
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Об испытательной лаборатории
Практическая работа №1. «Определение типа производства для данных условий» Цель работы: Организация целенаправленной познавательной деятельности студентов по овладению материалом дисциплины «Машиностроительное производство» по темам «Структура машиностроительного предприятия» и «Организация производственного процесса» Задание: Осуществить анализ трёх предложенных ниже ситуаций. Найти основание для классификации и произвести классификацию производственных процессов и цехов. 1. На машиностроительном предприятии выполняются следующие производственные процессы: литьё, производство отливок и поковок, горячая ковка и штамповка, механическая и термическая обработка деталей, изделий; сборка деталей в узлы, узлов в машину; испытательные операции, ремонт и наладка оборудования, инструмента; изготовление инструмента, штампов и различной оснастки; выработка пара, сжатого воздуха; погрузка и транспортировка продукции, контроль за качеством выпускаемой продукции. 2. В состав машиностроительного предприятия входят следующие цехи: чугунолитейный, сталеплавильный, кузнечно-прессовый, заготовительный, цех тяжёлых прессов, цех стальных конструкций, механический цех, сборочный цех, инструментальный, экспериментальный, паросиловой, ремонтно-механический, энергетический, транспортный, цех ширпотреба из отходов своего производства. З. На предприятии осуществляются следующие операции: механическая, термическая и гальваническая обработка, горячая ковка и штамповка, крепление, раскрепление и снятие детали, подналадка станка, смена режущего инструмента, отделка, погрузочно-разгрузочные и транспортные операции, смазка, упаковка продукции, хранение, выдача со склада. Вывод. Практическая работа №2. «Изучение типовых положений о подразделениях машиностроительного предприятия. Составление должностной инструкции». Цель работы Организация целенаправленной познавательной деятельности студентов по овладению материалом дисциплины «Машиностроительное производство» по теме «Назначение и организация подразделений и служб машиностроительного предприятия».
Задание.
Типовое положение Вывод
Практическая работа № З «Выбор метода получения заготовки».
Часть 1. Анализ технологичности детали, её назначения, требований по качеству и точности. Назначение двух методов получения заготовки. Часть 2. Сравнительный технико-экономический анализ двух методов. Выбор метода получения заготовки. Цель работы Организация целенаправленной познавательной деятельности студентов по овладению материалом дисциплины «Машиностроительное производство» по теме «Заготовки деталей маши
Часть 1. Анализ технологичности детали, её назначения, требований по качеству и точности. Назначение двух методов получения заготовки. Общая материалоёмкость (Gобщ) рассчитывается по формуле
Где G1, G2, Gi, Gn - расход вида материала; n - количество видов материалов. Относительная материалоёмкость - характеризует структуру общей материалоёмкости. Относительная материалоемкость определяет долю каждого вида материала в общей материалоёмкости и рассчитывается по формуле gотн = Gi: Gобщ Удельная материалоёмкость - характеризует конструкцию изделия по величине расхода материалов. Удельная материалоёмкость рассчитывается по формуле gуд = Gобщ: Р где Р – определяющий параметр изделия (производительность, мощность, масса и т.д.) Gобщ - общая материалоёмкость изделия. Кроме показателей материалоёмкости расход материалов на изготовление изделия характеризуется коэффициентом использования материала, который рассчитывается по формуле КИМ = gч: Gобщ Где gч – чистая масса изделия. Трудоемкость характеризует затраты труда на изготовление изделия. Различают общую, относительную и удельную трудоемкость. Общая трудоемкость показывает количество времени, затрачиваемого исполнителями на производство единицы продукции. Общая трудоемкость рассчитывается по формуле
где tз, tм, tсб, tпр — трудоемкость соответственно заготовительных работ, механической обработки, сборочных работ и прочих работ, входящих в технологический процесс изготовления данного изделия. Относительная трудоемкость - характеризует долю трудозатрат по данному виду работы в общей трудоемкости. Удельная трудоёмкость характеризует затраты времени па единицу продукции относительно определяющего параметра. Удельная трудоемкость рассчитывается по формуле
Себестоимость характеризует затраты на изготовление изделия. Различают общую и удельную себестоимости. Общая себестоимость показывает сумму затрат на изготовление изделия. В структуру общей себестоимости включаются затраты на материалы, заработную плату и косвенные расходы. Удельная себестоимость - характеризует затраты на единицу продукции относительно определяющего параметра Р. Удельная себестоимость рассчитывается по формуле
где Собщ - общая себестоимость изделия. Показатели технологичности сравниваются с базовыми, установленными отраслевыми стандартами для однотипных изделий. Показатели технологичности во многих случаях могут оказать решающее влияние на окончательную комплексную оценку проектов новых изделий. В настоящее время технологичность детали с определенной степенью приближения может быть оценена следующими показателями:
Коэффициент выхода годного определяют как отношение массы заготовки (М2) к массе исходного металла (М1), т.е. Кв.г = М2 / М1. Коэффициент весовой точности определяют как отношение массы готовой детали М3 к массе заготовки М2, т.е. Кв.т = М3 / М2. Коэффициент использования металла оценивают как отношение массы готов ой детали к массе исходного металла, т.е. Ки.м = Кв.г / Кв.т = М3 / М1. Коэффициент выхода годного характеризует расход материала в заготовительном цехе, размер брака, технологических отходов и т.п. Коэффициент весовой точности отражает степень приближения формы и размеров заготовки к форме и размерам детали, т.е. характеризует объем механической обработки. Коэффициент использования металла отражает общий расход металла на изготовление данной детали. Например,
тогда Кв.г = 500/750 = 0, 6б; Кв.т = 300/500 = 0, 6; Ки.м = 300/750= 0, бб•0, 6 = 0, 4. Коэффициент весовой точности является наиболее часто употребляемым для оценки рентабельности выбранной заготовки, так как зависит от конструкции детали и от конструкции и массы заготовки. Это легко можно заметить на следующем примере: при получении мелких деталей типа валиков, осей, шпилек, болтов и т.п. из горячекатаного проката Кв.т = 0, 4 - 0, 6; при изготовлении из той же заготовки деталей типа колец и втулок Кв.т = 0, 15 - 0, 20. Можно отметить, что в общем случае, чем меньше отношение длины детали к ее диаметру, тем больше Кв.т. Поэтому для изготовления мелких деталей желательно применение точных способов получения заготовок: выдавливание, редуцирование, высадка, раскатка и т.д. В среднем Кв.т для машиностроительных предприятий не превышает 0, 62 - для процессов ковки и штамповки и 0, 68 - для процессов литья. В основе выбора рационального способа получения заготовки должен лежать технико-экономический анализ возможных вариантов технологических процессов изготовления детали. Задания к выполнению. Выбрать заготовку и способ ее получения для детали, изготавливаемой из предложенного материала. Масса готовой детали, параметр шероховатости, точность, годовая программа выпуска даны в таблице с вариантами.
Часть 2. Задания к выполнению. Выбрать заготовку и способ ее получения для детали, изготавливаемой из предложенного материала. Масса готовой детали, параметр шероховатости, точность, годовая программа выпуска даны в таблице с вариантами.
Вывод
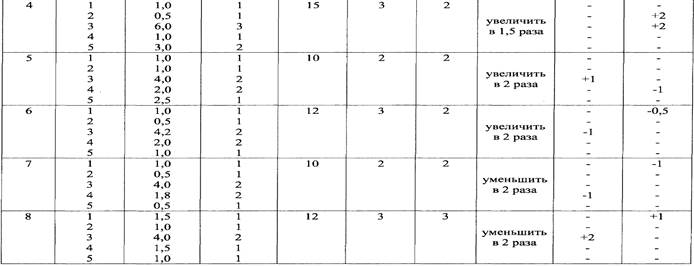
Практическая работа № 4. «Определение длительности производственного цикла». Цель работы Организация целенаправленной познавательной деятельности студентов по овладению материалом дисциплины «Машиностроительное производство» по теме «Производственный и технологические процессы основного производства машиностроительного предприятия». Задание. Построить графики производственных циклов при различных видах движения партий деталей. Исходные данные:
Примечание: знак «+» означает увеличение нормы времени, «-» - уменьшение нормы времени. Требуется: 1. Построить графики производственных циклов простого процесса при последовательном, параллельно-последовательном и параллельном движении деталей. 2. Проверить правильность графического построения аналитическим расчетом длительности циклов. 3. Установить, как влияет изменение размера партии деталей и трудоемкости обработки по операциям на длительность цикла. 4. Пояснить назначение графиков. Вывод. Практическая работа №5. «Технико – экономическое обоснование выбора варианта технологии на этапе технической подготовки производства». Цель работы Организация целенаправленной познавательной деятельности студентов по овладению материалом дисциплины «Машиностроительное производство» по теме «Техническая подготовка производства». Приобретение практических навыков по расчёту конструкции изделия на технологичность на стадии конструкторской подготовки производства.
Задание Осуществить анализ четырёх предложенных ниже ситуаций. Сделать вывод о технологичности конструкции изделия до и после модернизации, определить наиболее выгодный вариант конструкции изделия.
1. Определить коэффициент использования материала у действующей и модернизированной конструкциях, процент снижения средней материалоёмкости после модернизации на основе следующих данных:
2. Общее количество наименований деталей - в первом варианте новой конструкции изделия 1550, - во втором варианте 1500, - коэффициент унификации 0, 3 и 0, 4 соответственно. Определить, на сколько уменьшился объём работ (в часах) по конструкторской подготовке во втором варианте, если средняя трудоёмкость конструкторской подготовки производства одной оригинальной детали 40 часов.
З. В результате модернизации - коэффициент использования материала в новой конструкции увеличился на 5 %. - Норма расхода материала в старой конструкции 50 кг. - Масса обработанных деталей в старой конструкции — 40, а в новой — 35 кг. Определить, как изменятся затраты на материал, если - цена материала — 30 тыс. руб. за тонну, - цена отходов —2 тыс, руб. за тонну.
4. Определить наиболее выгодный вариант унификации и стандартизации. В конструкции изделия 1000 наименований элементов. Предложены варианты унификации и стандартизатщи конструкции: 1)
Повышение коэффициента унификации и коэффициента стандартизации на 0, 1 обеспечивает соответственно экономию 1000 и 2000 тыс, руб. Методические указания Материалоёмкость конструкции
Коэффициент использования материала
Затраты на материалы
Цм — цена одного кг материала, Мз — масса заготовки для одной детали, кг Цо — цена одного кг отходов, Мо — масса отходов от одной заготовки, кг Трудоёмкость изготовления
Т — количество затраченного времени (час), N— объём вьтгтущенной продукции (шт.) Коэффициент унификации изделия
Nун — номенклатура деталей, унифицированных с деталями других изделий, Nобщ — общее количество наименований деталей в изделии Коэффициент стандартизации изделия
Nст — номенклатура стандартных деталей, Nобщ - общее количество наименований деталей в изделии
Вывод.
Практическая работа №6. «Расчет потребности инструмента». Цель работы Организация целенаправленной познавательной деятельности студентов по овладению материалом дисциплины «Машиностроительное производство» по теме «Организация инструментального хозяйства». Задание №1. Определение оборотного фонда инструмента, находящегося на рабочих местах. Требуется определить общее число резцов, находящихся на рабочих линиях.
Исходные данные:
Задание №2 Определение потребности цеха в инструменте. Требуется определить потребность цеха в инструменте для выполнения производственной программы при массовом и единичном типах производства В последнем случае в дополнение к исходным данным используется справочная информация, помещенная в методических указаниях. Исходные данные:
Вывод
Практическая работа №7 «Расчёт длительности ремонтного цикла при различных видах движения предметов труда в производстве». Цель работы Организация целенаправленной познавательной деятельности студентов по овладению материалом дисциплины «Машиностроительное производство» по темам «Структура машиностроительного предприятия» и «Организация производственного процесса» МЕТОДИЧЕСКИЕ УКАЗАНИЯ: Планирование работ по техническому обслуживанию и ремонту предусматривает проведение расчетов и обоснований по следующим ведущим позициям: - определение объемов работ по техническому обслуживанию и ремонту оборудования с доведением их до пользователей; - определение простоев оборудования в связи с ремонтом; расчет трудоемкости планируемых объемов работ; - определение численности рабочих, необходимых для выполнения ремонтных работ; - расчет потребности в запасных частях (включая комплектующие изделия) для выполнения планируемых объемов работ и их остатков на складах; - определение затрат, связанных с выполнением планируемых объемов работ. Эффективность системы находится в прямой зависимости от совершенства нормативной базы, соответствия нормативов условиям эксплуатации оборудования. От прогрессивности нормативной базы зависят размеры расходов предприятия на техническое обслуживание, ремонт оборудования, уровень потерь в производстве, связанных с неисправностью оборудования. Важнейшими нормативами системы являются: длительность межремонтных периодов и периодичность технического обслуживания; категория сложности ремонта; нормативы трудоемкости; нормативы материалоемкости; нормы запаса деталей и оборотных узлов и агрегатов. категория сложности ремонта; нормативы трудоемкости; нормативы материалоемкости; нормы запаса деталей и оборотных узлов и агрегатов.
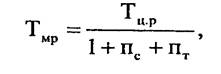
Под ремонтным циклом понимается период времени от момента ввода нового оборудования в эксплуатацию до первого капитального ремонта или между двумя последовательно выполняемыми капитальными ремонтами. Длительность ремонтного цикла определяется сроком службы основных механизмов и деталей, замена и ремонт которых могут быть осуществлены во время полной разборки агрегата. Структура ремонтного цикла — это перечень ремонтов, входящих в его состав, расположенных в последовательности их выполнения. Так, для легких и средних металлорежущих станков (до 10 т) структура имеет вид К—Т—Т—С—Т—Т—К, где К, Т, С — соответственно, капитальный, текущий, средний ремонты. Продолжительность ремонтного цикла (Т) — число часов оперативного времени работы оборудования, на протяжении которого производятся все ремонты, входящие в состав цикла. Простои оборудования, связанные с выполнением плановых и неплановых ремонтов и технического обслуживания, в продолжительность ремонтного цикла не входят. Межремонтный период (Т) — это период оперативного времени работы оборудования между двумя последовательно выполняемыми ремонтами. Тогда длительность ремонтного цикла и межремонтного периода могут быть выражены следующим образом:
где Пс, Пт — соответственно, число средних и текущих ремонтов, а 1 указывает на один капитальный ремонт, производимый в период ремонтного цикла. Продолжительность ремонтного цикла можно определить из следующего эмпирического выражения: Где: А — в соответствии с Типовой системой продолжительность оперативного времени, отработанные оборудованием часы (для металлорежущего оборудования — 16800, для кузнечно-прессового — 10000, литейного —6000); К о.м — коэффициент обрабатываемого материала (сталь конструкционная 1, 0; прочие материалы — 0, 75); К м.и— коэффициент материала применяемого инструмента (металл — 1, 0; абразив —0, 8); К т.с— коэффициент класса точности оборудования (нормальной точности (Н)- 1, 0; повышенной точности (П) — 1, 5; высокой точности (В), особо высокой точности (А) и особой точности (С) — 2, 0); К к.с—коэффициент категории массы (до 10т—1, 0; от 10 до 100т—1, 35; свыше 100т— 1, 7); К р.о — коэффициент ремонтных особенностей; К у — коэффициент условий эксплуатации (для электродвигателей помещение сухое, чистое — 1, 0; сухое, загрязненное — 0, 9; сырое горячее, загрязненное — 0, 7); К в — коэффициент возраста (до 10 лет—— 1, 0; свыше 10 лет — от 0, 7 до 0, 9); К д — коэффициент долговечности. Все работы по техническому обслуживанию четко регламентируются по их содержанию, трудоемкости, периодичности выполнения и распределению по исполнителям. В зависимости от этих факторов предусмотрены следующие комплексы работ по техническому обслуживанию: Е, ТО-1, ТО-2, ТО-З, ТО-4, ТО-5. В комплекс Е включены все работы, выполняемые ежемесячно. По существу, это инструкция по эксплуатации и уходу за оборудованием. Комплекс ТО-1 выполняется 1 раз в неделю и содержит работы по проверке устройств, техники безопасности и механизмов, отказы которых могут привести к авариям. Комплекс ТО-2 выполняется 1 раз в месяц и предусматривает проверку органов управления, крепежных деталей и т.п. Комплекс ТО-3 выполняется 1 раз в три месяца, ТО-4, ТО-5 — соответственно, через б и 12 мес. При этом каждый комплекс предусматривает более сложные и трудоемкие работы и в то же время включает работы предшествующих комплексов. Структуру цикла технического обслуживания изображают в виде суммы входящих в него операций. Например, структуру цикла технического обслуживания, включающего ежесменный осмотр (Еое), четыре пополнения смазочного материала (Сп) одну его загрузку (Сз), один частичный осмотр (Оч) две профилактические регулировки (Р), можно записать следующим образом:
Продолжительность цикла технического обслуживания (То) и продолжительность межремонтного обслуживания (Т) равны между собой, так как все операции технического обслуживания выполняются между двумя последовательными плановыми ремонтами. Работы по техническому обслуживанию должны составляться на каждый станок заводом-изготовителем и фиксироваться в карте регламентированного технического обслуживания. Ремонтосложность (Н) определяется конструктивными и технологическими особенностями оборудования и устанавливается на механическую и электрическую части каждого станка. Единицей ремонтосложности механической части называется ремонтосложность условной машины, у которой трудоемкость капитального ремонта механической части, отвечающего по объему и качеству требованиям ТУ, равна 50 ч в неизменяемых условиях среднего ремонтного цеха машиностроительного предприятия. Аналогично определяется ремонтосложность электрической части, трудоемкость единицы которой равна 12, 5 ч. Объем работ, подлежащих выполнению при капитальном ремонте механической и электрической частей любого станка в неизменных условиях, может быть оценен числом единиц ремонтосложности, зависящим только от его конструктивных и технологических особенностей. Он называется стабильной ремонтосложностью данного станка и обозначается Rм, Rэ. Механическая часть станков и машин в общем случае может состоять из кинематической и гидравлической частей, ремонтосложность которых обозначают, соответственно Rк и Rг. Таким образом,
Электрическая часть машин состоит из электроаппаратов, приборов и проводки, ремонтосложность которых обозначается (Rа), и электродвигателей (Rд):
Исходными данными для определения ремонтосложности различных моделей оборудования являются технические характеристики, содержащиеся в паспортах. Для серийно выпускаемых моделей оборудования в Типовой системе помещены справочные таблицы величин стабильной ремонтосложности механической и электрической частей. Для упрощения расчетов целесообразно объем работ по текущему и среднему ремонтам механической части оборудования в Rм и объемы работ по капитальному и текущему ремонту электрической части оборудования в Rэ привести к эквиваленту по трудоемкости — объему работ по капитальному ремонту механической части и выразить в Rп. Rп — это ремонтосложность различных видов ремонта разных частей оборудования, приведенная к ремонтосложности капитального ремонта механической части оборудования. для приведения объемов работ по текущему и капитальному ремонту, а также ремонту механической и электрической частей к одному измерителю Rп, установлены коэффициенты перевода: - коэффициент отношения объема работ при текущем и среднем ремонтах механической части к объему при капитальном ремонте Ктм = 0, 12; Ксм = 0, 18; - коэффициент отношения объема работ при текущем ремонте электрической части к объему работ при капитальном ремонте Ктэ = 0, 12; - коэффициент отношения объема работ при капитальном ремонте электрической части к объему работ при капитальном ремонте механической части Кэм = 0, 25. Данная система перевода упрощает расчет суммарного объема работ гiо годовому плану ремонта оборудования.
Пример. По плану должно быть выполнено: капитальных ремонтов механической части — 500Rм и электрической части — З00Rэ текущих ремонтов механической части — 2000Rм электрической части —1200Rэ; средних ремонтов механической части — 500Rм. Определить приведенный суммарный объем работ Σ Rп. что эквивалентно 941 × 50 = 47 050 ч трудоемкости в неизменных организационно-технических условиях. Общий объем ремонтных работ, сроки проведения ремонтов и технического обслуживания каждого конкретного агрегата, трудоемкость ремонта и длительность его простоя из-за ремонта устанавливаются планом-графиком ремонта оборудования, который составляется на год по каждому цеху и в целом по предприятию.
План- график ремонта оборудования содержит: - перечень установленного оборудования, - категорию сложности ремонта, - виды проводимых ремонтов, - осмотры, сроки их выполнения, - а также трудоемкость работ и время простоя в ремонте.
Годовой план-график ремонта оборудования служит основанием для разработки месячных оперативных планов-графиков. На основании плана-графика разрабатываются задания ремонтным цехам, базам и бригадам и ведется техническая и организационная подготовка к ремонту. Контроль за выполнением планов-графиков ремонта возлагается на отдел главного механика (ОГМ). На основе плана-графика рассчитываются основные технико-экономические показатели по ремонту: - трудоемкость работ, - численность персонала, - потребность в материалах, - сметная стоимость ремонтных работ. При составлении годового плана-графика ремонта оборудования следует учитывать, что при наилучшей организации технического обслуживания и ремонта необходимость выполнения неплановых ремонтов не может быть полностью устранена. В связи с этим предусматривается планирование резерва на непредвиденные ремонтные работы при составлении годового плана-графика в размере 5% объема работ. Его вносят отдельной строкой в план каждого цеха в графу «Итого за год» в виде обезличенной ремонтосложности оборудования, подвергаемого текущему ремонту. Годовой план-график технического обслуживания составляется после определения трудоемкости работ по ремонту оборудования и уточнения сроков вывода оборудования в ремонт. Трудоемкость годовой программы ремонтов (Тр) позволяет установить необходимую численность рабочих для проведения ремонтных работ. Общая численность рабочих (Ч) для выполнения плановых ремонтов определяется по формуле
где Fэ — годовой расчетный фонд времени работы рабочего; Кв - средний коэффициент выполнения норм времени.
Численность рабочих, необходимая для выполнения годового объема ремонтных работ, по профессиям (слесари (Чсл) станочники (Чст) прочие рабочие (Чпр)) рассчитывается по следующим формулам:
где Тсл, Тмт, Тпр, — соответственно, годовой объем слесарных, станочных и прочих работ, нормо-ч. Расчет потребности рабочих для межремонтного обслуживания оборудования (Чобл) осуществляется исходя из количества подлежащего обслуживанию оборудования, сменности его работы и норм обслуживания по формуле
где Тобсл — трудоемкость технологического обслуживания, нормо-ч.
Простой оборудования из-за ремонта (П) определяется по нормам и количеству ремонтных единиц ремонтируемого агрегата по формуле
где Нп — норма простоя оборудования единицы ремонтосложности; R — ремонтная сложность оборудования.
Нормы продолжительности простоя оборудования в ремонте и при техническом обслуживании даются в Типовой системе по видам работ. Типовая система предусматривает нормы расхода материалов и комплектующих изделий на ремонт и техническое обслуживание оборудования. Нормы разработаны отдельно на механическую, электрическую и электронную части (устройства ЧПУ) оборудования. При составлении годовых заявок потребность (Ммг) в материалах каждого наименования для механической части машин определяются из следующего выражения:
где МмR — норма расхода материала данного наименования на капитальный ремонт единицы ремонтосложности механической части; Кк, Кс, Кт, Ко — соответственно, коэффициенты, отражающие вид ремонта (капитальный, средний, текущий) и техническое обслуживание; Ксб — коэффициент доли запасных частей собственного изготовления;
1, 05 — коэффициент на выполнение неплановых ремонтов. Годовая потребность в материалах определенного наименования для ремонта аппаратуры и электропроводки машин (Маг) и ремонта электродвигателей (Мдг) определяется из следующих выражений: где МаR, МдR нормы расхода материала на капитальный ремонт единицы ремонтосложности аппаратуры и электродвигателей;
Соответственно рассчитывается потребность в запасных частях для определения запасов на специализированных предприятиях. Заключительным этапом разработки планов по ремонту и техническому обслуживанию оборудования является составление сметы затрат. Исходя из общей трудоемкости ремонтных работ, численности обслуживающего персонала определяются затраты на оплату труда и соответствующие начисления. Вычисляется стоимость основных материалов, комплектующих изделий и запасных частей, энергетических и других затрат, в том числе и косвенных расходов. С учетом трудоемкости различных видов ремонта и полных плановых осмотров, норм затрат на материалы и косвенных расходов определяется стоимость капитального, среднего и текущего ремонта, полного планового осмотра перед внутрицикловым и капитальным ремонтом единицы ремонтосложности механической, электрической и электронной частей различных видов и групп оборудования. Аналогично рассчитывается стоимость планового и непланового обслуживания единицы ремонтосложности механической и электрической частей различных видов оборудования за 1000 отработанных часов. Таким образом устанавливают расценки на все виды работ и услуг ремонтно-механического цеха производственным цехам и другим подразделениям предприятия. ТИПОВЫЕ ЗАДАЧИ С РЕШЕНИЯМИ
Задача №1. Условие. 18 слесарей, работающих попарно, обслуживают участок револьверных станков. Продолжительность ремонта 1 станка равна в среднем 12, 5 смены. Для сужения фронта работ была произведена перестановка рабочих в бригаде. Ремонт каждого станка был поручен З слесарям. Продолжительность ремонта снизилась до 8, 3 смены. В месяце 5 рабочих дней. Задание. Определить экономию времени в использовании оборудования от введения этого мероприятия. Решение. Число станков, которое ремонтировали в месяц 2 слесаря:
Вся бригада за месяц ремонтировала 2× 9 = 18 станков. Общее время простоя оборудования в ремонте составляло: 18 × 12, 5 = 225 станко-смен. Трое рабочих за месяц могут отремонтировать
Общее количество станков, которое бригада из 18 чел. может отремонтировать за 1 месяц:
Время простоя оборудования в ремонте составит 18 × 8, 3 = 149, 4 станко-смен. Экономия в использовании времени работы оборудования от перестановки рабочих в бригаде равна 225 — 149, 4 = 75, 6 станко-смены.
Задача №2. Условие. Ремонтный цикл (9 лет) группы одномодельных фрезерных станков включает в себя, кроме капитального, два средних и ряд малых ремонтов и периодических осмотров. Межремонтньте периоды — 1 год. Межосмотровые — б мес. Задание. Определить количество малых ремонтов и осмотров. Решение. 1. Аналитическое. Количество малых ремонтов nм определяется по формуле
Количество осмотров nо рассчитывается по формуле
2. Графическое. Строится структура ремонтного цикла:
Годы КР — капитальный ремонт; С — средний ремонт; М — малый ремонт; О — осмотр
Ответ: nм = б; nо = 9.
Задача №3. Условие. Популярное: |
Последнее изменение этой страницы: 2016-08-31; Просмотров: 946; Нарушение авторского права страницы




























 — суммарная ремонтосложность механической части машин, подлежащих в течение года, соответственно, капитальному, среднему, текущему ремонту;
— суммарная ремонтосложность механической части машин, подлежащих в течение года, соответственно, капитальному, среднему, текущему ремонту; 
 — суммарная ремонтосложность, соответственно, аппаратуры и электродвигателей, подлежащих в течение года капитальному или текущему ремонтам.
— суммарная ремонтосложность, соответственно, аппаратуры и электродвигателей, подлежащих в течение года капитальному или текущему ремонтам.




