|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
По пункту 4. Рассчитать силы и моменты резания по назначенным вами параметрам режима резания (t, S, V).
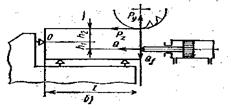
Отличительной особенностью торцовой фрезы от цилиндрической является наличие зубьев на одном из торцов. При этом, как и при цилиндрическом фрезеровании, срезаемый слой будет характеризоваться глубиной фрезерования t (рис.2), т. с. проекцией дуги контакта зубьев с заготовкой на направление, перпендикулярное движению подачи. Ширина фрезерования В на заготовке измеряется в направлении оси вращения фрезы. Отмстим, что в некоторых справочных материалах для расчета режимов резания эти обозначения меняются местами, что следует учитывать при их использовании. В зависимости от расположения торцовой фрезы относительно обрабатываемой поверхности различают симметричное и асимметричное фрезерование(рис.2 б)
Рис.2. Элементы режима резания и срезаемого слоя при торцевом точении: а - сравнение элементов срезаемого слоя цилиндрической и торцевой фрезой; б - ассиметричное фрезерование торцевой фрезой. Скорость резания при торцовом фрезеровании определяется на наибольшем диаметре контакта фрезы с заготовкой D ф:
или в системе СИ
где n ф, п - частота вращения фрезы соответственно в об/мин, и в с-1; Dф, D - диаметр фрезы соответственно в мм и в м. Подача при фрезеровании подсчитывается на один оборот фрезы s0 мм/об, или на один зуб фрезы s z - мм/зуб, или в одну минуту s М, мм на один оборот. Органы управления подачей на фрезерных станках имеют таблицы подачи S мм/мин. Силы имощность при фрезеровании. Для осуществления процесса фрезерования необходима мощность N v, затрачиваемая на вращение фрезы, и Ns - на перемещение заготовки со столом: N рез = N v + Ns На фрезерных станках обычно вращение фрезы и подача стола кинематически взаимно не связаны. Следовательно, для вращения фрезы необходима мощность N v = где М - крутящий момент от сил сопротивления резанию при фрезерова-нии; п - частота вращения фрезы. Если предположить, что сила сопротивления резанию приложена в одной точке режущего лезвия, то ее можно разложить на три взаимно перпендикулярные составляющие: радиальную Ру, окружную Pz и осевую Рх. Крутящий момент относительно оси фрезы М = так как Ру проходит через ось фрезы, а Рх параллельна ей. Векторная сумма радиальной и окружной составляющих Р лежит в торцовой плоскости фрезы и может быть разложена на вертикальную Рv и горизонтальную P s составляющие. Pv стремится оторвать заготовку от стола при встречном фрезеровании; а Р s определяет мощность Ns на перемещение заготовки со столом. Для определения составляющих силы резания R используют в качестве меры окружную силу Р:, а все другие составляющие определяют в ее долях. Силу Р z находят по эмпирической формуле P z = где t - глубина резания, мм; S Z - подача на зуб, мм/зуб; В - ширина фрезерования, мм; Z - число зубьев фрезы; D - диаметр фрезы; n - частота вращения фрезы, об/мин; хр, ур, uр, rp, qp, wp - показатели степени, приведенные в справочниках; Ср~ постоянная, учитывающая условия эксперимента, не вошедшие в формулу в явном виде (также находится в справочниках); кр - коэффициент, учитывающий отличие конкретных условий работы от экспериментальных при выводе данной формулы. Расчеты по формуле для разных условий фрезерования сведены в таблицы справочников по режимам резания, поэтому обычно не требуют громоздких вычислений. Мощность при фрезеровании может быть также определена по справочнику или по вышеприведенной формуле. Следует иметь в виду, что у прямозубой фрезы в зависимости от ее диаметра, числа зубьев и глубины резания в контакте с заготовкой находится различное число зубьев, а каждый зуб срезает изменяющееся по площади сечение. Это приводит к колебаниям усилия резания R и потребляемой мощности и вызывает волнистость обработанной поверхности. Во избежание этого применяют фрезы с винтовым зубом, обеспечивающие более равномерное фрезерование. Крутящий момент при фрезеровании рассчитывают по формуле M = P Z D/2, где М - крутящий момент на фрезе, Н*м; n - частота вращения фрезы. Мощность (кВт) фрезерования N = Таблица. Формула для определения касательной силы
По пункту 5. Предварительный выбор конструкции приспособления с учетом направления сил резания. Подобрать конструкцию приспособления с учетом размещения базирующих установочных элементов, определить предварительную схему зажимного устройства (по справочным данным) Основные требования к закреплению заготовок в приспособлениях следующие. 1. Закрепление должно обеспечить надежный контакт заготовки с опорами приспособлений и гарантировать неизменность положения заготовки относительно технологической оснастки в процессе обработки или при отключении энергии. 2. Закрепление заготовки необходимо применять только в тех случаях, когда сила обработки или другие силы могут сместить заготовку (например, при протягивании шпоночного паза заготовку не закрепляют). 3. Силы закрепления не должны вызывать больших деформаций и смятия базы. 4. Закрепление и освобождение заготовки должны выполняться с минимальной затратой времени и усилий со стороны рабочего. Наименьшую погрешность закрепления обеспечивают зажимные устройства, создающие постоянную силу закрепления (например, приспособления с пневматическим или гидравлическим приводом). 5. Для уменьшения погрешности закрепления следует использовать базовые поверхности с низкой шероховатостью; применять приспособления с приводом; устанавливать заготовки на опоры с плоской головкой или на точно обработанные опорные пластины. По пункту 6. Расчет сил закрепления заготовки. При фрезеровании заготовки обрабатывается плоская поверхность в приспособлении с помощью цилиндрической фрезы. На заготовку действуют силы Рz и Рy, стремящиеся повернуть ее относительно точки О (рисунок 3). Повороту противодействуют сила зажима W и сила трения F (трением на опорах пренебрегаем). Условие равновесия заготовки может быть представлено в виде суммы моментов относительно точки О: Wа + Fℓ = Рzb + Рyℓ, где а - плечо силы зажима W, мм; Рz и Рy - окружная и радиальная составляющие силы резания, Н; b - плечо силы Рz, мм; ℓ, - плечо силы Рy, и силы F (длина заготовки), мм.
Рис.3. Схема закрепления заготовок Популярное:
|
Последнее изменение этой страницы: 2016-07-13; Просмотров: 1333; Нарушение авторского права страницы

 =
=  м/мин
м/мин м/с,
м/с, 
 ,
,  k p, Н
k p, Н , где М - крутящий момент на фрезе, Нм; n - частота вращения фрезы.
, где М - крутящий момент на фрезе, Нм; n - частота вращения фрезы. PZ = 825
PZ = 825  PZ = 300
PZ = 300  PZ = 500
PZ = 500