|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Логистические основы качества в производстве и товародвижении.Стр 1 из 4Следующая ⇒
Вопрос Способность предприятия достигать своих целей, обеспечивая конкурентоспособность выпускаемой продукции, определяется действующей на нем системой организации и управления - системой управления качеством. Применительно к управлению качеством целесообразно выделить специфические принципы, к которым относятся: 1) формирование управленческих решений с учетом произ-водственно-экономических, социальных, рыночных факторов; 2) взаимосвязь целей и ресурсов, их сбалансированность, поиск путей рационального использования и преобразования ресурсов для достижения намеченных целей; 3) полнота учета ресурсных потребностей, включая трудовые, материальные, финансовые, природные, информационные ресурсы; 4) учет взаимодействия региональных и отраслевых факторов; 5) учет взаимосвязей между разными уровнями хозяйственного руководства и взаимодействия интересов разных уровней; 6) рассмотрение в единстве натурально-вещественного и стоимостного измерения объемов производства, потребления и затрат; 7) взаимосвязь краткосрочных проблем с долговременной стратегией развития, учет долговременных последствий принимаемых решений и их действия в разных временных горизонтах; 8) учет воздействия управленческих решений на социальную среду и среду обитания человека; 9) непрерывность и этапность осуществления оценок качества, развитие системы управления качеством. 10) учет внешнеэкономических аспектов рассматриваемой проблемы; 11) сочетание количественного и качественного анализа и оценок, использование количественно-качественных измерителей (ранговых, интервальных или «вилочных» и т.п.); 12) совмещение объективных и субъективных оценок, исключение субъективистских оценок, когда субъект сознательно, из корыстных целей нарушает объективность, навязывает собственное суждение, вопреки всякой логике; 13) сочетание внутреннего (исполнителем) и внешнего (контрольным органом) оценивания; Вопрос В настоящее время можно выделить следующие уровни систем управления качеством, имеющие некоторые концептуальные различия: ♦ системы, соответствующие требованиям стандарта ИСО серии 9000; ♦ общефирменные системы управления качеством (TQM - всеобщее управление качеством - Total Quality Management); ♦ системы, соответствующие критериям национальных или международных (региональных) премий дипломов по качеству. ♦ логистические системы управления качеством (ЛСУК). Total Quality Management — философия всеобщего управления качеством, успешно стартовавшая много лет назад в Японии и США с практики присуждения наград компаниям, достигшим высшего качества производимой продукции. Вопрос Главная идея TQM состоит в том, что компания должна работать не только над качеством продукции, но и над качеством организации работы в компании, включая работу персонала. Постоянное параллельное усовершенствование 3-х составляющих позволяет достичь более быстрого и эффективного развития бизнеса: -качества продукции -качества организации процессов -уровня квалификации персонала Качество определяется следующими категориями: -степень реализации требований клиентов -рост финансовых показателей компании -повышение удовлетворенности служащих компании своей работой. 14 универсальных принципов Эдварда Деминга Проверить информацию. Необходимо проверить точность фактов и достоверность сведений, изложенных в этой статье. На странице обсуждения должны быть пояснения. 14 универсальных принципов: 1. Установите соответствие целей с планом повышения качества 2. Примите новую философию качества 3. Положите конец негативной зависимости от слишком частых инспекций и аудита качества 4. Прекратите практику выбора поставщиков, основываясь исключительно на стоимости их товаров и услуг 5. Идентифицируйте проблемы и работайте непрерывно, чтобы улучшить систему контроля качества 6. Учредите обучение 7. Обучите и учредите руководство 8. Искорените страх на работе 9. Устраните барьеры между подразделениями 10. Избегайте пустых лозунгов на рабочих местах 11. Минимизируйте (или оптимизируйте) рабочие стандарты и количественные показатели на производстве 12. Дайте возможность сотрудникам гордиться своим мастерством 13. Поощряйте и стимулируйте развёрнутые образовательные программы, программы пере- и повышения квалификации 14. Преобразовывайте Вопрос № 4 Вопрос №5 Логистические основы управления качеством Логистическая основа качества предполагает: 1). Применение принципов и методов логистики для управления качеством 2). Формирование логистической системы, соответствующей организации или предприятию, и адекватное воздействие на качество как объект управления Логистика – это наука о планировании, контроле и управлении транспортирования, складирования и других материальных и нематериальных операциях, совершаемым в процессе доведения сырья и материалов до производственного предприятия внутризаводской обработки сырья, материалов и полуфабрикатов, доведения готовой продукции до потребителя в соответствии с его интересами и требованиями, а также передача, хранение, обработка соответствующей информации. К настоящему времени логистика стала дифференцироваться по различным функциональным, отраслевым направлениям. К функциональным относятся следующие логистики: · заготовительная · закупочная · распределительская · коммерческая Отраслевыми логистиками являются: · машиностроительная · транспортная · сельскохозяйственная · строительная · фармацевтическая · Для управления качеством используются следующие логические принципы: · 1). Выделение в системе перемещающихся и выделяющихся объектов в качестве отдельной управляемой системы и применения по отношению к ней системного подхода, т.е. формирования потока как объекта управления. · 2). Определения конечного результата как цели потока в соответствии с экономическими, техническими и другими требованиями в данной системе. · 3). Усиление расчетного начала на всех стадиях управления потоком, включая планирование, учет, контроль и анализ. · 4). Диспетчеризация потока – непрерывное отслеживание перемещения и изменения каждого объекта потока и корректировка его параметров. · 5). Обеспечение надежности потоков. · 6). Формирование всех видов обеспечения и обслуживания потоков, т.е. его инфраструктура. · 7). Использование современных технических средств управления, контроля и регулирования параметров потока. · 8). Координация действий всех участков, занятых формированием и управлением потока, включая непосредственных и посредственных исполнителей. · 9). Осуществление управлением потока и достижение цели с минимальными затратами, используемых ресурсов. · 10). Соблюдение комплекса экономических требований. · Таким образом, первоочередной задачей логистики является формирование потока, отсюда возникает необходимость логистизации качества; под логистизацией качества понимают процесс формирования потока или представление объекта в виде потока для оптимизации его параметров. Вопрос №6 Вопрос №7 Вопрос №8 (не уверена в этом ответе, но в интернете все ссылаются на петлю качества. Найдете лучше - говорите) Этапы формирования качества продукции
Управление качеством продукции включает в себя следующие этапы: 1) Определение цели, этапов и методов ее достижения 2) Реализация задуманного 3) При реализации задуманного проверить, насколько точно достигаются цели 4) В случае отклонений принять меры по корректировке намеченного плана Таким образом " управление- планирование-осуществление контроля-управляющее воздействие" -это цикл. Этот цикл был предложен Э.Демингом PDCA -Plan-do-check-action Цикл управления качеством
Рисунок 1.3 - Петля качества
Рисунок 1.4 – Управление качеством на предприятии При управлении качеством продукции на предприятии можно выделить, следующие функции: 1) Функция планирования проектирование использования руководством предприятия стратегии и тактики при анализе результатов исследования рынков сбыта, качества эффективности капитальных затрат, технического уровня своего предприятия, предполагаемой себестоимости и ожидаемой реализации). Этот этап также подразумевает определение уровня качества изделия, качество конструкции, воплощенное в цифровые значения установленных нормативов: внешний вид, условия эксплуатации и т.д. облекаются в форму чертежей, технической документации для того, чтобы этим могли пользоваться при изготовлении. 2) Осуществление (изготовление). Эта функция предусматривает проектирование технологических процессов, определение вида используемого оборудования и машин, а также методов контроля и работы; здесь же предусматривается тренировка и обучение исполнителей работ. Все это в комплекте преследует цель сохранить степень соответствия продукции техническим требованиям или, по возможности, улучшить эти показатели. 3) Функция контроля осуществляется как на стадии изготовления, так и путем выявления истинных достоинств товара после поступления его на рынок. 4) Функция управляемого воздействия подразумевает меры по реализации продукции и соблюдению способов продажи товаров, предусматривающих производственные планы; сюда входит также проведение мероприятий по техническому обслуживанию продукции, когда реализуемый товар не отвечает требуемым качествам; еще эта функция включает в себя сбор информации о качестве реализуемого товара, выявление возможностей улучшения качества, улучшение мнения потребителей о качестве с целью корректировки производства.
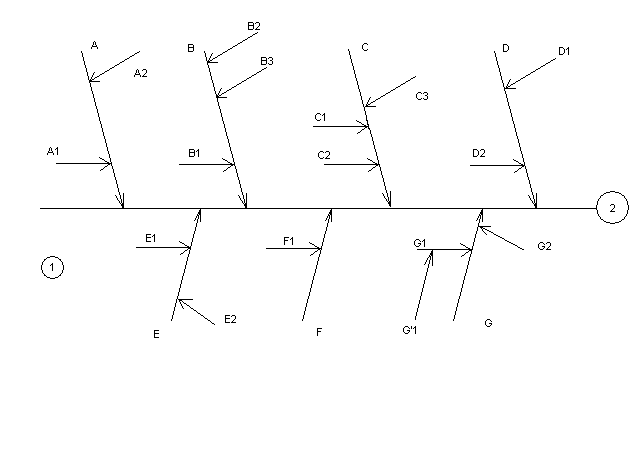
Билет 9 Для производства качественных изделий необходимо наиболее важным показателем качества (являющимся следствием) поставить в соответствие различные факторы производства (составляющей системы причинных факторов). Затем через воздействие на отрицательные факторы правильно подобранным мерами процесс вводят стабильное состояние. Для этого важно понимать и контролировать зависимость между характеристиками качества (следствием) и параметрами процесса (системой причинных факторов). При этом удобно использовать причинно-следственную диаграмму, которую из-за своего внешнего вида часто называют «Рыбьей костью» или «рыбьим скелетом».
Как показано на рис., показатели качества, являющиеся “хребтом” этого скелета и в то же время следствием (результатом) различных причин (факторов), - причины А, причины В и т.д. На рисунке они обозначены стрелками, которые называют “Большими костями”. Эти причины являются, в свою очередь, следствием других причин А1, А2 (для следствия А), В1, В2 (для следствия В) и т.д. (“средние кости”). Все они также обозначены стрелками, направленными к соответствующим следствиям. Вторичным причинам могут соответствовать третичные причины - и т.д. (“малые кости”). “Большие кости” соответствуют главным причинам или причинам 1-ого уровня, а “средние” и “малые” – причинам более низкого уровня. При поиске причин важно помнить, что показатели кач-ва, являющиеся следствием процесса, обязательно испытывают разброс. Поиск факторов, вызывающих особенно большое влияние на разброс показателей кач-ва изделия (то есть, на результат), называют исследованием причин. Таким образом, причинно-следственная диаграмма позволяет выявить и тематизировать различные факторы и условия (например, исходные материалы, условия операции, станки и оборудование, операторы), оказывающие влияние на рассматриваемую проблему (на показатели кач-ва).
В настоящее время причинно-следственная диаграмма, являясь одним из инструментов контроля кач-ва, используется во всём мире, применительно не только к показателям кач-ва продукции, но и к другим областям. На рисунке приведены для примера важнейшие возможные причины, влияющие на результат неудовлетворённости потребителя (следствия). Можно предложить процедуру её построения, состоящую из следующих основных этапов. Этап 1: Определите показатель качества, то есть тот результат, который вы хотели бы достичь. Этап 2: Напишите выбранный показатель качества в середине правого края чистого листа бумаги. Слева направо проведите прямую линию (“хребет”), а записанный показатель заключите в прямоугольник. Напишите главные причины, которые влияют на показатель кач-ва, заключите их в прямоугольники и заключите их в прямоугольники и соедините с “хребтом” стрелками в виде “больших костей хребта” (главных причин). Этап 3: Напишите вторичные причины, влияющие на главные причины (“Большие кости”) и расположите их в виде “средних костей”, примыкающих к “большим”. Напишите причины третичного порядка, которые влияют на вторичные причины, и расположите их в виде “мелких костей”, примыкающих к “средним”. Этап 4: Проранжируйте причины (факторы) по их значимости, используя для этого диаграмму Парето, и выделите особо важные, которые предположительно оказывают наибольшее влияние на показатель кач-ва. Этап 5: Нанесите на диаграмму всю необходимую информацию: её название; наименование изделия, процесса или группы процессов; имена участников процесса; дату и т.д. После того, как вы завершили построение диаграмму, следующий шаг – распределение причин по степени их важности. Не обязательно все причины, включённые в диаграмму, будут оказывать сильное влияние на показатель кач-ва. Обозначьте только те, к-е на ваш взгляд, оказывают наибольшее воздействие.
Для облегчения построения причинно-следственной диаграммы следует начинать с определения основных причин, а затем переходить к её детальному построению причинно-следственной диаграммы. В обоих случаях необходимо обеспечить наиболее возможное число причин. Диаграмма Исикавы предназначена для классификации влияющих на свойство факторов по нескольким наиболее распространённым группам. На первом этапе выделено 4 такие группы факторов, связанные с: - Машинами и механизмами, с помощью которых вып-ся работа; - Методами работы; - Используемыми в работе материалами; - Человеком, выполняющим работу. Позже в диаграмму стали добавлять группу причин, связанных с методами менеджмента, применяемыми в работе, а также группу причин, связанных со средой, в которой производится работа. К каждой группе относят соответствующую причину (фактор), найденный при мозговом штурме.
Выбор контрольных карт 1. Контрольная карта Рекомендуется принять для процессов с высокими требованиями к точности; для продукции, связанной с обеспечением безопасности потребителя (авиатехника, автомобилестроение, сельхозмашиностроение и т.д.); для измерения, вычисления и управления процессами и т.д.
2. Контрольная карта 3. Контрольная карта Р (для доли дефектных изделий) применяется для контроля и регулирования технологического процесса (полсе проверки небольшой части изделий и разделения их на доброкачественные и дефектные изделия) на основе использования доли дефектных изделий, полученной делением числа обнаруженных дефектных изделий на число проверенных изделий. Кроме применения контрольной карты Р для доли дефектных изделий ее можно использовать для определения интенсивности выпуска продукции, процента неявки на работу и т.д. 4. Контрольная карта pn применяется для контроля в случаях, когда контролируемым параметром является число дефектных изделий при постоянном объеме выборки n. Эта контрольная карта соответствует контрольной карте " р" с вариантом постоянного " n" и по существу одинакова с ней. Вопрос 13. Статистические методы приемочного контроля качества продукции.
В отличие от статистических методов регулирования технологических процессов, где по результатам контроля выборки принимается решение о состоянии технологического процесса, при статистическом приёмочном контроле по результатам контроля выборки принимается решение принять или отклонять партию продукции. 14, 15 – СТАТИСТИЧЕСКИЙ ПРИЁМОЧНЫЙ КОНТРОЛЬ ПО КАЧЕСТВУ/КОЛИЧЕСТВУ Количественный признак - контроль качества продукции, в ходе которого определяют значения контролируемого параметра, а последующее решение о контролируемой совокупности или процессе принимают в зависимости от сравнения их с контрольным нормативом. Характерная особенность - требует меньшего объема выборки по сравнению с другими видами контроля при одних и тех же рисках принятия ошибочных решений и при этом дает больше информации о качестве продукции. Используется при высокой стоимости контроля или испытаний единиц продукции. При одноступенчатом контроле решение о контролируемой партии продукции принимается на основании проверки только одной выборки или пробы. Это наиболее простой вид контроля. При двухступенчатом контроле решение о контролируемой партии продукции принимается по результатам проверки не более двух выборок или проб, причем отбор второй выборки или пробы зависит от результатов контроля первой выборки или пробы. То есть, первоначально для проверки отбирается небольшое число образцов, и если дефектов при их проверке окажется очень много, партия отклоняется, если мало - принимается. Когда число обнаруженных дефектов оказывается недостаточно убедительным, проверяются образцы второй выборки и соответствующее решение принимается по сумме результатов обеих проверок. Преимущество двухступенчатого контроля заключается в том, что в среднем он требует при прочих одинаковых условиях на 20-30% меньше изделий для проверки, чем при одноступенчатом контроле. Однако, двухступенчатый контроль требует более высокой квалификации контролеров и организационно более сложен. При многоступенчатом и последовательном контроле решение о контролируемой партии продукции принимается по результатам проверки ряда последовательных выборок, причем при многоступенчатом контроле максимальное число выборок ограничено, а при последовательном - нет. В обоих случаях отбор последующей выборки или пробы зависит от результатов проверки предыдущей выборки или пробы.
Билет 16 Управление процессом производства предусматривает: - планирование производства; - обеспечение производства необходимой документацией; - обеспечение производства сырьем, материалами, комплектующими изделиями, вспомогательными материалами; - обеспечение производства средствами контроля и измерений; - обеспечение производства технологическим оборудованием, оснасткой и инструментом; - обеспечение идентификации продукции и ее прослеживаемости на всех этапах производства; - организацию контроля качества при производстве и анализе продукции; - подготовку персонала требуемой квалификации; - обеспечение условий труда на рабочих местах в соответствии с требованиями техники безопасности и санитарии. Билет 17 (Кратко--) к семи основным методам или инструментам контроля качества относятся следующие статистические методы: - контрольный листок; - гистограмма; - диаграмма разброса; - диаграмма Парето; - стратификация (расслоение); - диаграмма Исикавы (причинно-следственная диаграмма); - контрольная карта. (Подробнор) " Семь инструментов" управления качеством Контрольные листки Контрольные листки могут применяться как при контроле по качественным, так и при контроле по количественным признакам.
Гистограммы Гистограммы — один из вариантов столбчатой диаграммы, отображающий зависимость частоты попадания параметров качества изделия или процесса в определенный интервал значений от этих значений. Гистограмма строится следующим образом:
Диаграммы разброса Диаграммы разброса представляют из себя графики вида, изображенного ниже, которые позволяют выявить корреляцию между двумя различными факторами.
Рис. 2. Диаграмма разброса: Взаимосвязи показателей качества практически нет
Рис. 3. Диаграмма разброса: Имеется прямая взаимосвязь между показателями качества
Рис. 4. Диаграмма разброса: Имеется обратная взаимосвязь между показателями качеств Анализ Парето Анализ Парето получил свое название по имени итальянского экономиста Вилфредо Парето, который показал, большая часть капитала (80%) находится в руках незначительного количества людей (20%). Парето разработал логарифмические математические модели, описывающие это неоднородное распределение, а математик М.Оа. Лоренц представил графические иллюстрации. Правило Парето — " универсальный" принцип, который применим во множестве ситуаций, и без сомнения — в решении проблем качества. Джозеф Джуран отметил " универсальное" применение принципа Парето к любой группе причин, вызывающих то или иное последствие, причем большая часть последствий вызвана малым количеством причин. Анализ Парето ранжирует отдельные области по значимости или важности и призывает выявить и в первую очередь устранить те причины, которые вызывают наибольшее количество проблем (несоответствий). Анализ Парето как правило иллюстрируется диаграммой Парето (рис. ниже), на которой по оси абсцисс отложены причины возникновения проблем качества в порядке убывания вызванных ими проблем, а по оси ординат — в количественном выражении сами проблемы, причем как в численном, так и в накопленном (кумулятивном) процентном выражении. На диаграмме отчетливо видна область принятия первоочередных мер, очерчивающая те причины, которые вызывают наибольшее количество ошибок. Таким образом, в первую очередь, предупредительные мероприятия должны быть направлены на решение проблем именно этих проблем. Стратификация В основном, стратификация — процесс сортировки данных согласно некоторым критериям или переменным, результаты которого часто показываются в виде диаграмм и графиков Мы можем классифицировать массив данных в различные группы (или категории) с общими характеристиками, называемыми переменной стратификации. Важно установить, которые переменные будут использоваться для сортировки. Стратификация — основа для других инструментов, таких как анализ Парето или диаграммы рассеивания. Такое сочетание инструментов делает их более мощными. На рисунке приведен пример анализа источника возникновения дефектов. Все дефекты (100%) были классифицированы на четыре категории — по поставщикам, по операторам, по смене и по оборудованию. Из анализа представленных донных наглядно видно, что наибольший вклад в наличие дефектов вносит в данном случае «поставщик 1».
" Семь инструментов" управления качеством Проект ISO 9000 Один из базовых принципов управления качеством состоит в принятии решений на основе фактов. Наиболее полно это решается методом моделирования процессов, как производственных, так и управленческих инструментами математической статистики. Однако, современные статистические методы довольно сложны для восприятия и широкого практического использования без углубленной математической подготовки всех участников процесса. К 1979 году Союз японских ученых и инженеров (JUSE) собрал воедино семь достаточно простых в использовании наглядных методов анализа процессов. При всей своей простоте они сохраняют связь со статистикой и дают профессионалам возможность пользоваться их результатами, а при необходимости — совершенствовать их. Контрольные листки Контрольные листки могут применяться как при контроле по качественным, так и при контроле по количественным признакам.
Гистограммы Гистограммы — один из вариантов столбчатой диаграммы, отображающий зависимость частоты попадания параметров качества изделия или процесса в определенный интервал значений от этих значений. Гистограмма строится следующим образом:
Диаграммы разброса Диаграммы разброса представляют из себя графики вида, изображенного ниже, которые позволяют выявить корреляцию между двумя различными факторами.
Рис. 2. Диаграмма разброса: Взаимосвязи показателей качества практически нет
Рис. 3. Диаграмма разброса: Имеется прямая взаимосвязь между показателями качества
Рис. 4. Диаграмма разброса: Имеется обратная взаимосвязь между показателями качества Анализ Парето Анализ Парето получил свое название по имени итальянского экономиста Вилфредо Парето, который показал, большая часть капитала (80%) находится в руках незначительного количества людей (20%). Парето разработал логарифмические математические модели, описывающие это неоднородное распределение, а математик М.Оа. Лоренц представил графические иллюстрации. Правило Парето — " универсальный" принцип, который применим во множестве ситуаций, и без сомнения — в решении проблем качества. Джозеф Джуран отметил " универсальное" применение принципа Парето к любой группе причин, вызывающих то или иное последствие, причем большая часть последствий вызвана малым количеством причин. Анализ Парето ранжирует отдельные области по значимости или важности и призывает выявить и в первую очередь устранить те причины, которые вызывают наибольшее количество проблем (несоответствий). Анализ Парето как правило иллюстрируется диаграммой Парето (рис. ниже), на которой по оси абсцисс отложены причины возникновения проблем качества в порядке убывания вызванных ими проблем, а по оси ординат — в количественном выражении сами проблемы, причем как в численном, так и в накопленном (кумулятивном) процентном выражении. На диаграмме отчетливо видна область принятия первоочередных мер, очерчивающая те причины, которые вызывают наибольшее количество ошибок. Таким образом, в первую очередь, предупредительные мероприятия должны быть направлены на решение проблем именно этих проблем.
Рис. 5. Диаграмма Парето Стратификация В основном, стратификация — процесс сортировки данных согласно некоторым критериям или переменным, результаты которого часто показываются в виде диаграмм и графиков Популярное:
|
Последнее изменение этой страницы: 2016-08-24; Просмотров: 1191; Нарушение авторского права страницы




 - R (средних арифметических значений и размахов) осуществляет контроль за изменением среднего арифметического и контрольной карты R, контролирующей изменения рассеивания значений показателей качества. Эта карта применяется при измерении таких регулируемых показателей, как длина, масса, диаметр, время, предел прочности при растяжении, прибыль и т.д.
- R (средних арифметических значений и размахов) осуществляет контроль за изменением среднего арифметического и контрольной карты R, контролирующей изменения рассеивания значений показателей качества. Эта карта применяется при измерении таких регулируемых показателей, как длина, масса, диаметр, время, предел прочности при растяжении, прибыль и т.д. - R применяется для таких же элементов контроля, что и
- R применяется для таких же элементов контроля, что и