|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Определение межоперационных припусков, допусков и операционных размеров заготовки
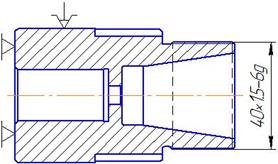
Рисунок 3 Последовательность расчета промежуточных припусков и операционных размеров при обработке наружных поверхностей
1. Согласно разработанного технологического процесса записывается порядок (последовательность) обработки поверхности, для которой определяется припуск. 2. Определяется минимальный припуск для конечной операции. Для этого: а) записываются значения: R Z i-1, Ti-1, ri-1, eI; б) по формуле
3. Определяется наименьший размер заготовки под конечную операцию dmin. Для этого: а) по чертежу детали устанавливается наименьший предельный размер: d¢ min; б) устанавливается точность обработки, получаемая на данной операции (переходе), т.е. допуск на размер di; в) рассчитывается dmin по формуле: 3. Определяется наибольший размер заготовки под конечную операцию dmах. Для этого: а) устанавливается точность обработки на предшествующей операции (переходе), т.е. допуск на размер предшествующей операции (переходе) di-1; б) определяется dmах по формуле: dmах = dmin + di-1. (3) 4. Определяется максимальный припуск для выполнения конечной операции: Определяется операционный размер: Операционный размер округляется путем увеличения до того же знака десятичной дроби, какой имеет допуск di-1. Аналогично, выполняя последовательно все пункты 2 – 6, определяются припуски и операционные размеры на все остальные операции (переходы).
Таблица 7
Суммарная погрешность пространственных отклонений, ρ см=500мкм, ρ кор=дельта*D, дельта=6, ρ кор =6*80=480мкм
Разработка технологического процесса механической обработки детали (маршрут обработки, выбор оборудования, выбор станочных приспособлений, выбор режущего инструмента, выбор средств контроля)
Технологический процесс - это часть производственного процесса непосредственно связанного с изменением размеров, формы или свойств материала, обработки заготовки выполняемую в определенной последовательности. (ГОСТ 3.1109-82) Разработка технологического процесса состоит из комплекса взаимосвязанных работ предусмотренных стандартами ЭСТПП и должна выполняться в полном соответствии с требованиями (ГОСТ 14.301-83) При разработке маршрутной технологии нужно придерживаться принципов: 1) В первую очередь обрабатывать поверхности, которые являются базовыми для последующих операций 2) Каждая последующая операция должна уменьшать погрешности и улучшать качество поверхностей 3) Необходимо соблюдать принцип концентрации операций, при котором как можно больше поверхностей должно обрабатываться в одной операции 4) Необходимо соблюдать принципы совмещения и постоянства баз 5) Необходимо учитывать на каких стадиях технологического процесса целесообразно проводить механическую, термическую и другие виды обработки в зависимости от требований чертежа. 6) Обработка поверхностей ведется в последовательности обратной степени их точности, чем точнее поверхность, тем позже она обрабатывается.
Маршрут обработки Таблица 8
Популярное:
|
Последнее изменение этой страницы: 2016-07-13; Просмотров: 1438; Нарушение авторского права страницы

 (1) определяется 2Zmini.
(1) определяется 2Zmini. =2*1268 мкм=2536 мкм
=2*1268 мкм=2536 мкм . (2)
. (2) . (4)
. (4) .(5)
.(5)
 , мкм
, мкм


 =
=  мкм
мкм =2190мкм
=2190мкм