
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Соединение болтами, поставленными в отверстие из-под развертки.
Детали машин. Курс деталей машин посвящен расчету конструированию, теории деталей и узлов деталей машин. Деталь – изделие, изготовленное из однородного сплошного материала без применения сборочных операций. Сборочная единица – изделие, полученное путем сборочных операций из деталей. Для повышения КПД машины целесообразно использовать двигатели с высокими удельными мощностями (скоростями), поэтому возникает необходимость уменьшения частот вращения и скоростей с увеличением крутящих моментов и сил. Исполняющий механизм предназначен для выполнения требуемых функций. Основные критерии при проектировании. Работоспособность – состояние объектов, при котором они способны выдержать эксплуатационные нагрузки, выполняя заданные функции. Надежность – вероятность безотказной работы в течение заданного срока службы, без применения дополнительных ремонтных операций. Технологичность – процесс изготовления и сборки деталей и узлов, определяет вид материалов, оборудование и режим обработки. Экономичность – затраты на изготовление и сборку деталей и узлов Эстетичность и эргономичность – комплексный критерий качества и совместимости человека и машины. Критерий работоспособности. Прочность – способность выдержать заданные нагрузки без разрушения.
Жесткость – способность сохранять заданную форму (траекторию).
Износоустойчивость – способность противостоять износу.
Износоустойчивость – способность деталей и узлов противостоять температурным воздействиям (хладостойкость, жаропрочность). Соединения. Глава 1. Разборные соединения. Резьбы. Классификация резьб: По форме основной поверхности: 1. цилиндрические 2. конические По направлению винтовой линии: 1. правая 2. левая По числу заходов: 1. однозаходные 2. многозаходные По профилю резьбы: 1. метрическая 2. дюймовая 3. круглая 4. трапециидальная 5. упорная 6. ленточная Соединение болтами, поставленными в отверстие из-под развертки.
Выполняем пункты 1-3 предыдущего расчета. В стыке между деталями на наиболее нагруженном болте возникает напряжение среза.
Следовательно, Выполняем проверку на смятие. Если
Если материал различный, то определяется Так же рассчитывается соединение заклепками. Учет влияния эксцентричности нагружения болтов.
Эксцентричное нагружение болта возникает при не параллельности опорных поверхностей. Вследствие чего в теле болта возникает не только напряжение растяжения, но и напряжение изгиба.
Таким образом видно, что при эксцентричности нагружения, напряжения изгиба могут быть в несколько раз больше напряжения растяжения. Для избегания эксцентричности применяют: косые шайбы, обработку опорной поверхности. Расчет болтов клеммового соединения. Клеммовые соединения предназначены для крепления детали на осях или валах. Клеммовое соединение способно передавать осевое усилие, крутящий момент, либо комбинацию этих нагрузок. По конструкции клеммовые соединения могут быть выполнены разъемными и с прорезью. В зависимости от распределения напряжений в стыке вал-ступица, клеммовые соединения могут быть с распределением напряжений: а) близкими к точечному (характерна для жестких клемм с зазором), б) серповидному (промежуточное значение), в) равномерное(жесткие клеммы, соединенные с натягом).
Сварные соединения.
Сварные соединения, получаемые электросваркой. Стыковой шов. При
1 – свариваемые детали; 2 – сварной шов; 3- усиление шва.
5< δ < 16
δ > 16 Валиковый шов.
1 - фланговый; 2 - лобовой; 3 - угловой. Контактная сварка.
1 – соединяемые детали; 2 – кондуктор; 3- зона расплава. К соединяемым деталям проводят кондукторы, пропускают через них эл. ток. Происходит разогрев, образуется зона расплава. Прикладывается нагрузка F, которая сжимает детали. На рис. изображен вариант точечной сварки. При использовании кондуктора в виде диска, можно получить непрерывный шов. Расчет кругового шва.
Так как второй шов менее нагружен, его можно выполнить прерывистым, он обеспечивает равнопрочное соединение.
Расчет швов резервуаров.
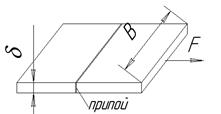
1 шов. 2 шов. Клеевые и паяные соединения позволяют соединять разнородные материалы. Клеевые и паяные соединения по прочности уступают сварным. Пайка является основной технологической сборкой в приборостроении и легко поддается автоматизации. Паяные соединения. а) Технология пайки. 1) Поверхности деталей обезжириваются и очищаются от окислов и примесей. 2) При пайке расплавленный припой растекается по разогретым поверхностям. 3) Соединение образуется в результате химических связей. Уменьшение зазора между соединяемыми деталями повышает прочность паяного соединения, т.к.: 1. Появляется эффект капиллярного течения. 2. Диффузионный процесс распространяется на толщину всего шва (диффузионный слой прочнее самого припоя). Однако малые зазоры препятствуют течению припоя, поэтому оптимальный слой от 0, 03..0, 15 мм. Необходимость малых и равномерно распределенных зазоров препятствует применению пайки для крупногабаритных конструкций. Более точная механообработка и сборка деталей перед пайкой по сравнению со сваркой. При пайке не происходит расплавление кромок деталей, что позволяет более точно выдержать их размеры и точность. Расчет на прочность. Расчет аналогичен расчетам сварных соединений. Для рис а. Соединения склеиванием. Подобны паяным, только припой заменяется клеем. Соединения осуществляются за счет адгезии (сил скрепления) в процессе полимеризации. 1) Подготовка поверхности. 2) Нанесение клея. 3) Соединение склеиваемых деталей. 4) Выдерживание соединяемых деталей при заданной температуре и усилии сжатия. Прочность зависит от толщины слоя, от 5..15*10-2 мм. Лучшие работают на сдвиг, чем на отрыв, поэтому предпочтительней делать внахлест. Для увеличения прочности рекомендуется применять комбинированные соединения – усиление с использование штифтов, резьбовых соединений. Расчет на прочность аналогичен паяному. Недостатки: необходимость предварительной подготовки шва; время полимеризации увеличивает время сборки; снижение механических свойств со временем. Требование натяга в соединении. 1. Из курса сопротивления материалов имеем
При запрессовке фактический натяг будет равен Nфакт=N-u; u=1, 2(Rz1+Rz2), за счет среза микронеровностей. Поэтому натяг принят равным Nрасч=N+u. По полученному значению выбирается посадка, удовлетворяющая данным требованиям.
Клиновые шпонки.
Уклон 1: 100. Такие соединения характеризуются свободной посадкой ступицы на вал и боковыми зазорами между шпонкой и шпоночным пазом. Передача крутящего момента производится за счет сил трения, возникающих в соединении при запрессовке шпонки. Недостатком является то, что при запрессовке шпонка смещает центр вала относительно центра ступицы, возникает явление дисбаланса, поэтому такие соединения не рекомендуется использовать на валах, имеющих высокую частоту вращения. Тангенсальные шпонки.
Такое соединение позволяет избежать недостатков, указанных для клиновых шпонок, т.к. заклинивание происходит по боковым поверхностям шпоночных пазов. Призматические шпонки.
Сегментная шпонка.
Сегментная шпонка является более технологичной. Она надежнее фиксируется в валу. Недостаток: серьезное ослабление вала.
Цилиндрическая шпонка.
Шпонка устанавливается после сборки выла и ступицы следующим образом: сверлится отверстие, разворачивается разверткой для обеспечения необходимой точности и шероховатости, после чего запрессовывается шпонка. Чаще всего запрессовываются 3 шпонки под углом 120 градусов. Возможно использование конических шпонок. Внешнее зацепление. Основные параметры эвольвентой цилиндрической зубчатой передачи.
Зубчатое колесо (в редукторе – ведущее) с меньшим числом зубьев называется шестерней, а ведомое – колесом. 1. Число зубьев z1, z2. 2. Передаточное отношение 3. Угол наклона зуба 4. d1 и d2 – делительный диаметр. da1 и da2 –диаметры вершин зубьев. df1 и df2 – диаметры впадин. Делительный диаметр – окружность, по которой обкатывается инструмент при нарезке зуба. Если число зубьев В зубчатых колесах делительный диаметр делит зуб на головку и ножку.
5. a – делительное межосевое расстояние. aw – начальное межосевое расстояние. Если в процессе нарезания инструмент обкатывается по делительному диаметру и нарезанные зубья при контакте обкатываются по делительному диаметру колеса, то такая передача называется передачей без смещения. Однако часто приходится изготавливать передачи со смещением: 1) В косозубых передачах, для повышения долговечности: а) можно выравнивать удельное скольжение по головке и ножке, обеспечивая равномерный износ; б) повышать контактную выносливость; в) повышать изгибную прочность зуба. 2) В прямозубых передачах, для получения стандартного межосевого расстояния и повышения долговечности. Смещение называется положительным, если при нарезке зуба инструмент смещается от центра заготовки и отрицательным, если к центру. Следует отметить, что делительные диаметры являются геометрической характеристикой зацепления, а начальные диаметры – кинематической. Начальный диаметр – диаметр, по которому перекатываются окружности зубьев при контакте. Если суммарное смещение равно нулю, то в такой передаче начальные и делительные диаметры совпадают и начальное межосевое расстояние и делительное тоже совпадают. 6. Ширина зубчатого венца b1 и b2. Червячные передачи. Относятся к передачам с перекрещивающимися осями. Движение в червячной передаче аналогично движению в паре винт – гайка (движение в желобе по наклонной плоскости). Подшипники качения. Предназначены для установки вращающихся, качающихся и неподвижных осей и валов. Выпускаются подшипники от 1 до 2800 мм и весом от 0, 5 г до 3, 5 т.
1- Внутренняя обойма (кольцо) подшипника. 2 - Наружная обойма подшипника. 3 – Тело качения. 4 – Сепаратор. На внутренней и наружной обойме могут изготовляться беговые дорожки. Наружная, внутренняя обойма и тела качения могут изготовляться из высоколегированных сталей. Для повышения долговечности проводится закалка поверхности, шлифовка и полировка. Сепаратор изготавливается из мягких материалов: бронза, пластмассы, мягкие стали. Достоинства: 1. Высокий КПД (низкие потери на трение) 0, 995. 2. Простота обслуживания, низкий расход смазочных материалов. 3. Большая нагрузочная способность. 4. Относительно низкая стоимость, связанная с полной стандартизацией. 5. Простота ремонта подшипниковых узлов машин, связанная с взаимозаменяемостью подшипников. Недостатки: 1. Большие габариты в радиальном направлении, особенно при больших нагрузках. 2. Низкая долговечность подшипников при высоких частотах вращения и больших нагрузках. 3. Ограниченная способность воспринимать ударные нагрузки. Классификация ПК. I. По виду тел качения: 1. Шариковые. 2. Роликовые. а) с нормальным роликом.
б) с длинным роликом.
в) с игольчатым роликом.
г) с бочкообразным роликом.
д) с коническим роликом.
е) с витым роликом.
II. По числу рядов тел качения. 1. Однорядные. 2. Двухрядные. 3. Многорядные. III. По направлению воспринимаемой нагрузки. 1. Радиальные. 2. Радиально-упорные. 3. Упорно-радиальные. 4. Упорные. IV. По габаритным размерам. Подразделяются по сериям.
По мере расположения слева направо увеличивается грузоподъемность подшипников. 8, 9 – сверхлегкая; 7 – узкая; 1 – особо легкая; 2 – легкая; 5 – легко-широкая; 3 – средняя; 6 – среднеширокая; 4 – тяжелая. Условные обозначения подшипников.
1 и 2 используются для обозначения диаметра подшипника. Если dп< 10 мм, то для его обозначения используется дона цифра – первая. 3 и 7 – для обозначения серий (3-я основная, 7-я дополнительная). 4 – для обозначения типов. 0 – радиальный шариковый однорядный. 1 – радиальный шариковый двухрядный сферический. 2 – радиальный роликовый с нормальным цилиндрическим роликом. 3 – радиальный роликовый двухрядный сферический. 4 – радиальный роликовый с длинным или игольчатым роликом. 5 – радиальный роликовый с витым роликом. 6 – радиальный упорный шариковый. 7 – радиальный упорный роликовый (конический). 8 – упорный шариковый. 9 – упорный роликовый. 5 и 6 для обозначения конструктивных особенностей подшипников (наличие шторок, выступов и т.д.). Стандартом не регламентируется. Слева через дефис указывается точность подшипника. 0 – нормальная точность. 6 – повышенная. 5 – высокая. 4 – особо высокая. 2 – сверхвысокая. Справа указывается тип материала сепаратора, тип смазки. Типы подшипников качения. Тип 0 (000) радиальный шариковый однорядный.
1. Самый распространенный подшипник. 2. Может воспринимать до 70% неиспользованной радиальной грузоподъемности для восприятия радиальных нагрузок. 3. Допускает небольшой перекос осей до 0, 5 градусов. 4. Допускает наибольшие частоты вращения. Тип 1 (1000) двухрядный шариковый сферический. Тип 3 (3000) двухрядный роликовый сферический.
1. Допускает перекос до 2, 5…3 градусов. 2. Допускает небольшую осевую нагрузку, около 20% от неиспользованной радиальной грузоподъемности. 3. Применяются в тех случаях, когда посадочные диаметры под подшипники изготавливаются не за одну установку. 4. Подшипники типа 3000 обладают большей грузоподъемностью, по сравнению с 1000. Тип 2 (2000) радиальный роликовый подшипник.
1. При выполнении буртиков на наружном кольце могут восприниматься небольшие осевые нагрузки. 2. Нагрузочная способность на 70% выше, чем у радиальных шариковых. 3. Указанные подшипники требуют точной установки, т.к. из-за перекосов осей возможен кромочный эффект работы.
42. Тип 4 (4000) Тип 5 (5000) Рисунок аналогичен типу 2, отличие составляет длинна ролика. 1. Целесообразнее применять для маленьких габаритов в радиальном направлении. 2. Такие подшипники позволяют воспринимать ударные нагрузки. 3. Игольчатые подшипники могут изготавливаться без сепараторов. Могут изготавливаться без внутренних и наружных обойм. 4. Подшипники этих серий предназначены для восприятия больших радиальных нагрузок. Тип 6 (6000)
1. Предназначен для восприятия радиальных и осевых нагрузок. 2. При попарной установке на валу производится компенсация осевых нагрузок в одном и другом направлении. Тип 7 (7000) 1. В отличие от 6000 грузоподъемность на 90% выше. 2. Более чувствителен, чем 6000 к перекосам (10' – 15'). 3. Допускает меньшие частоты вращения, чем 6000. Тип 8 (8000) Тип 9 (9000)
Предназначен для восприятия осевых нагрузок. В подшипниковых узлах обычно устанавливается совместно с радиальным подшипником, позволяющим воспринимать радиальные нагрузки. Упорные подшипники из-за центробежных нагрузок имеет ограничение по частоте вращения. Фланцевые муфты.

  
Крутящий момент передается с полумуфты (1) на полумуфту (2) за счет трения в стыке, при и использовании болтов варианта а, или за счет напряжения среза и смятия при использовании болтов варианта б, соответственно. Проводится проверка муфт (шпонок, болтов). Недостатки: необходимость тщательной установки валов.
Зубчатые муфты.
Муфта зубчатая предназначена для работы только с горизонтальными осями. Компенсация радиального и углового смещения осуществляется за счет взаимного расположения зубьев полумуфт и втулок. В отличие от зубчатых передач, не происходит перекатывание зубьев, а происходит их смещение. Вследствие этого возникает интенсивный износ, для уменьшения которого в муфту заливается жидкая смазка. Муфта позволяет компенсировать угловые смещения до 3', радиальное - 0, 2..0, 5 мм. Упругокомпенсирующие муфты.
     
Крутящий момент передается с полумуфты (1) на полумуфту (2) через палец (3), на который одеты втулки (4) и для фиксации одето кольцо (5). Упругие втулки позволяют демпфировать всплески крутящего момента. Пальцы проверяют на изгиб, а резиновые втулки - на смятие.
Компенсирующая способность муфты в осевом направлении от 1 до 5 мм, угловая до 1 градуса, и радиальная 0, 2..0, 5 мм.
Управляемые муфты. Управляемые муфты служат для прерывания силового потока без отключения двигателя. Примером управляемой муфты является фрикционная муфта. На рисунке показана однодисковая фрикционная муфта, состоящая из: неподвижной полумуфты (1), подвижной полумуфты (2), фрикционной накладки (3). Подвижная полумуфта имеет возможность перемещения по валу с направляющей шпонкой (4), за счет управляющего воздействия механизма управления (6). Прижатие подвижной полумуфты и неподвижной осуществляется за счет пружины (5). При отсутствии воздействия механизма управления, крутящий момент с неподвижной муфты за, счет сил трения, передается на подвижную полумуфту и через шпонку (4) на вал. При воздействии механизма управления, подвижная полумуфта отсоединяется от неподвижной, разрывая силовой поток. При прекращении управляющего воздействия механизма (6), пружина (5) прижимает подвижную полумуфту, возвращая механизм в исходное положение. Таким образом работает механизм сцепления автомобилей. Необходимым условием работы такой муфты является Tтр> T. Tтр=TK, где К - коэффициент запаса.
Аналогично устроены многодисковые муфты и проводится аналогичная проверка. Как видно из рисунка, при превышении момента трения будет происходить проскальзывание диска. Следовательно управляемые муфты могут применяться и как самоуправляемые (предохраняющие привод от нагрузок, превышающих расчетные). Для повышения крутящего момента, передаваемого фрикционом муфты, кроме использования многодисковой схемы могут применяться фрикционные муфты с коническими контактными поверхностями.
За счет того, что контактирующие поверхности повернуты на угол α, то усилие пружины будет равно:
Самоуправляемые муфты.
     
Применяются в качестве предохранительных звеньев. Причем указанная группа муфт может отключать привод при перегрузке, либо включать привод только при достижении заданной частоты вращения. Муфта с колодками состоит из ведущей полумуфты (1), на которой устанавливаются колодки (2) с фрикционными накладками (3), ведомой полумуфты (4). Колодки соединяются между собой пружинами (5). Соответственно при вращении ведущей полумуфты на колодки действует центробежная сила, перемещающая их по направляющим. При достижении расчетного значения частоты вращения, колодки прижимаются к полумуфте (4) и начинается осуществляться передача крутящего момента. При уменьшении частоты вращения, пружина (5) возвращает колодки в исходное положение.
50. Кулачковые муфты. Кулачки муфты могут быть выполнены по вариантам а - управляемые муфты, б - реверсивные самоуправляемые, в - не реверсивные самоуправляемые. Чем больше угол наклона кулачка, тем больше величина осевой составляющей Fx усилия взаимодействия кулачков. Сила Fx заставляет подвижную полумуфту (3) перемещаться, сжимая пружину. Так как при включении такой муфты создается большой шум, то такие муфты не рекомендуется ставить на быстроходные валы (если момент не превышает расчетный, то Fx недостаточна для вывода кулачков из зацепления). Детали машин. Курс деталей машин посвящен расчету конструированию, теории деталей и узлов деталей машин. Деталь – изделие, изготовленное из однородного сплошного материала без применения сборочных операций. Сборочная единица – изделие, полученное путем сборочных операций из деталей. Для повышения КПД машины целесообразно использовать двигатели с высокими удельными мощностями (скоростями), поэтому возникает необходимость уменьшения частот вращения и скоростей с увеличением крутящих моментов и сил. Исполняющий механизм предназначен для выполнения требуемых функций. Основные критерии при проектировании. Работоспособность – состояние объектов, при котором они способны выдержать эксплуатационные нагрузки, выполняя заданные функции. Надежность – вероятность безотказной работы в течение заданного срока службы, без применения дополнительных ремонтных операций. Технологичность – процесс изготовления и сборки деталей и узлов, определяет вид материалов, оборудование и режим обработки. Экономичность – затраты на изготовление и сборку деталей и узлов Эстетичность и эргономичность – комплексный критерий качества и совместимости человека и машины. Критерий работоспособности. Прочность – способность выдержать заданные нагрузки без разрушения.
Жесткость – способность сохранять заданную форму (траекторию).
Износоустойчивость – способность противостоять износу.
Износоустойчивость – способность деталей и узлов противостоять температурным воздействиям (хладостойкость, жаропрочность). Соединения. Глава 1. Разборные соединения. Резьбы. Классификация резьб: По форме основной поверхности: 1. цилиндрические 2. конические По направлению винтовой линии: 1. правая 2. левая По числу заходов: 1. однозаходные 2. многозаходные По профилю резьбы: 1. метрическая 2. дюймовая 3. круглая 4. трапециидальная 5. упорная 6. ленточная Соединение болтами, поставленными в отверстие из-под развертки.
Выполняем пункты 1-3 предыдущего расчета. В стыке между деталями на наиболее нагруженном болте возникает напряжение среза.
Следовательно, Выполняем проверку на смятие. Если
Если материал различный, то определяется Так же рассчитывается соединение заклепками. Популярное: |
Последнее изменение этой страницы: 2016-08-31; Просмотров: 1353; Нарушение авторского права страницы










 kп – число поверхностей среза.
kп – число поверхностей среза.
 и материал один, то напряжение смятия больше на
и материал один, то напряжение смятия больше на 
 Fсм=R;
Fсм=R; 
 для каждой из пластин и выбирается худший случай нагружения. Например, пластина 1 может быть изготовлена из алюминия, и несмотря, что
для каждой из пластин и выбирается худший случай нагружения. Например, пластина 1 может быть изготовлена из алюминия, и несмотря, что  напряжение смятия для первой пластины может быть более опасным, чем для второй. Если проверки удовлетворяет, то найденное d0 округляем до стандартного размера болта.
напряжение смятия для первой пластины может быть более опасным, чем для второй. Если проверки удовлетворяет, то найденное d0 округляем до стандартного размера болта.

 при
при 



 мм.
мм.


 k – катет шва.
k – катет шва.















 б)
б)  в)
в) 

 (рис б).
(рис б). где C – коэффициент жесткости (1 – вала, 2 – ступицы); E – модуль Юнга.
где C – коэффициент жесткости (1 – вала, 2 – ступицы); E – модуль Юнга. где Р – выбираем из 4-х типов нагружения.
где Р – выбираем из 4-х типов нагружения.

 коэффициент Пуассона (для стали 0, 3).
коэффициент Пуассона (для стали 0, 3).






 косозубая;
косозубая;  шевронная;
шевронная;  прямозубая.
прямозубая. , то колесо выродиться в рейку, эвольвентный профиль в трапециидальный, и тогда плоскость, по которой ширина вершин будет равна ширине впадин – делительная плоскость.
, то колесо выродиться в рейку, эвольвентный профиль в трапециидальный, и тогда плоскость, по которой ширина вершин будет равна ширине впадин – делительная плоскость.

 l≈ d
l≈ d l до 2d
l до 2d l до 10d
l до 10d




















 ширину поверхности трения рекомендуется выбирать из условия:
ширину поверхности трения рекомендуется выбирать из условия: 








