|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
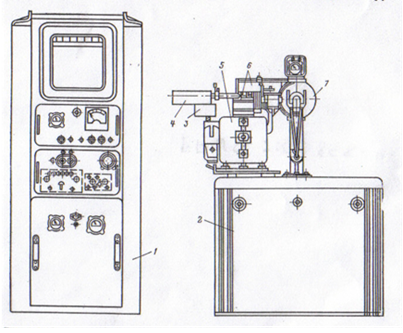
Установка выращивания монокристаллов гадолиний-галлиевого граната СКИФ-3
Предназначена для выращивания монокристаллов гадолиний-галлиевого граната и других неразлагающихся окисных материалов методом Чохральского. Максимальный диаметр выращиваемого монокристалла, 125 мм. Особенности конструкции - индукционный нагрев тигля, - среда выращивания - проток газовой смеси, - автоматический контроль диаметра кристалла, - датчик веса оригинальной конструкции. Технические характеристики - загрузка тигля, 25 кг, - точность поддержания диаметра кристалла, +-1 мм, - нестабильность поддержания напряжения на индукторе, +-0, 05%, - управление - микро-ЭВМ, - максимальная потребляемая мощность, 140 кВт, - занимаемая площадь, 25 м2, - масса 3770 кг.
Размер выращиваемой заготовки: 50x100 мм.
Процесс выращивания подложки: 1. Загрузить шихту – смесь окислов галлия и гадолиния в соотношении 53, 92 мас.% Gd2O3 и 46, 08 мас.% Ga2O3. Для взвешивания компонентов использовать весы электронные циферблатные “Sartorius E 5500 S”. Контроль шихты осуществлять следующим образом: для этого щупом отобрать три пробы и с каждой провести химический анализ по однородности и правильности отвешивания при помощи весов, по нерастворимому остатку в соде, в борной кислоте. Если результаты анализов сходны между собой, то шихту признать. Содержание посторонних примесей не должно превышать 10-4 ат. долей. 2. Установить затравочный кристалл специальный держатель установки. Для закрепления затравки использовать полихлорвиниловые трубки. Трубку выдержать в ацетоне 1—2 мин, она на 10—20 мин становится эластичной и ее можно натянуть на кристаллоносец (рис.3) с диаметром, значительно превышающим диаметр трубки. 3. Произвести герметизацию камеры установки выращивания форвакуумным насосом НВР-16Д, затем турбомолекулярным насосом 01АБ-1500-ОЧ. Обеспечивается создание необходимого вакуума степени 7, 5*10-5 мм. Давление контролируется по термопарной части вакуумметра ВИТ-2П. Вакуумметр необходимо поверять перед использованием таким образом, чтобы приведенная погрешность измерения тока нагревателя термопарного преобразователя в нормальных условиях не превышала ±4%. Поверку осуществлять по ТУ 4-ШТ0.005.111ТУ-77. 4. Подать аргон к тепловому узлу перед началом нагрева тигля. Аргон служит защитной средой предотвращающей разрушение Ir контейнера, вследствие окисления при высоких температурах. Провести высокочастотный нагрев иридиевого тигля диаметром 150мм до температуры 1700оС. В дальнейшем поддерживать температуру плавления в течение 5 часов для гомогенизации. 5. При появлении расплава добавить кислород содержанием 2 об.%. кислород предотвращает разложение и испарение Ga2O3. 6. Начать затравливание – соприкосновение монокристаллической затравки с расплавом. При касании затравкой расплава происходит затравливание, после чего начать перемещение затравки вверх со скоростью 2 мм/ч. При этом вращать затравку со скоростью 40 об/мин, тигель в противоположном направлении с той же скоростью. Температуру поддерживать над поверхностью расплава на 100о ниже температуры расплава. В процессе роста уменьшить содержание кислорода до 0, 9 об.%. Процесс кристаллизации контролировать оптическим методом с использованием пирометра. В качестве индикатора изменения диаметра растущего кристалла оптический сигнал от ореола, образующегося вокруг столбика растущего кристалла. Оптический пирометр визируется на узкую область вблизи столбика расплава. 7. Уменьшить скорость вращения до 23, 5 об/мин с целью изменения формы фронта кристаллизации от островыпуклого к плавновыпуклому. Скорость роста остается прежней. 8. Увеличить скорость вытягивания после изменения формы фронта кристаллизации до 7, 0 мм/ч. Длина конуса составляет 5 мм. Угол разращивания конуса 170о. 9. Рост цилиндрической части кристалла вести с постоянными скоростями вращения и вытягивания 23, 5 об/мин и 7, 0 мм/ч соответственно. Длина кристалла 100мм. 10. Осуществлять отжиг выращенного кристалла в аргоновой атмосфере в течение 2 час при температуре не выше 1600 оС 11. Охладить со скоростью 500 оС/час. 12. Произвести выгрузку кристалла из тигля при помощи ручного привода. 13. Кристалл по извлечении из кристаллизатора сразу же обернуть фильтровальной бумагой и ветошью, после чего оставить до полного остывания. Фильтровальную бумагу и ветошь предварительно подогреть. 14. Обрезать кристаллоносец на расстоянии 3—4 см от кристалла 15. После резки кристаллы отмыть путем протирания ватой, смоченной в ацетоне. 16. Произвести взвешивание, замер габаритов и визуальный осмотр поверхности кристаллов на предмет дефектов. Инструмент: весы, штангенциркуль. 17. Подготовить установки к выплавлению остатка расплава из тигля: Тигель с остатком расплава устанавить вверх дном на керамической подставке, а под ним устанавить керамический стакан. Использовать стаканы, уже пришедшие в негодность. Тигель закрыть экранами. Установка герметизировать, заполнить аргоном. Включить водяное охлаждение индикатора и стенок камеры. 18. Выплавить остатки расплава: Тигель нагреть до температуры чуть ниже температуры плавления расплава в течении 1, 5 часов. Затем, после небольшой выдержки (15-20 минут) следует резко повысить температуры плавления расплава. При этом расплав выливается в керамический стакан. 19. Установку охладить, откачать азот, запустить воздух и извлекают очищенный контейнер 20. Взвесить очищенный контейнер для фиксирования потери иридия. 21. Керамический тигель очистить скалыванием из него расплава. 22. После демонтажа тепловых экранов ростовая камера трижды протереть ветошью, смоченной в этиловом спирте.
Ориентация кристалла В процессе роста монокристаллов наблюдается несоответствие оси слитка кристаллографической оси. Для получения пластин, ориентированных в заданной плоскости, до резки производят ориентацию слитков. Для контроля угла среза кристалла применяют рентгенографический метод. Данный метод основан на дифракции рентгеновских лучей в кристалле вещества. Рентгеновские лучи при прохождении через кристалл взаимодействуют с электронными оболочками атомов. В результате этого взаимодействия происходит дифракция рентгеновких лучей и на фотопленке получается дифракционная картина – пятна или окружности. Из дифракционной картины получают сведения о размещении молекул, о расстояниях между атомами и углах между химическими связями. Положение плоскости среза определяется на рентгенгониометре (рис. 4.4) по отношению к атомной плоскости, ориентация которой известна. Для измерения угла среза выбирается ближайшая к нему атомная плоскость, обладающая интенсивностью отражения не меньше 0, 5% интенсивности минимально отражающей поверхности. Выбранная атомная плоскость должна составлять угол δ с плоскостью среза, несколько меньше угла θ Брегга. Рентгеновские лучи с длиной волны λ =0, 15405 нм от рентгеновской трубки 1 с медным анодом проходят через бериллиевое окно 2, коллиматор 3, представляющий собой металлическую трубу с вертикальной и горизонтальной щелями на концах, селективный никелевый фильтр 4 к пластине 5, закрепленной в приставке 6, угол поворота которой фиксируется на дисковой шкале 7. Если пластину с параллельными гранями и атомными плоскостями (hk.l) установить так, чтобы угол А был равен углу Брэгга
Рис. 4.4. Схема рентгенгониометра Если же атомная плоскость не параллельна грани, а находится под δ углом, то прибор покажет максимум отражения при повороте контрольной пластины на угол Кристаллографические плоскости характеризуются определенными углами отражения падающих на них рентгеновских лучей. Величины этих углов, например, для кремния: (111) –17°56', (110) - 30° 12', (100) – 44°23'
Для ориентации рентгеновским способом используют установки УРС-50И, УРС-60, УРС-70К1. Универсальная установка УРС-50И с приставкой ЖК 78.04 предназначена для определения ориентации в кристалло графической плоскости (111). Максимальный угол отклонения кристаллографической плоскости (111) от торца слитка Si, который можно определить на данной установке, составляет 14°, а для слит ков Ge — 13°.
Рис. 4.5. Общий вид рентгеновской установки для ориентирования монокристаллов УРС-50И(М)
Общий вид рентгеновской установки для ориентирования монокристаллов с приставкой показан на рис. 4.5. Аппарат состоит из стола 2, гониометрического устройства 5 (ГУР-3, а для модификации УРС-50ИМ – ГУР-4), рентгеновской трубки – источника рентгеновских лучей 7, счетчика квантов 4, распределительного блока 1, блока усиления импульсов 3, защитного экрана 6. Установка подключается к сети через входной стабилизатор типа СН-1. Анод рентгеновской трубки защищен массивным металлическим кожухом и охлаждается водой. Все части установки, кроме измерительного шкафа 1, который выполнен отдельно, расположены на столе 2. Внутри стола размещены пускорегулирующая аппаратура и высоковольтное генераторное устройство, питающее рентгеновскую трубку [25].
Процесс ориентации кристалла: 1. Установить кристалл в станке АОС-200М и зафиксировать крепежными винтами. 2. Отрезать пробную пластину толщиной 1-1, 5 алмазным кругом. 3. Установить пробную пластину на приставку рентгенгониометра УРС-50ИМ. 4. Определить с помощью рентгенгониометра угол среза кристалла по максимуму отражения при повороте контрольной пластины. Приборная погрешность определения углов ориентации составляет ±30’’. Для надежной работы необходимо два раза в год проводить профилактический осмотр приставки и смазку трущихся деталей. Редуктор смазывают машинным маслом, которое заливают через крышку. Особое внимание следует обращать на состояние рабочей поверхности угольника, так как от длительной эксплуатации поверхность угольника, к которой прижимают ориентируемые пластины, со временем теряет первоначальную чистоту обработки, изнашивается. От точности изготовления угольника зависит точность ориентации, поэтому при профилактическом осмотре необходимо осматривать угольник и контролировать его базовые размеры. При отклонении размеров и чистоты поверхности от заданных угольник необходимо отремонтировать или заменить новым. 5. Вычисление поправок углов среза по шкале рентгенгониометра с точностью до 1 - 2 мин. путем малых подвижек стола и нанесение данных на заготовку. 6. Осуществить подшлифовку поверхности кристаллов под заданный угол среза на притирочной плите шлифпорошком с керосином. Проверка и шлифование контрольных сторон блока под угольник. 7. Повторить пункты со 2го по 6 до устранения отклонения положения кристаллографической плоскости (111). Допуск отклонения ± 10´. Механообработка подложки Резка подложки на заготовки Распиловочные станки предназначены для резки блоков оптических материалов дисковыми пилами с алмазной режущей кромкой. Выберем станок, обрабатывающий заготовку размером менее 200мм. При резке заготовок из кристаллических материалов необходимо учитывать их малую механическую прочность и использовать при резке мягкие режимы. В данном случае предпочтителен станок универсальный отрезной АОС-200М с характеристиками, представленными в таблице 4.1.
Таблица 4.1. Характеристики станка АОС-200М
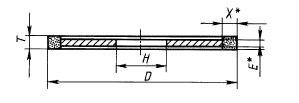
Распиливание заготовок в виде кусков и пластин выполняют алмазными отрезными кругами формы АОК по ГОСТ 10110-87. Стандарт предусматривает 12 типоразмеров кругов. Они различаются диаметром, шириной и толщиной алмазосодержащего слоя. Круги представляют собой диски из холоднокатаной стали марки 08кп по ГОСТ 1050-88, по периферии которых способом порошковой металлургии закреплен алмазосодержащий слой. Диаметр кругов от 50 до 500 мм, толщина от 0, 15 до 2, 4 мм. Профиль алмазосодержащего слоя прямоугольный и трапецеидальный. Марки применяемых алмазных порошков: А2, АС15, АС20, АС50. Зернистость от 50/40 до 630/500. Концентрация находится в пределах от 2 до 100% с увеличением зернистости, которая находится в зависимости от диаметра круга.
Рис. 4.6. Чертеж алмазного отрезного круга
Выберем круг 2726-0234. Его параметры представлены в таблице 4.2. Таблица 4.2. Параметры круга 2726-0234
Зернистость 160/125. При распиливании используется смазочно-охлаждающая жидкость (СОЖ). Применим в качестве СОЖ эмульсию. Эмульсия имеет следующий состав, %: эмульсол от 2 до 8, керосин – от 0 до 8, вода – от 85 до 98. Представляет собой отходы масляного производства, содержит малое количество поверхностно активных веществ. Блокирование: Вспомогательный инструмент: Планшайба цеховая ГОСТ4784-74 1. Нагреть планшайбу, стеклянную пластину и заготовку до температуры наклеечной смолы. Оборудование – плита электрическая. 2. Смазать планшайбу, стеклянную пластину и заготовки наклеечной смолой. 3. Положить на планшайбу стеклянную пластину 4. Положить на пластину заготовки 5. Охладить блок заготовок Распиловка на станке АОС-200М Инструмент – АОК. Вспомогательный инструмент: Планшайба цеховая ГОСТ4784-74 Измерительный инструмент: линейка металлическая 1. Закрепить блок заготовок в тиски на поворотном столе станка 2. Выставить блок так, чтобы плоскость распила совпадала с плоскостью вращения пилы. 3. Включить станок 4. Отрезать заготовки толщиной 1, 2мм Разблокирование: 1. Выключить станок 2. Снять блок заготовок со станка 3. Нагреть блок на плите до температуры плавления наклеечного состава 4. Снять заготовки 5. Протереть планшайбу ватой с бензином Промывка: 1. Протереть заготовки ватой с бензином. 2. Промыть заготовки горячей водой и протереть салфеткой
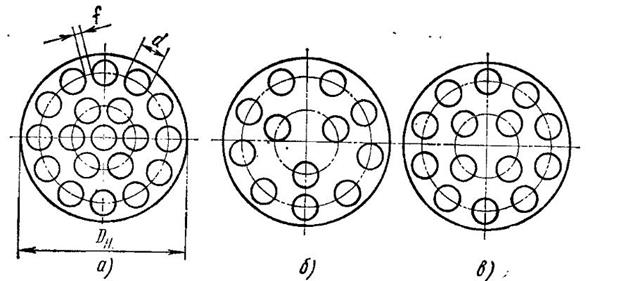
Шлифование подложки Шлифование является определяющей стадией механической обработки, в процессе которой обеспечивается сохранение ориентации, полученной при резке или исправления угла среза, и формируют основные параметры точности и качества подложек, подготавливая поверхности к последующему полированию. Даже имея материал с исключительно высоким кристаллическим совершенством, невозможно получить высококачественную эпитаксиальную пленку, если поверхность не обработана так, чтобы исключить все следы нарушений, связанных с резкой и механической полировкой. Наряду с требованием к качеству поверхности должны быть обеспечены плоскостность и параллельность. И, наконец, подложка должна быть тщательно очищена и подготовлена к эпитаксиальному процессу таким образом, чтобы в идеальном случае единственным источником дефектов в пленке мог бы оказаться только сам процесс жидкофазной эпитаксии. Жесткое блокирование плоской поверхности 1. Нагреть наклеечное приспособление 2. Установить наклеечное приспособление на подставку 3. Нанести слой смолы или клей-расплава в лунки наклеечного приспособления или на поверхность плоского наклеечного приспособления 4. Разогреть заготовки 5. Положить заготовки в лунки на слой смолы, нанесенный на поверхность наклеечного приспособления и прижать их 6. Охладить блок на воздухе Расчет плоского блока Рис.4.7. Схема блокирования.
Здесь выбираем оптимальную схему расположения заготовок в центральной зоне, обеспечивающую рациональное использование площади наклеечного приспособления, число зон, по которым располагаются заготовки, их количество. Коэффициент заполнения, характеризуемый отношением суммарной площади, занимаемой круглыми заготовками, к общей площади блока, одинаков у схем с одной, тремя и четырьмя заготовками в центральной зоне [26]. Для нахождения параметров блока последовательно выполняют следующие вычисления. 1. Рассчитаем диаметр Di, описывающий i-ю зону блока для всех схем расположения заготовок диаметром DД в центральной зоне:
2. Найдем число i зон, по которым могут быть размещены заготовки и сравним с диаметром DНП=500мм наклеечного приспособления.
При размещении одной детали в центре число зон – 5. При трех и четырех деталях в центральной зоне – 4 зоны.
3. Определим количество заготовок Мбл заготовок, которые могут быть собраны на блоке. 1 деталь в центральной зоне:
3 детали в центральной зоне:
4 детали в центральной зоне:
Наиболее выгодным является заполнение с одним элементов в центральной зоне. Шлифование плоской поверхности Производить на станке 3ШП-350 Инструмент: плоскошлифовальный круг 1. Тонкое шлифование заготовки выполнить комплектом плоских шлифовальников по переходам, применяя абразивные материалы с убывающей зернистостью М10, М7, М5. 2. Установить на шпинделе обрабатывающий инструмент 3. Произвести тонкое шлифование микропорошком М10 4. После окончания шлифования выключить шпиндель, блок очистить от остатков шлифовального материала 5. Произвести тонкое шлифование микропорошком М7 и М5 Полирование подложки При механической обработке поверхности подложки в качестве промежуточных стадий полировки можно использовать абразивные порошки из алмаза или окиси алюминия. Для получения поверхности с малой глубиной нарушенного слоя применяют химико-механическое полирование. Оно ведется твердыми сферическими частицами диоксида кремния коллоидного диапазона зернистости 0.04-0, 15 мкм (аэросила) в составе щелочной суспензии (вода 1000 мл, аэросил 90 г, глицерин 50 мл, этилендиамин 80 мл, перекись водорода 40 мл). Можно также применять полирование с помощью суспензии из Si02 сразу после шлифования, минуя промежуточные стадии полирования, однако при этом намного увеличивается время обработки, необходимое для снятия нарушенного поверхностного слоя. После шлифования успех финишной обработки зависит от сочетания скорости полирования, давления па подложку и скорости подачи суспензии. Обычно полирование производят при частоте вращения полировального круга 50—100 об/мин и удельном давлении (0, 1—0, 3) • 105 Н/м2. Из-за сравнительно невысокой твердости ГГГ внешние загрязнения следует сводить к минимуму путем создания гермозоны в месте обработки подложек. Дополнительные сложности также возникают из-за того, что коллоидные частицы Si02 образуют агломераты, продолжающие нарушать поверхность подложки. Это происходит, если используют слишком большие давления и скорости полирования в сочетании с неравномерным распределением потока жидкости по площади образца, что приводит к локальному возрастанию температуры и испарению жидкой связки. При правильно подобранных давлениях и скоростях полирования и скорости подачи суспензии примерно 1 капля в секунду можно получить высокое качество поверхности. Полирование Производить на станке 3ШП-350 Инструмент: плоскошлифовальный круг 1. Зазоры между деталями очистить от смолы 2. Подрезать равномерно полировальник по всей поверхности, подогреть в горячей воде и смазать полирующей суспензией 3. Установить на шпинделе станка обрабатывающий инструмент и осуществить ручную прополировку блока с деталями используя в качестве суспензии аэросил. 4. Полировать блок в течение 10 минут. Частота вращения 80 об/мин. 5. По окончании полирования снять блок со станка, промыть мягкой губкой в теплой воде 6. Произвести контроль класса чистоты. Инструмент: лупа 6х, микрометр
Лакирование плоской поверхности Защитное покрытие эмалью отполированной поверхности во избежание получений повреждений во время закрепления детали, центрировки и транспортировки ее в помещениях цеха. Используется: эмаль НЦ-25, кисть беличья, салфетка фланелевая, работы проводить под вытяжкой. Разблокирование осуществлять охлаждением при температуре от -30 до -50оС. Промывка водой Повторить пункты шлифования, полирования и лакирования для другой стороны пластины.
Контроль подложек. Контролируют качество поверхности (дефекты поверхности и при необходимости глубину нарушенного слоя) и отклонения геометрической формы (разнотолщинность, клиновидность, неплоскостность и прогиб). Состояние шлифованной и полированной поверхностей пластин, наличие ямок, светящихся точек, сколов, пятен, рисок и трещин контролируют визуально невооруженным глазом или под микроскопом. При помощи стереоскопического микроскопа МБС-1 и металлографического микроскопа МИС-11 проверяют наличие на поверхности дефектов и следов загрязнения при максимальных увеличениях – 88x (МБС-1) и 1440x (МИС-11). После любой абразивной обработки возникает нарушенный слой за счет ударного воздействия зерен на обрабатываемую поверхность. Глубину нарушенного слоя определяют несколькими методами: рентгеновским, электронографическим, травлением и др. Толщину пластин измеряют либо установленным на стойке индикатором часового типа с ценой деления 1 мкм, либо оптическим длинномером ИКВ-3 (± 0, 5 мкм). Индикатор и длинномер ИКВ-3 используют также для определения клиновидности пластин, которая будет равна наибольшей разности значений толщин пластины в диаметрально противоположных точках. Для измерения неплоскостности окончательно обработанных пластин, закрепленных на вакуумном столике, используют интерферометры с лазерным источником излучения. Прогиб пластин контролируется бесконтактным емкостным или интерференционными методами. Популярное:
|
Последнее изменение этой страницы: 2016-08-31; Просмотров: 934; Нарушение авторского права страницы

 , то рентгеновские лучи отразятся от него под углом Брэгга
, то рентгеновские лучи отразятся от него под углом Брэгга  через горизонтальную 8 и вертикальную 9 щели, достигнут детектора рентгеновского излучения 10, установленного под углом 2
через горизонтальную 8 и вертикальную 9 щели, достигнут детектора рентгеновского излучения 10, установленного под углом 2  и фиксируются счетчиком 11 и регистратором максимальной интенсивности отражения 12 [21].
и фиксируются счетчиком 11 и регистратором максимальной интенсивности отражения 12 [21].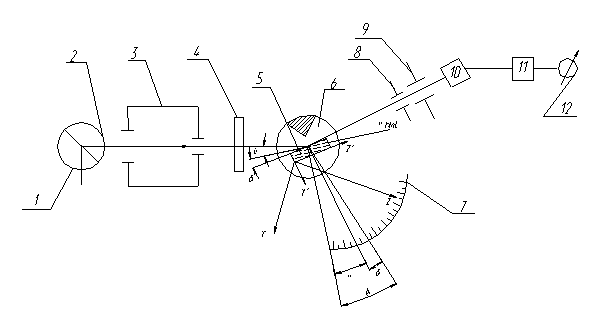
 . Погрешности определения углов ориентации составляют ±30’’.
. Погрешности определения углов ориентации составляют ±30’’.