|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Нормирование технологического процесса
Под технически обоснованной нормой времени понимается время, необходимое для выполнения заданного объема работы (операции) при определенных организационно-технических условиях. Норма штучного времени – это норма времени на выполнение объема работы, равной единице нормирования, на выполнение технологической операции. Технические нормы времени в условиях массового и серийного производств устанавливаются расчетно-аналитическим методом. В серийном производстве определяется норма штучно-калькуляционного времени Тш-к:
в массовом производстве определяется норма штучного времени Тшт: Тшт = to + tв + tоб + tот, (13) где Тп-з – подготовительно-заключительное время на партию деталей, мин.; n – количество деталей в настроечной партии, шт.; to – основное время, мин.; tв – вспомогательное время, мин. Вспомогательное время состоит из затрат времени на отдельные приемы: tв = tу.с + tз.о + tуп + tиз, (14) tу.с – время на установку и снятие детали, мин.; tз.о – время на закрепление и открепление детали, мин.; tуп – время на приемы управления, мин.; tиз – время на измерение детали, мин.; tоб – время на обслуживание рабочего места, мин. Время на обслуживание рабочего места tоб в массовом и серийном производстве слагается из времени на организационное обслуживание tорг и времени на техническое обслуживание tтех рабочего места: tоб = tтех + tорг; (15) tот – время перерывов на отдых и личные надобности, мин. Нормирование операции осуществляется в соответствии с выбранными методами обработки. В курсовом проекте привести аналитический расчет основного времени to только для одной операции. Для всех остальных операций основное время можно установить по нормативным справочникам или по базовому технологическому процессу. Основное (технологическое) время to определяется расчетом по всем переходам обработки с учетом совмещения переходов (для станочных работ) по формуле
где l – расчетная длина обрабатываемой поверхности (расчетная длина хода инструмента или заготовки в направлении подачи), мм; i – число рабочих ходов; S – подача инструмента, мм/об В общем случае расчетная длина обрабатываемой поверхности l = lo +lвр + lп + lсх, (17) где lo – длина обрабатываемой поверхности в направлении подачи, мм; lвр– длина врезания инструмента, мм; lп– длина подвода инструмента к заготовке, мм; lсх – длина перебега (схода) инструмента, мм. Длину lo берут из чертежа обрабатываемой поверхности заготовки; lвр, lп, lсх определяют по нормативам (lп = lсх » 1…2 мм). Значение lвр можно определить расчетным путем по схеме обработки. Вспомогательное время устанавливается по нормативам для каждого перехода [17, 18]. Сумму основного и вспомогательного времени называют оперативным временем: tоп = tо + tв; (18) Таблица 10
Разработка технологической операции и фрагмента управляющей программы
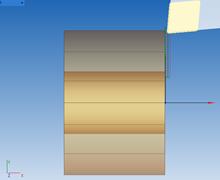
Управляющая программа разработана на 010 операцию в системе TurnPlus Подрезка торца
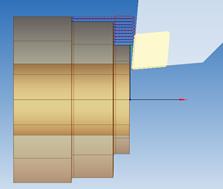
РИСУНОК N10 T0101 N20 M3S600F0.3 N30 G00X52Z0 N40 G71U1R1 N50 G71P70Q120U0 Черновое точение наружной цилиндрической поверхности
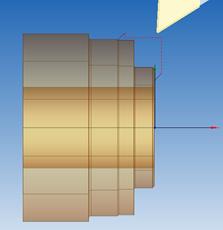
N70 X38 N80 X40Z-1 N90 Z-24 N100 X48 N110 X50Z-25 N120 Z-50 N130 G00X60Z0 N140 G28U0W0 Чистовое точение наружной цилиндрической поверхности
N150 T0202 N160 Z-24 N170 G01X38.6 N180 G00X60 N190 Z0 N200 T0303 N210 X40z4 N220 G76P560Q400R150 N230 G76X40Z-21P812Q300F1.5 N240 G28U0W0 N250 M5 N260 M30 КОНСТРУКТОРСКИЙ РАЗДЕЛ Расчет и конструирование станочного приспособления Главной задачей данного раздела диплома является разработка приспособления или комплекса устройств выполняющих ряд задач: 1) Надежное крепление инструмента 2) Высокая точность позиционирования 3) Быстрая переналадка и снижения числа установов 4) Небольшие габариты и масса 5) Хорошее соотношение цена/качество 6) Доступность оборудования 7) Возможность применения на других операциях В данном разделе будет проектироваться приспособление для 010 операции Токарной с ЧПУ. На 010 токарной операции заготовка – трубный прокат устанавливается по наружной цилиндрической поверхности, при этом заготовка лишается 4-х степеней свободы.
Популярное:
|
Последнее изменение этой страницы: 2016-07-13; Просмотров: 1133; Нарушение авторского права страницы
 ; (12)
; (12) , (16)
, (16)