
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
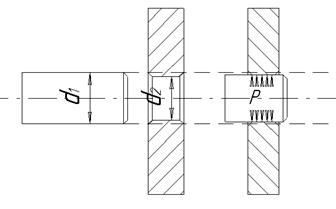
Соединение деталей посадкой с натягом.
После сборки за счет упругих и пластических деформаций. Диаметр остается общим для вала и отверстия, при этом возникающее давление вызывает силу трения, обеспечивающую неподвижность соединения и позволяет передавать осевую силу, крутящий момент и изгибающий момент. Прессовые соединения относятся к группе неразъемных и предварительно сопряженных. Разборка этих соединений затруднена, что связано с применением специального оборудования и сопровождается сопряжением посадочных поверхностей, однако подбирая натяг можно обеспечить соединение, сохраняющее работоспособность при повторной сборке. Нагрузочная способность прессового соединения зависит от натяга. Сборку проводят следующими способами: 1) Прессование. 2) Нагрев ступицы. 3) Охлаждение вала. Прессование. Наиболее простой и самых распространенный способ сборки. Недостатки: снятие и частичное срезание шероховатости поверхности, возможность неравномерной деформации детали, повреждение торцов. Для облегчения процесса сборки применяются фаски.
Чем больше натяг, тем меньше угол фаски у вала (для соединения с зазором фаска выполняется под Сборка путем нагрева ступицы. При температуре 200-400 градусов. При этом возможно изменение структуры материала, появление окалины, коробление. Сборка путем охлаждения вала. Жидкий азот, жидкий углекислый газ, твердая углекислота. Этот вид сборки лишен недостатков предыдущего типа сборки.
Прочность прессовых соединений. Нагруженные осевой силой.
В стыке возникает давление P. FTP> Fa; FTP=KзFa; Соединения, нагруженные крутящим моментом.
TTP> T; TTP=KзT; При совместном действии осевой силы и крутящего момента.
Нагруженные соединения изгибающим моментом.
Соединение нагружено давлением Р. При приложении силы F происходит перераспределение давления в системе. Заменяем давление сосредоточенной силой R.
Требование натяга в соединении. 1. Из курса сопротивления материалов имеем
При запрессовке фактический натяг будет равен Nфакт=N-u; u=1, 2(Rz1+Rz2), за счет среза микронеровностей. Поэтому натяг принят равным Nрасч=N+u. По полученному значению выбирается посадка, удовлетворяющая данным требованиям.
Прочность детали при прессовом соединении.
Из курса сопротивления материалов имеем
Из теории наибольших касательных напряжений имеем, что эквивалентные напряжения равны.
Для ступицы имеем. Максимальное напряжение их опыта эксплуатации находим по внутренним поверхностям вала и втулки, поэтому
Для вала Соединения посадкой на конус. Применяется для запрессовки деталей на концы валов.
Давление на конической поверхности обеспечивается затяжкой гайки. В отличие от прессового соединения, рассматриваемое соединение позволяет легко монтировать и демонтировать детали. Отличается хорошей центровкой деталей на валу. Учитывая малую величину угла, полагаем, что равнодействующая нормальных давлений N и сил трения f расположены на среднем диаметре конуса. Если усилие затяжки не обеспечивает передачу крутящего момента, то необходимо поставить шпонку. Шпоночные шлицевые соединения. Конструктивные разновидности шпоночных соединений.
Клиновые шпонки.
Уклон 1: 100. Такие соединения характеризуются свободной посадкой ступицы на вал и боковыми зазорами между шпонкой и шпоночным пазом. Передача крутящего момента производится за счет сил трения, возникающих в соединении при запрессовке шпонки. Недостатком является то, что при запрессовке шпонка смещает центр вала относительно центра ступицы, возникает явление дисбаланса, поэтому такие соединения не рекомендуется использовать на валах, имеющих высокую частоту вращения. Тангенсальные шпонки.
Такое соединение позволяет избежать недостатков, указанных для клиновых шпонок, т.к. заклинивание происходит по боковым поверхностям шпоночных пазов. Призматические шпонки.
Сегментная шпонка.
Сегментная шпонка является более технологичной. Она надежнее фиксируется в валу. Недостаток: серьезное ослабление вала.
Цилиндрическая шпонка.
Шпонка устанавливается после сборки выла и ступицы следующим образом: сверлится отверстие, разворачивается разверткой для обеспечения необходимой точности и шероховатости, после чего запрессовывается шпонка. Чаще всего запрессовываются 3 шпонки под углом 120 градусов. Возможно использование конических шпонок. Внешнее зацепление. Основные параметры эвольвентой цилиндрической зубчатой передачи.
Зубчатое колесо (в редукторе – ведущее) с меньшим числом зубьев называется шестерней, а ведомое – колесом. 1. Число зубьев z1, z2. 2. Передаточное отношение 3. Угол наклона зуба 4. d1 и d2 – делительный диаметр. da1 и da2 –диаметры вершин зубьев. df1 и df2 – диаметры впадин. Делительный диаметр – окружность, по которой обкатывается инструмент при нарезке зуба. Если число зубьев В зубчатых колесах делительный диаметр делит зуб на головку и ножку.
5. a – делительное межосевое расстояние. aw – начальное межосевое расстояние. Если в процессе нарезания инструмент обкатывается по делительному диаметру и нарезанные зубья при контакте обкатываются по делительному диаметру колеса, то такая передача называется передачей без смещения. Однако часто приходится изготавливать передачи со смещением: 1) В косозубых передачах, для повышения долговечности: а) можно выравнивать удельное скольжение по головке и ножке, обеспечивая равномерный износ; б) повышать контактную выносливость; в) повышать изгибную прочность зуба. 2) В прямозубых передачах, для получения стандартного межосевого расстояния и повышения долговечности. Смещение называется положительным, если при нарезке зуба инструмент смещается от центра заготовки и отрицательным, если к центру. Следует отметить, что делительные диаметры являются геометрической характеристикой зацепления, а начальные диаметры – кинематической. Начальный диаметр – диаметр, по которому перекатываются окружности зубьев при контакте. Если суммарное смещение равно нулю, то в такой передаче начальные и делительные диаметры совпадают и начальное межосевое расстояние и делительное тоже совпадают. 6. Ширина зубчатого венца b1 и b2. Популярное:
|
Последнее изменение этой страницы: 2016-08-31; Просмотров: 955; Нарушение авторского права страницы

 для центровки).
для центровки). Nmax – максимальный натяг; zmin – минимальный зазор; d - диаметр;
Nmax – максимальный натяг; zmin – минимальный зазор; d - диаметр;  - коэффициент теплового охлаждения
- коэффициент теплового охлаждения 

 Kз=1, 2..1, 5.
Kз=1, 2..1, 5.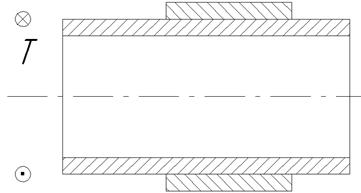













 где C – коэффициент жесткости (1 – вала, 2 – ступицы); E – модуль Юнга.
где C – коэффициент жесткости (1 – вала, 2 – ступицы); E – модуль Юнга. где Р – выбираем из 4-х типов нагружения.
где Р – выбираем из 4-х типов нагружения.

 коэффициент Пуассона (для стали 0, 3).
коэффициент Пуассона (для стали 0, 3).











 FTP1 – препятствует заклиниванию. FTP1=Nf;
FTP1 – препятствует заклиниванию. FTP1=Nf; 
 FTP2 – сила трения, препятствующая действию момента. FTP=Nf;
FTP2 – сила трения, препятствующая действию момента. FTP=Nf; 










 косозубая;
косозубая;  шевронная;
шевронная;  прямозубая.
прямозубая. , то колесо выродиться в рейку, эвольвентный профиль в трапециидальный, и тогда плоскость, по которой ширина вершин будет равна ширине впадин – делительная плоскость.
, то колесо выродиться в рейку, эвольвентный профиль в трапециидальный, и тогда плоскость, по которой ширина вершин будет равна ширине впадин – делительная плоскость.