
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Расчет болтов клеммового соединения.
Клеммовые соединения предназначены для крепления детали на осях или валах. Клеммовое соединение способно передавать осевое усилие, крутящий момент, либо комбинацию этих нагрузок. По конструкции клеммовые соединения могут быть выполнены разъемными и с прорезью. В зависимости от распределения напряжений в стыке вал-ступица, клеммовые соединения могут быть с распределением напряжений: а) близкими к точечному (характерна для жестких клемм с зазором), б) серповидному (промежуточное значение), в) равномерное(жесткие клеммы, соединенные с натягом).
Расчет болтов клеммовых соединений.
N=2F0z; Рассмотрим клеммовое соединение, выполненное по схеме а) жесткая клемма с зазором между валом и ступицей.
N=2F0z; Fтр=Nf; z=2; Fтр> Fсд; Fтр=kзFсд; Fсд=F; 2Fтр=kзF. Пусть клеммовое соединение нагружено осевой сдвигающей силой F. При затяжке болтов силой F0 в стыке появляется нормальная реакция N, следовательно возникающая сила трения будет препятствовать действию осевой силы. 2Fтр=kзF; 2*2*F0zf=kзF; По полученному усилию затяжки определяем диаметр болта.
Аналогично проводится расчет болтов клеммового соединения, выполненного по другим схемам. По аналогии определяются болты, при нагружении клеммового соединения моментом. Сварные соединения.
Сварные соединения, получаемые электросваркой. Стыковой шов. При
1 – свариваемые детали; 2 – сварной шов; 3- усиление шва.
5< δ < 16
δ > 16 Валиковый шов.
1 - фланговый; 2 - лобовой; 3 - угловой. Контактная сварка.
1 – соединяемые детали; 2 – кондуктор; 3- зона расплава. К соединяемым деталям проводят кондукторы, пропускают через них эл. ток. Происходит разогрев, образуется зона расплава. Прикладывается нагрузка F, которая сжимает детали. На рис. изображен вариант точечной сварки. При использовании кондуктора в виде диска, можно получить непрерывный шов. Расчет на прочность стыковых соединений.
Стыковой шов воспринимает те же нагрузки, что и основной металл и рассчитывается аналогично, что и основной металл.
Если проектировочные расчеты и нагруженная конструкция, то
Расчет на прочность центрально нагруженного валикового шва. а) a> 5k;
б) a< 5k; необходимо учитывать срез от момента. M=Ft; Расчет валикового флангового шва.
Расчет комбинированных валиковых швов, нагруженных не центральной приложенной силой.
Расчет таких швов проводят в два этапа: предварительный и проверочный. Приближенный – не учитывает срез от самой силы, момент, воспринимаемый швами, т.е. момент флангового шва + момент лобового шва. T=Tф+Tл.
1. Переносим силу в точку C.
По расчетному значению выбирается катет шва.
Проверочный расчет.
После проектировочного расчета мы определили катет шва. 1) Определяем катет шва 2) Определяем напряжение среза от крутящего момента
3) Определяем напряжение среза от силы F.
Расчет кругового шва.
Так как второй шов менее нагружен, его можно выполнить прерывистым, он обеспечивает равнопрочное соединение.
Расчет швов резервуаров.
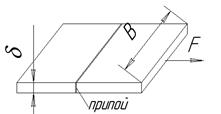
1 шов. 2 шов. Клеевые и паяные соединения позволяют соединять разнородные материалы. Клеевые и паяные соединения по прочности уступают сварным. Пайка является основной технологической сборкой в приборостроении и легко поддается автоматизации. Паяные соединения. а) Технология пайки. 1) Поверхности деталей обезжириваются и очищаются от окислов и примесей. 2) При пайке расплавленный припой растекается по разогретым поверхностям. 3) Соединение образуется в результате химических связей. Уменьшение зазора между соединяемыми деталями повышает прочность паяного соединения, т.к.: 1. Появляется эффект капиллярного течения. 2. Диффузионный процесс распространяется на толщину всего шва (диффузионный слой прочнее самого припоя). Однако малые зазоры препятствуют течению припоя, поэтому оптимальный слой от 0, 03..0, 15 мм. Необходимость малых и равномерно распределенных зазоров препятствует применению пайки для крупногабаритных конструкций. Более точная механообработка и сборка деталей перед пайкой по сравнению со сваркой. При пайке не происходит расплавление кромок деталей, что позволяет более точно выдержать их размеры и точность. Расчет на прочность. Расчет аналогичен расчетам сварных соединений. Для рис а. Соединения склеиванием. Подобны паяным, только припой заменяется клеем. Соединения осуществляются за счет адгезии (сил скрепления) в процессе полимеризации. 1) Подготовка поверхности. 2) Нанесение клея. 3) Соединение склеиваемых деталей. 4) Выдерживание соединяемых деталей при заданной температуре и усилии сжатия. Прочность зависит от толщины слоя, от 5..15*10-2 мм. Лучшие работают на сдвиг, чем на отрыв, поэтому предпочтительней делать внахлест. Для увеличения прочности рекомендуется применять комбинированные соединения – усиление с использование штифтов, резьбовых соединений. Расчет на прочность аналогичен паяному. Недостатки: необходимость предварительной подготовки шва; время полимеризации увеличивает время сборки; снижение механических свойств со временем. Популярное:
|
Последнее изменение этой страницы: 2016-08-31; Просмотров: 1346; Нарушение авторского права страницы


 N=2F0z.
N=2F0z.



 мм.
мм.


 k – катет шва.
k – катет шва.



 усиление шва в расчет не берется.
усиление шва в расчет не берется. где k – коэффициент учитывающий вид, метод сварки и качество электрода,
где k – коэффициент учитывающий вид, метод сварки и качество электрода,  учитывает характер приложенной нагрузки.
учитывает характер приложенной нагрузки.

 - эффективный коэффициент концентрации напряжений.
- эффективный коэффициент концентрации напряжений.  - верхние значения при растягивающих и касательных напряжениях, нижние при сжимающих.
- верхние значения при растягивающих и касательных напряжениях, нижние при сжимающих.
 S – запас прочности. (1, 4..1, 6).
S – запас прочности. (1, 4..1, 6).







 Валиковые швы, в отличие от стыковых, рассчитываются только на срез.
Валиковые швы, в отличие от стыковых, рассчитываются только на срез.

















 .
.























 б)
б)  в)
в) 

 (рис б).
(рис б).