
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Разработка конструкции станочного приспособления
В машиностроении широко применяется разнообразная технологическая оснастка, в которую входят: приспособления, вспомогательный и режущий инструмент. Основными данными для проектирования приспособления являются: рабочие чертежи заготовки и детали, и технологические условия ее применения. Проектирование приспособления начинают с нанесения на лист контура заготовки. Приспособление для токарной обработки представляет собой трехкулачковый патрон с пневмоприводом. Принцип работы приспособления состоит в следующем: из сети по воздуховодам подается воздух, который поступает в пневмокамеру и давит на поршень, поршень перемещается вправо, который своим выступом через бронзовые кольца-4 передвигает втулку-3. Втулка своим скосом, наклоненным к оси патрона под углом воздействует на клин-5, перемещающийся к пазу корпуса-7. Клин, опускаясь, отжимает втулку-6, коронку-11 и кулачки-10, которые, двигаясь по скосам регулировочной гайки-8, сближаются к центру и зажимают пруток. После зажима заготовки кнопку-12 опускают, и плунжер-14 под действием пружины-15 возвращается в верхнее положение. Воздух из цилиндра выходит в атмосферу через отверстие в стакане-16. Клин-5 является самотормозящимся, обрабатываемая деталь прочно удерживается кулачками патрона. Отжим детали производится нажатием второй кнопки пневмопанели. Сжатый воздух при этом попадает в полость цилиндра, механизм патрона срабатывает в обратном порядке, и кулачки возвращаются в исходное положение под действием пружинок-9. Для настройки патрона на определенный размер обрабатываемого прутка служит регулировочная гайка-8. Ход поршня обеспечивает раскрытие кулачков по диаметру в пределах 1, 5-2 мм. Наладка приспособления удобна в работе, обеспечивает высокую степень непрерывности работы оборудования и более высокий уровень организации производства.
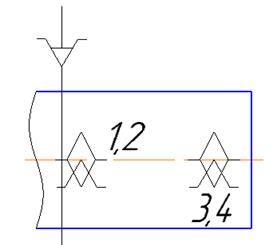
3.2.1. Теоретическая схема базирования рис. 12.
Рис. 12. Теоретическая схема базирования детали Оправа на 010 операции
Разработка принципиальной схемы базирования. Последовательность разработки принципиальной схемы следующая: 1. Изображаем контуры заготовки соответствующие контурам заготовки на данную операцию. 2. Схематично изображаем инструмент в крайнем положении. 3. Реализуем схему базирования и схему закрепления заготовки. 4. Показываем корпус приспособления. Установочные элементы приспособления. Установочными элементами приспособления являются кулачки патрона. Расчет конструкции станочного приспособления При проектировании станочного приспособления необходимо уделить особое внимание выбору зажимных устройств. Сила зажима должна обеспечивать надежное закрепление заготовок в приспособлении и не допускать сдвига, поворота или вибраций заготовки при обработке. Зажимное устройство и тип привода. В качестве силового механизма в приспособлении используется пневматическое зажимное устройство. В качестве источника питания будет использоваться гидравлический привод, развивающий давление 90-100кгс. 3.3.2. Расчет коэффициента надежности закрепления. К=К0 · К1 · К2 · К3· К4· К5· К6 (60) где К0 - гарантированный коэффициент запаса; K1- коэффициент, учитывающий состояние поверхности заготовки (для черновой обработки – 1, 2, для чистовой – 1, 0); К2 - коэффициент, учитывающий увеличения сил резания от прогрессирующего затупления инструмента; К3 - коэффициент, учитывающий изменение сил резания при обработкепрерывистых поверхностей; К4 - коэффициент, учитывающий непостоянство сил при зацеплении; К5 - коэффициент, учитывающий непостоянство сил зажимных с устройств с ручным приводом; К6 - коэффициент, учитывающий неопределенность мест контакта детали с установочными элементами, имеющими большую установочную поверхность. Для установочного элемента с большой площадью. К0 =1, 5 К1 =1, 2 К2 =1, 15 К3 =1, 0 К4 =1, 0 К5 =1, 0 К6 =1, 5 К=К0 · К1 · К2 · К3· К4· К5· К6=1, 5· 1, 2· 1, 0· 1, 0· 1, 0· 1, 0· 1, 0=1, 8 Для надежности фиксации заготовки при обработке увеличиваем коэффициент до 2, 5 Расчет сил зажима. При проектировании станочного приспособления необходимо уделить особое внимание выбору зажимных устройств. Сила зажима должна обеспечивать надежное закрепление заготовок в приспособлении и не допускать сдвига, поворота или вибраций заготовки при обработке. Определяем силу зажима.
f1; f2 – коэффициенты трения в местах зажима; f1 = f2 = 0, 1 К – коэффициент запаса. Рz = 24, 93 Н – сила резания (определяем табличным методом)
Определяем Ø цилиндра.
Так как размеры заготовки меняются и изменяются режимы обработки целесообразно использовать привод, допускающий установку и закрепление деталей широкого диапазона. Выбираем значение Dц = 150 мм. Действительная сила зажима ( 43, 5кгс).
Расчет точности обработки. При выборе операции существенное влияние на не точность обработки могут оказывать погрешности I-го и II-го рода, из них складывается суммарная погрешность обработки ∆ ∑ =∆ ∑ '+∆ ∑ '' (66) Выявляем все составляющие суммарной погрешности обработки, используя уравнение: ∆ ∑ = ∆ с=0, 001 - погрешность от неточности сжатия; ∆ u=0, 005- погрешность от неточности изготовления и износа инструмента; ∆ изм=0, 005 - погрешность измерения; ∆ пу - погрешность установки; ∆ пу =∆ пб + ∆ пз=0+0, 043=0, 043, где ∆ пб =0 ∆ пз= ∆ пи = 0, 04 погрешность изготовления и износа установочных элементов приспособления ∆ пп=0, 001- погрешность пространственного расположения инструмента; ∆ пр =0, 01 - погрешность пространственного расположения установочных поверхностей. ∆ ∑ = Сопоставив расчетные значения погрешности обработки с допуском, получаем условия: ∆ ∑ < T, (36-0, 1 4. Раздел Безопасность жизнедеятельности: Популярное:
|
Последнее изменение этой страницы: 2016-07-13; Просмотров: 1085; Нарушение авторского права страницы
 где (10)
где (10)
 мм.
мм. (67) ∆ Мо=0, 0017 - погрешность метода обработки, К1=0, 7;
(67) ∆ Мо=0, 0017 - погрешность метода обработки, К1=0, 7;  - погрешность закрепления;
- погрешность закрепления;  =0, 027
=0, 027 0, 027мм< 0, 1мм, т.е. выполняется условие ∆ ∑ < T, требуемую точность обработки.
0, 027мм< 0, 1мм, т.е. выполняется условие ∆ ∑ < T, требуемую точность обработки.