
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Расчёт основных цикловых показателей
Аннотация
Данный дипломный проект выполнен на тему: «Проектирование технологического процесса работы отделения топливной аппаратуры грузовых автомобилей». В нем содержатся сведения о назначении топливного отделения, описан технологический процесс. Далее в расчетно-технологической части был проведён расчет основных цикловых показателей программы, и трудоёмкости работ, на основании которых рассчитываю количество рабочих, учитывая количество рабочих мест, был произведён подбор оборудования, была рассчитана площадь отделения. В расчетно-конструкторской части мною было предложено приспособление, облегчающее выполнение определенных работ в топливном отделении.
Актуальность темы
Цель проекта
Провести проектирование топливного отделения грузовых автомобилей с учетом современных требований производства, увеличение пробега и надежности современных двигателей. Сделать работу участка максимально экономически оправданным. 1. Изучить анализ работы, характеристики и причины потери работоспособности сборочных единиц. 2. Разработать структурную схему проектирования. 3. Произвести технологические и экономические расчеты. 4. Разработать технологический процесс проведения обслуживания. 5. Подобрать необходимое оборудование. 6. Предоставить схему участка. 7. Предложить приспособление, необходимое при проведении топливных работ.
Введение
Выбранная нами тема считается наиболее актуальной на сегодняшний день, поскольку автомобильный транспорт самая массовая отрасль, которая давно заняла и прочно удерживает ведущие позиции в транспортном комплексе страны. С этим видом транспорта мы встречаемся и имеем тесное взаимодействие каждый день, соответственно, видим его недостатки, промахи, преобразования и т.д. В данной работе мы попытаемся раскрыть следующие аспекты данной темы: место и роль транспорта в воспроизведённом процессе, особенности автомобильного транспорта. Транспорт, как особая сфера материального производства, состав и структуру Единой транспортной системы России, и место в ней автомобильного транспорта. Факторы размещения. Территориальные размещение. Географию автомобильного транспорта. Экономическую характеристику автомобильного транспорта РФ и современные проблемы. Данное исследование производилось в период с 1997-2002 год и использовалось все известные нам методы исследования: экономический, картографический анализ, статистической метод и факторный анализ. Исследовательская часть
Данное предприятие будет оснащено современным оборудованием, а выполнять работы будут высококвалифицированные специалисты. Расходные материалы и комплектующие будут закупаться непосредственно на заводе изготовителе, что обеспечит соблюдение технических норм и гарантию на выполненную работу. Основная часть покупателей, наших услуг, состоит из малых и средних предприятий разных, в пользование которых имеется мелкий коммерческий транспорт (грузовых автомобилей). Покупка услуг данного предприятия будет стабильна круглый год, так как проведение технического обслуживания не зависит от времени года. Проходя производственную практику на предприятии ИП Кудрявцев и произведя необходимые опросы мною было выявлено что среднестатистический водитель проезжает в год 40 тыс. километров. Также мною было выявлено что количество автомобилей проходящих ТО равно 250, среднесуточный пробег равен 160 километрам.
Характеристика предприятия
Адрес предприятия: Россия, Талдомский р-н, пгт. Вербилки, ул. Победа. Директор “ИП Кудрявцев”: Кудрявцев Иван Анатольевич Ст. механик: Рюмкин Дмитрий Иванович. Тел. (8985) 422-82-41 Телефон для записи: 8985-422-82-41 Часы работы: с 9.00 до 18.00 ( Без выходных) обед с 13.00 - 14.00 На территории предприятия находятся электротехническое, агрегатное и топливное отделения, зоны для проведения текущего ремонта, зоны ТО1 и ТО2. Предприятие оказывает указанные услуги автопаркам иных предприятий и частным лицам согласно прейскуранту автомобилей семейства КамАЗ и MAN. Работа на предприятии происходит в одну смену. 1 смена – 8 часов. “ИП Кудрявцев” расположено вблизи c Талдомским шоссе, имеет удобный асфальтированный подъезд, в зимний период подъезд очищается от снега и обрабатывается специальными реагентами. На территории имеется охраняемая стоянка на 7 мест, за которой ведется круглосуточное наблюдение. На дороге установлены указательные плакаты, что облегчает поиск и проезд к данному предприятию. В здании имеется зал ожидания, а неподалеку находятся магазины и кафе.
В отделении производят ремонт форсунок, топливных насосов высокого давления, регуляторов частоты вращения дизеля, топливного трубопровода, толкателей, топливоподкачивающих насосов. Ремонт топливной аппаратуры сводится к разборке, обмывке, замене, изношенных деталей, пригонке прецизионных пар и испытанию на стендах, сборке агрегатов, испытанию и регулировке и производится слесарями этого отделения. Для разборки, сборки и промывки деталей топливной аппаратуры имеются специальные слесарные столы и стеллажи, для обмывки деталей моечные машины. В качестве моющей жидкости служат водные эмульсии и осветительный керосин. При ремонте используют станки для притирки деталей топливной аппаратуры, настольный вертикально-сверлильный и настольный токарно-винторезный. Для испытания топливной аппаратуры в отделении имеются: стенд для испытания плунжерных пар топливных насосов высокого давления и секций на плотность; стенд для обкатки и проверки производительности топливных насосов высокого давления; приспособление для проверки нерабочего хода плунжера; стенд с приспособлениями для проверки сечения отверстий распылителя; стенд для проверки форсунок на распыл и другое оборудование. Отделение ремонта топливной аппаратуры размещается в общем пролете мастерских депо в непосредственной близости от участка текущего ремонта ТР – 3. По противопожарным и санитарным нормам и требованиям оно должно быть изолированно от других отделений промежуточными пожаро-безопасными помещениями или специальными тамбурами – шлюзами. Отделение должно иметь, по крайней мере три специализированных участка – моечный, ремонтный и испытательный, которые должны размещаться в изолированных помещениях. Это необходимо по технологическим условиям ремонта и сборки весьма точных деталей и прецизионных узлов топливной аппаратуры и для улучшения условий труда.
приборов системы питания карбюраторных и дизельных двигателей. Обслуживание приборов выполняется при ТО-1 и ТО-2. Приборы, требующие ремонта, снимаются с автомобиля и направляются в участки. Участок топливной аппаратуры работает по шестидневной рабочей неделе в одну смену 8 часов в сутки с 8 до 16 часов с учетом обеденного перерыва. Ремонт неисправных приборов осуществляется при помощи специализированного инструмента. Их диагностика осуществляется на стендах. Площадь дизельного отделения составляет 27 кв.м.. За соблюдением техники безопасности непосредственно на участке следит мастер участка. На рабочих местах имеются специальные плакаты с правилами техники безопасности. Эти правила должны неукоснительно соблюдаться рабочими. В случае нарушения, к работникам могут применяться различные виды взысканий. Для контроля за соблюдением техники безопасности по всему предприятию проводится трехступенчатый контроль При проектировании предприятия расчеты велись для определенных марок автобусов, и не учитывалось поступление новых марок, поэтому главной проблемой для участка и для всего предприятия в целом является недостаточное количество технологического оборудования. Кроме того, на сегодняшний день, оборудование изношено или устарело морально, что не позволяет качественно выполнять работы по ремонту приборов системы питания. Для устранения этих недостатков необходимо проведение реконструкции. Необходимо заменить устаревшее оборудование и внедрить новые средства диагностирования и ремонта, которые позволят улучшить технологический процесс и качество ремонта.
Расчёт трудоёмкости ТР
Под трудоёмкостью понимают количество времени затраченное на проведение операции, которую выполнит один человек. Первоначально определяю трудоёмкость ТР на один автомобиль:
tтр = tнтр К1 К2 К3 К4К5 = 4 ∙ 1, 2 ∙ 1 ∙ 1 ∙ 0, 8 ∙ 1 = 3, 84 чел ч
Далее определяю трудоемкость ТР по парку:
Ттр = Аи ∙ 365 ∙ Lcc ∙ α и ∙ tтр/1000 = 250 ∙ 365 ∙ 160 ∙ 0, 78 ∙ 3, 84/1000 = 43730 чел ч
Затем, согласно проценту, приходящемуся на топливное отделение, определяю трудоемкость топливного отделения:
Тэл = Ттр ∙ Кэл = 43730 ∙ 0, 08 = 3498 чел ч
Кэл – коэффициент электротехнического отделения (6% от трудоемкости ТР)
Расчёт количества рабочих произвожу согласно объёмов трудоёмкости на данном топливном отделении. Так же учитываю фонд штатного и явочного времени вместе с профилем производимых работ. Штатное количество рабочих составит:
Pш = Тэл \ Фш = 3498 ׃ 1942 = 1, 8
Теперь рассчитываю количество явочных рабочих:
Ряв= Т1 \ Фяв = 3498 ׃ 2096 = 1, 67 Принимаю количество рабочих в топливное отделение = 1 человек Подбор оборудования Произвожу учитывая количество рабочих, порядок выполнения технологического процесса, методу проведения и необходимость применения дорогостоящего оборудования, результаты внесу в таблицу:
Организационная часть
На данном предприятии будет организован метод комплексных бригад. Такой метод предусматривает формирование производственных подразделений по признаку их технологической специализации по видам технических воздействий. При такой организации работ обеспечивается технологическая однородность каждого участка (зоны), создаются предпосылки к эффективному оперативному управлению производством за счет маневра людьми, запасными частями, технологическим оборудованием и инструментом, упрощаются учет и контроль за выполнением тех или иных видов технических воздействий. Эффективность данного метода повышается при централизованном управлении производством и применением специальных систем управления качеством ТО и ТР
Схема 1. Организационная структура предприятия.
Схема 2. Производственный процесс предприятия
Технологический процесс
3.1.1Технология ремонта форсунок (замена распылителей)
Всем приходится рано или поздно сталкиваться с повышенным расходом топлива, падением мощности, а иногда и с полным отказом вашего автомобиля передвигаться.
Что же может мешать нормальному запиранию системы при внешне исправных деталях? В основном это происходит из-за возникновения боковой силы, прижимающей иглу к корпусу распылителя. Для борьбы с этой силой существует промежуточный толкатель 10, разгружающий иглу от возможного воздействия искривленной пружины. Толкатель размещается в проставочном корпусе 3. Однако и сам промежуточный толкатель может стать причиной возникновения боковой силы, если на нем имеется некая выработка. То есть при замене распылителей всегда надо быть готовым к тому, что новый распылитель может “лить” и тогда потребуется неоднократная переборка с переворачиванием пружины или с заменой ее либо толкателя. В редчайших случаях приходится менять даже корпус форсунки. Все остальное в форсунке весьма просто. Поскольку игла в распылителе ничем не уплотняется, то некоторое количество топлива просачивается в зазор между иглой и корпусом распылителя и попадает в полость “Б”, где расположена пружина 9. Если топливо оттуда не удалять, то после заполнения полости игла распылителя потеряет возможность перемещаться и форсунку “запрет”. Для удаления просочившегося топлива служит канал “обратки” 7. Остается добавить, что для регулирования величины давления открытия иглы распылителя служат регулировочные шайбы 8. Вся конструкция форсунки стягивается накидной гайкой 4. Никаких уплотнительных прокладок внутри форсунки не предусмотрено и герметичность стыков обеспечивается исключительно точностью и чистотой обработки и стыкующихся поверхностей. Итак, мы подошли вплотную к процессу замены распылителей. Во всем изложении будем придерживаться мысли, что вам есть на чем проверить форсунки после проделанной работы.
закрыть штуцер форсунки чистым и плотным колпачком. При этом не надо тешить себя мыслями о том, что распылители все равно под замену и можно о чистоте не очень беспокоиться. Вот, дескать, потом... не будет никакого потом, если сразу не было. Малейший мусор, попавший в штуцер форсунки при проверке на стенде, будет загнан топливом внутрь и может заклинить иглу распылителя. Дальше возможны только два варианта развития событий: либо, если вы еще не заменили распылитель, вы лишаете себя возможности увидеть, чем же были плохи ваши старые распылители, либо обрекаете себя на не всегда успешную чистку новеньких распылителей. Отсюда вывод - полость форсунки всегда, хоть до проверки и настройки, хоть после, должна быть абсолютно защищена от попадания любой пыли, не говоря о мусоре. Кстати, табачные крошки в кармане тоже мусор и на форсунку действуют губительно. К слову, трубки высокого давления целесообразно снимать пакетом вместе со стяжками (если конструкция мотора это допускает), так меньше поводов потом ломать голову над тем как это все стояло. При всей внешней простоте проблемы тысячи людей страдали из-за собственной небрежности. В случае невозможности снять трубки пакетом необходимо отметить на насосе штуцер первого цилиндра и пометить сами трубки в каком порядке они стояли. Жизнь показывает, что на этом потом экономится много времени и нервов. Снятие “ обраток ” обычно трудностей не составляет. Единственно, на японских моделях там где приходится снимать рампу “обраток ”, ослаблять гайки обраток надо с одетыми защитными колпачками на штуцера. Для снятия самой рампы, конечно, приходится колпачки снимать, но потом их надо немедленно одеть снова.
Итак, форсунки благополучно сняты. Теперь сразу же (пока не забыли что и как, и пока сохраняется запал) надо удалить из форсуночных каналов уплотнительные шайбы или их остатки и вообще всякий мусор. Удаление шайб часто оказывается мучительной стоматологической операцией. Как правило, нормальные шайбы просто снимаются крючком, но иногда приходится изобретать для этого и всякие индивидуальные “выдергивалки” (например, вворачивать в них метчик и за него тянуть). От одного хочу предостеречь категорически – это от попыток подрубить шайбу в канале зубильцем. Повреждение торцевой части канала неизбежно, а исправление потребует снятия головки блока. Попытку решить проблему поврежденного торца установкой хитрых шайб можно смело назвать авантюрой. После очистки каналов для полного удаления мусора из них обязательно прокручиваем мотор стартером секунд 10-20. Мотор сам полностью себя очистит. Кстати одновременно очень удобно проверить состояние свечей и системы управления ими. При снятых форсунках работа свечей прекрасно видна. Теперь (если машина не в гараже и вы не сегодня же будете ставить форсунки на место) затыкаем форсуночные каналы промасленными тряпочками и накрываем мотор сверху полиэтиленом так, чтобы в каналы ни при каких условиях не могла попасть вода (к примеру, от дождя). В Nissan Patrol, например, заливание цилиндров дождевой водой, стекающей по капоту через форсуночные каналы - явление зауряднейшее.
Сняв форсунки, прежде всего, проверяем их работоспособность и убеждаемся, что ранее вынесенный приговор был справедлив. Каковы критерии оценки работы распылителей? Хоть этот вопрос в литературе подробно описан, для сохранения целостности изложения приведу эти критерии и здесь:
Рис. 2 Обычно еще принято говорить о характерном звуке срабатывания форсунок, однако звук не является объективным параметром оценки форсунок. Игнорировать этот параметр нельзя, но и ставить во главу колонны тоже не следует. Если оказалось, что распылители менять действительно необходимо, надеваем на форсунки защитные колпачки и готовим рабочее место. Подготовка заключается в тщательной уборке и мытье стола, тисков и подготовке, как минимум двух ванночек с чистой соляркой, необходимых ключей (как правило, двух штук) и, возможно, еще ножика – все лишнее помешает работе. Предполагаем, что у вас в гараже нет специального устройства для фиксирования форсунок при разборке. Значит разбирать будем в тисках. Сразу оговоримся, форсунки от японских автомобилей, у которых “обратка” отводится через рампу, категорически нельзя зажимать в тиски. При зажиме в тисках происходит смятие кромок уплотнительной поверхности под “обратку” (рис. 3).
Рис. 3
Рис. 4 Форсунки немецких производителей (не от самых продвинутых моделей) без ущерба для здоровья разбираются в тисках. Однако для разборки форсунки нельзя использовать рожковые гаечные ключи. Начать с того, что это просто неудобно, но самое главное, что накидные гайки корпусов форсунок некоторых моторов (например, Mercedes OM601, 602, 603) трескаются при попытке разобрать или собрать их с помощью рожкового ключа. А деталь эта весьма дорогая и труднопокупаемая. Посему для разборки форсунок используем ту же удлиненную головку, что и для снятия с мотора. Ослабив затяжку накидной гайки, руками свинчиваем ее. Часто она свинчивается вместе с распылителем, который прикипает к ней. Не беда. Распылитель, сняв гайку, выколотим любым подходящим стержнем, а полость гайки очистим от всякого безобразия ершом для чистки клемм аккумуляторов. Разумеется, для этой работы отойдем на пару метров от чистой зоны. Гайку промоем в первой ванночке – она у нас будет для грязных дел - и поставим стекать в сторонку на лист бумаги. Далее снимаем промежуточный корпус и ополаскиванием его в чистой ванночке, сливаем корпус форсунки, зажатый в тисках, топливом и кладем промежуточный корпус на место, более ничего не трогая. Вскрываем упаковку нового распылителя и, не разбирая его, споласкиваем в чистом топливе. Вынимать распылитель или промежуточный корпус (впрочем, как и любую деталь топливной аппаратуры) из ванночки после ополаскивания надо так, чтобы стекающее топливо могло унести с собой возможные пылинки с сопрягаемых поверхностей (рис. 5 и 6). Рис. 5 Рис 6. Популярное:
|
Последнее изменение этой страницы: 2017-03-03; Просмотров: 586; Нарушение авторского права страницы

 В последнее десятилетие в области отечественного автомобилестроения делаются большие усилия, направленные на создание современной конкурентоспособной автомобильной техники. Это происходит как за счет улучшения качества различных конструктивных элементов, так и за счет создания новых моделей автомобилей. Вместе с тем, анализ состояния современного рынка автомобилей показывает, что отечественное автомобилестроение по многим параметрам неконкурентоспособно в борьбе с зарубежным. Проведенное исследование выявило, что одна из основных причин низкой конкурентоспособности российского автомобилестроения заключается в традициях, которые перешли из плановой системы хозяйствования. В период, когда экономика нашего государства была закрыта, любой автомобиль, сходивший с конвейера, пользовался спросом. В настоящее время, наряду с отечественными производителями, внутренний рынок автомобилей завоевывают и иностранные. При этом российский автомобиль, по своим техническим характеристикам не может конкурировать даже с подержанными иностранными аналогами. Решение этого вопроса путем увеличения таможенных сборов, квотирования ввоза импортных автомобилей, запчастей, узлов, агрегатов и материалов, увеличения налоговых ставок на пользование иностранными автомобилями не искореняет проблему повышения качества отечественного автомобиля, а, наоборот, загоняет ее вглубь, то есть по-прежнему выпускаются автомобили на продажу, а не на удовлетворение постоянно растущих требований потребителя.
В последнее десятилетие в области отечественного автомобилестроения делаются большие усилия, направленные на создание современной конкурентоспособной автомобильной техники. Это происходит как за счет улучшения качества различных конструктивных элементов, так и за счет создания новых моделей автомобилей. Вместе с тем, анализ состояния современного рынка автомобилей показывает, что отечественное автомобилестроение по многим параметрам неконкурентоспособно в борьбе с зарубежным. Проведенное исследование выявило, что одна из основных причин низкой конкурентоспособности российского автомобилестроения заключается в традициях, которые перешли из плановой системы хозяйствования. В период, когда экономика нашего государства была закрыта, любой автомобиль, сходивший с конвейера, пользовался спросом. В настоящее время, наряду с отечественными производителями, внутренний рынок автомобилей завоевывают и иностранные. При этом российский автомобиль, по своим техническим характеристикам не может конкурировать даже с подержанными иностранными аналогами. Решение этого вопроса путем увеличения таможенных сборов, квотирования ввоза импортных автомобилей, запчастей, узлов, агрегатов и материалов, увеличения налоговых ставок на пользование иностранными автомобилями не искореняет проблему повышения качества отечественного автомобиля, а, наоборот, загоняет ее вглубь, то есть по-прежнему выпускаются автомобили на продажу, а не на удовлетворение постоянно растущих требований потребителя. идет о двух направлениях:
идет о двух направлениях: 

 Произведя необходимые исследование мною было выявлено то, что в Дмитровском районе нет предприятий, производящих топливные работы грузовых автомобилей.
Произведя необходимые исследование мною было выявлено то, что в Дмитровском районе нет предприятий, производящих топливные работы грузовых автомобилей. Рассмотрим данное предприятие на примере предприятия ИП Кудрявцев. Специализация предприятия основана на ремонте и техническом обслуживании грузовых автомобилей КамАЗ, MAN. Предприятие имеет высококвалифицированный штат сотрудников и может производить ремонт автомобилей, любой сложности, на современном оборудовании. Срок гарантии на все виды ремонта 1 месяц.
Рассмотрим данное предприятие на примере предприятия ИП Кудрявцев. Специализация предприятия основана на ремонте и техническом обслуживании грузовых автомобилей КамАЗ, MAN. Предприятие имеет высококвалифицированный штат сотрудников и может производить ремонт автомобилей, любой сложности, на современном оборудовании. Срок гарантии на все виды ремонта 1 месяц. 1.2 Назначение топливного отделения
1.2 Назначение топливного отделения  На участке топливной аппаратуры производят техническое обслуживание и ремонт
На участке топливной аппаратуры производят техническое обслуживание и ремонт 2. Расчетно-технологическая часть
2. Расчетно-технологическая часть  2.4 Расчёт количества рабочих
2.4 Расчёт количества рабочих  Таблица №1
Таблица №1



 Теми или иными путями вы оказываетесь перед проблемой необходимости замены распылителей. Самое простое – отнести форсунки в ближайший дизель-сервис и оставить там некоторое количество денег. Бесспорно это самый правильный метод. Но что делать, если ближайший сервис находится за 200 км или хозяин машины считает, что он сам с этой проблемой справится не хуже сервисменов и денег сэкономит? Вот для этих случаев и предназначен настоящий текст. Либо он поможет человеку не наделать ошибок, либо поможет вовремя отказаться от затеи. Прежде всего, надо сказать, что
Теми или иными путями вы оказываетесь перед проблемой необходимости замены распылителей. Самое простое – отнести форсунки в ближайший дизель-сервис и оставить там некоторое количество денег. Бесспорно это самый правильный метод. Но что делать, если ближайший сервис находится за 200 км или хозяин машины считает, что он сам с этой проблемой справится не хуже сервисменов и денег сэкономит? Вот для этих случаев и предназначен настоящий текст. Либо он поможет человеку не наделать ошибок, либо поможет вовремя отказаться от затеи. Прежде всего, надо сказать, что  рис 1.а
рис 1.а 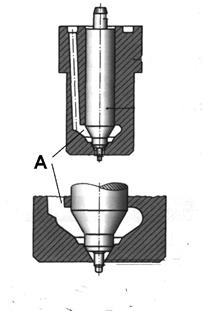 рис 1.б
рис 1.б Причем чистота не только на этапе непосредственной разборки форсунки, но и на всех этапах начиная со снятия форсунок с мотора. Итак, прежде всего, тщательно замываем предстоящее операционное поле, особенно корпуса форсунок и головку в зоне форсуночных каналов. Это важно, поскольку грязь и песок при снятии форсунки могут попасть в канал и затем повредить резьбу или нарушить уплотнение форсунки. Увы, происходит это довольно часто, причем бедолага владелец даже не сопоставляет причину со следствием. Занеся мусор в резьбу, и поставив форсунку на место, потом возможно через год, с ужасом обнаруживает, что при попытке отвернуть форсунку у него выламывается кусок головки блока. Второй момент исключительно важный для достижения хорошего результата заключается в том, чтобы немедленно после отворачивания от форсунки трубки высокого давления,
Причем чистота не только на этапе непосредственной разборки форсунки, но и на всех этапах начиная со снятия форсунок с мотора. Итак, прежде всего, тщательно замываем предстоящее операционное поле, особенно корпуса форсунок и головку в зоне форсуночных каналов. Это важно, поскольку грязь и песок при снятии форсунки могут попасть в канал и затем повредить резьбу или нарушить уплотнение форсунки. Увы, происходит это довольно часто, причем бедолага владелец даже не сопоставляет причину со следствием. Занеся мусор в резьбу, и поставив форсунку на место, потом возможно через год, с ужасом обнаруживает, что при попытке отвернуть форсунку у него выламывается кусок головки блока. Второй момент исключительно важный для достижения хорошего результата заключается в том, чтобы немедленно после отворачивания от форсунки трубки высокого давления,  В подавляющем большинстве случаев форсунки непосредственно вворачиваются в корпус головки блока. Для вывинчивания их не стоит даже пытаться использовать рожковые ключи. Даже если это и удастся без повреждения форсунки, то уж вворачивание их обратно обречено на провал. Затянуть форсунку заданным моментом вы не сможете. Подавляющее большинство форсунок имеет шестигранник на 24 или на 27 и для их вывинчивания вполне подходят стандартные удлиненные торцевые головки. Более удобными для этих работ следует считать двенадцатигранные головки, которые несколько удобнее в стесненных условиях подкапотного пространства. При невозможности купить удлиненные головки выйти из положения можно, отрезав от обычной головки ее шестигранную часть и приварив ее к отрезку трубы с одного конца, а с другого ответную часть для воротка. Вот и вся проблема. Вывинчивать форсунки надо не сразу, а сначала слегка пошатав в резьбе после страгивания. Делать это надо именно для того, чтобы махом не повредить резьбу в головке или саму головку, если во время предыдущих вторжений в канал была занесена грязь.
В подавляющем большинстве случаев форсунки непосредственно вворачиваются в корпус головки блока. Для вывинчивания их не стоит даже пытаться использовать рожковые ключи. Даже если это и удастся без повреждения форсунки, то уж вворачивание их обратно обречено на провал. Затянуть форсунку заданным моментом вы не сможете. Подавляющее большинство форсунок имеет шестигранник на 24 или на 27 и для их вывинчивания вполне подходят стандартные удлиненные торцевые головки. Более удобными для этих работ следует считать двенадцатигранные головки, которые несколько удобнее в стесненных условиях подкапотного пространства. При невозможности купить удлиненные головки выйти из положения можно, отрезав от обычной головки ее шестигранную часть и приварив ее к отрезку трубы с одного конца, а с другого ответную часть для воротка. Вот и вся проблема. Вывинчивать форсунки надо не сразу, а сначала слегка пошатав в резьбе после страгивания. Делать это надо именно для того, чтобы махом не повредить резьбу в головке или саму головку, если во время предыдущих вторжений в канал была занесена грязь. при подаче топлива форсунка должна открываться под заданным давлением;
при подаче топлива форсунка должна открываться под заданным давлением; 




