|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
РАСЧЕТ ОСНОВНЫХ ПАРАМЕТРОВ ВАЛЬЦОВОЙ ПЛЮЩИЛКИ
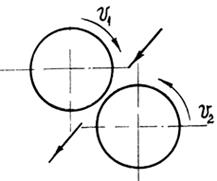
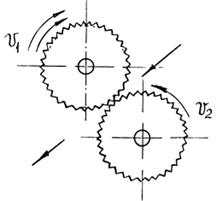
Плющение зерна осуществляется посредством двух гладких или рифленых вальцов (рисунок 3.1), вращающихся в разные стороны, с одинаковой (V1 =V2) или разной (V1 ≠ V2) окружной скоростью
Рисунок 3.1 - Принципиальные схемы вальцовой плющилки
Зерно подводится к рабочей щели вальцов и под действием силы трения, затаскивается вальцами в щель, сжимается и раздавливается. При этом происходит плющение зерна. Вальцы располагаются под углом к горизонту в 20° или горизонтально (рисунок 3.2)
Рисунок 3.2 - Варианты расположения вальцов
Чем меньше угол наклона вальцов, тем благоприятнее условия подачи материала в зону измельчения, но ширина вальцового станка при этом несколько увеличивается. В рабочем процессе вальцовых плющилок имеют значение следующие основные факторы: угол захвата, диаметр вальцов, окружные скорости вальцов и их соотношение, профиль и угол наклона рифлей, число рифлей на единицу длины окружности вальца, величина рабочего зазора между вальцами и свойства размалываемого материала. Допустим, что мы имеем два гладких вальца радиусом R (рисунок 3.3).
Рисунок 3.3- К анализу рабочего процесса вальцов
В момент вхождения в зазор частица в точке соприкосновения п воспринимает давление вальца Р, возникающая при этом сила трения T=fP, направлена по касательной. Разложим силы Р и Т на горизонтальные и вертикальные составляющие. Горизонтальные силы, действующие на частицу со стороны правого и левого вальцов, взаимно уничтожаются. Вертикальная составляющая силы трения направлена вниз. Она затягивает частицу материала в рабочее пространство и равна
где α - угол захвата, составленный направлением силы Р и линией центров ОО1. Вертикальная же составляющая силы направлена вверх и препятствует вхождению частицы в рабочее пространство. Она равна Psinα. Захват частицы материала вальцами будет происходить только при условии
откуда
Следовательно, для обеспечения захватывания материала поверхностями вальцов необходимо, чтобы угол α , называемый углом захвата, был меньше угла трения φ между измельчаемым материалом и вальцом. Радиус вальцов определяется размером частиц материала и величиной угла трения. Определение радиуса вальцов Обозначим начальный размер частицы материала через В, конечный размер частицы будет равен ширине рабочего зазора В1. Тогда расстояние между центрами можно представить как:
Отсюда радиус вальца:
где: В- начальный размер частицы материала, (Таблица 2); α -угол захвата материала вальцом, град (Таблица 2); Угол α ее не должен превышать угла трения φ , т. е. α =φ.
Рисунок 3.4-Схема к определению радиуса вальцов
Это указывает на существование почти прямой зависимости между R и В и обратной зависимости между R и φ. Интенсивность измельчения материала в вальцовом станке определяется длиной l пути (дуги) обработки. Чем больше l, тем интенсивнее происходит плющение и растирание продукта. Значение l можно определить из следующих уравнений:
Из последнего уравнения находим
и, подставив в первое, получим:
где: Таким образом, длина пути обработки тем больше, чем больше радиус вальцов и разность (B-B1). В процессе плющения зерна вальцами решающее значение имеют форма и состояние поверхностей вальцов. Рифленая поверхность образуется путем нарезки вальцов резцами на специальных станках. Рифли (рисунок 3.5) характеризуются профилем, количеством их на единицу длины окружности вальца, уклоном рифлей и взаиморасположением их на парноработающих вальцах.
Рисунок 3.5-Форма рифленого вальца
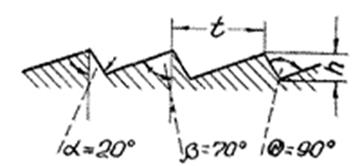
В поперечном сечении рифли имеют две неравные боковые грани - узкую (грань острия) и широкую (грань спинки). Угол Θ , образованный этими гранями, называется углом заострения рифлей. Если из центра вальца провести радиус к вершине рифли, то угол Θ разделится на два угла: угол острия α и угол спинки β . Тупой угол, заключенный между касательной АВ, проведенной через вершину рифли и гранью острия, условно называется углом резания φ . Принятый на наших предприятиях единый профиль рифлей характеризуется углом заострения Θ =90°, углом острия α =20° и углом спинки β =70°. Расстояние t между двумя вершинами рифлей, измеренное по окружности, называется шагом рифлей, а расстояние h между окружностью впадин и окружностью выступов, измеренное по радиусу вальца, называется высотой рифлей (рисунок 3.6).
Рисунок 3.6-Профиль рифлей Шаг и число рифлей связаны следующим соотношением:
где: п - количество рифлей на 1 см длины окружности вальца (принимают от 4 до 10), (Приложение Таблица 2). Высоту рифли h определяют по формуле:
Во всех вальцовых плющилках рифли нарезаются по винтовой линии, т. е. под углом к образующей, который выбирается в пределах от 5 до 15°. Назначение уклона рифлей - создать большую равномерность в работе вальцов и избежать их дрожания. Из теории резания известно, что частица будет подвергаться резанию лишь при условии, если угол раствора рифлей не будет превышать двух углов трения.
Рисунок 3.7 -Варианты взаимного расположения рифлей вальцов В вальцовых плющилках на эффективное измельчения большое влияние оказывает расположение режущих граней рифлей по отношению к частицам материала. Возможны четыре варианта расположения рифлей (рисунок 3.7). При варианте 1 измельчаемая частица поддерживается режущей гранью медленно вращающегося вальца и измельчается режущей гранью быстро вращающегося вальца. Такое расположение рифлей (острие по острию) создает условия, при которых частицы разрушаются в основном в результате срезания или скалывания на крупку. При вариантах 2 - «острие по спинке» и 3 - «спинка по острию» частицы больше растираются, и выход продукта увеличивается. При варианте 4 - «спинка по спинке» имеют целью получить наибольший выход продукта. Для дробления кормов наиболее целесообразным является 1 вариант взаиморасположения рифлей на парноработающих вальцах. Производительность плющилки зависит от величины рабочего зазора между вальцами, длины вальцов, окружной скорости вальцов, свойств измельчаемого материала и степени заполнения объема рабочего зазора. Формула для расчета производительности плющилки:
где: h - высота рифлей, м; VБ, VМ - скорость быстровращающегося и медленно вращающегося вальца, как правило, равная 5, 5-6 м/с, (принимаем VБ=VМ ). L-длина вальца, (принимаем L=l) м, γ -плотность измельчаемого материала, кг/м3 (принимается в зависимости от выбранной культуры); k- коэффициент объемного заполнения рабочего зазора, равный 0, 1-0, 2. Мощность, потребная на привод вальцовых плющилок, расходуется в основном на раздавливание материала, на трение частиц материала друг о друга и вальцы, на трение в цапфах и на потери в передаточном механизме. Необходимая для работы вальцовой плющилки мощность определяется по формуле:
где: σ - предел прочности измельчаемого материала, кГ/см2 (таблица 3); Е- модуль упругости измельчаемого материала, кГ/см2 (таблица 3); n- число оборотов вальцов, об/мин.
Число оборотов вальцов определяется по формуле:
где: f - коэффициент трения материала о поверхность вальцов (f = 0, 3-0, 4); γ -плотность измельчаемого материала, кг/м3 (принимается в зависимости от выбранной культуры); R - радиус вальцов, м В- начальный размер частицы материала, (Таблица 2).
Популярное:
|
Последнее изменение этой страницы: 2016-07-13; Просмотров: 1375; Нарушение авторского права страницы




 или
или  , но
, но  , значит можно записать
, значит можно записать


 ,
, 


 :
: 
 ,
, 


 , см.
, см.