоматизированных систем; - Совершенствование технологических процессов сборочного производства; - Совершенствование конструкции режущих инструментов и инструментальных материалов; - Разработка новых технологий, повышающих эффективность механической обработки и обеспечивающие снижение вредных воздействий на окружающую среду и т.д. В данном дипломном проекте была поставлена задача решить технологические и организационно-экономические проблемы возникающие при изготовлении деталей имеющих следующие особенности: особо ответственные, небольшие габариты, наличие внутренних полостей и отверстий, имеющих несложную форму и требующих точной обработки. Целью дипломного проекта является разработка технологического процесса изготовления детали «Втулка» на основе существующих базового технологического процесса с использованием современного оборудования высокопроизводительной оснастки с целью снижения себестоимости и улучшения организации труда.
Исходная информация для проектирования Исходными данными для проектирования являются: 1.1. Базовая информация. 1.2. Руководящая информация. 1.3. Справочная информация.
1.1.1. Базовая информация: 1) базовый технологический процесс изготовления детали «Оправа»; 2) рабочий чертеж детали «Оправа»; 3) режим работы цеха - двухсменный; 4) материал детали – сплав Д16 ГОСТ 4784-97.
1.2.1. Руководящая информация: Стандарты ЕСКД; ЕСТПП; ЕСТД.
1.3.1. Справочная информация: 1) вид исходной заготовки – круглый прокат; 2) имеющееся в наличии оборудование; 3) нормативные данные по выбору заготовки, припусков, режимов резания, нормированию и т.д., 4) справочная литература. ТЕХНОЛОГИЧЕСКИЙ РАЗДЕЛ
2.1. Анализ технических требований на объект производства
Деталь Втулка представляет собой изделие цилиндрической формы со ступенчатой поверхностью и отверстием ступенчатой формы с цилиндрическими и коническими элементами. На наружной цилиндрической поверхности расположено 4 шпоночных паза. Особые требования применяются к внутреннему коническому отверстию. Так как назначение данной детали неизвестно, опишем назначение основных её поверхностей: - фаски предназначены для облегчения сборки. - центральное отверстие предназначено для установки других деталей и является вспомогательной конструкторской базой. - резьба на наружной цилиндрической поверхности предназначена для соединения с другой деталью
Рисунок 1. «Втулка»
Популярное:
|
Последнее изменение этой страницы: 2016-07-13; Просмотров: 3502; Нарушение авторского права страницы








 max
max
 где (10)
где (10)
 мм.
мм. (67) ∆ Мо=0, 0017 - погрешность метода обработки, К1=0, 7;
(67) ∆ Мо=0, 0017 - погрешность метода обработки, К1=0, 7;  - погрешность закрепления;
- погрешность закрепления;  =0, 027
=0, 027 0, 027мм< 0, 1мм, т.е. выполняется условие ∆ ∑ < T, требуемую точность обработки.
0, 027мм< 0, 1мм, т.е. выполняется условие ∆ ∑ < T, требуемую точность обработки.