
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Дуговая сварка в защитных газах.
Дуговая сварка в защитном газе – дуговая сварка, при которой дуга и расплавленный металл, а в некоторых случаях, и остывающий шов, находятся в защитном газе, подаваемом в зону сварки с помощью специальных устройств. 2.2.1. Классификация процессов дуговой сварки в защитных газах. Разновидности дуговой сварки в защитных газах можно классифицировать по следующим признакам, как: 1) по типу защитных газов: а) в инертных газах: - аргоне (Ar); - гелии (He); - смеси Аr +He; б) в активных газах: - СО2; - N2 – используют для сварки меди, по отношение к которой азот является инертным газом; - H2 – используют для атомно-водородной сварки; - H2O; - CO2+O2; в) в смеси инертного и активного газов: - Ar + (10 – 30 % N2) – добавка N2 к аргону способствует повышению проплавляющей способности дуги при сварке меди и некоторых марок аустенитной нержавеющей стали; - Ar + до 12 % H2; - Ar + (1 – 5 % O2) – при сварке малоуглеродистой и легированной стали понижает критический ток, при котором капельный перенос металла переходит в струйный, что позволяет увеличить производительность сварки и уменьшить разбрызгивание металла; - Ar + (10 – 20 % CO2) – при сварке малоуглеродистой и низколегированной стали способствует устранению пористости в сварных швах; - Ar + 5 % O2 + 20 % CO2 – обеспечивает высокую стабильность дуги с плавящимся электродом при сварке стали, минимальное разбрызгивание металла, хорошее формирование шва, отсутствие пористости; 2) по характеру защиты зоны сварки: а) струйная защита; б) комбинированная струйная защита; в) камера с контролируемой атмосферой; 3) по роду тока: а) постоянным током; б) переменным током; в) трехфазным током; 4) по типу электрода: а) неплавящимся электродом; б) плавящимся электродом; 5) по степени автоматизации процесса сварки: а) ручная; б) полуавтоматическая; в) автоматическая. 2.2.2. Преимущества сварки в защитных газах: 1) возможность металлургического воздействия на металл шва за счет регулирования состава проволоки и защитного газа; 2) широкие возможности механизации и автоматизации сварочного процесса; 3) высокая производительность сварочного процесса. 2.2.3. Способы сварки в среде защитных газов. а) Сварка в защитных газах неплавящимся электродом– это процесс, в котором в качестве источника тепла применяют дуговой разряд, возбуждаемый между вольфрамовым или угольным (графитовым электродом и изделием. Для сварки в среде инертных газов применяются электроды Ø 0, 5-10 мм из чистого вольфрама (ЭВЧ), вольфрама с присадками: диоксида тория (ЭВТ), оксида лантана (ЭВЛ) и иттрия (ЭВИ). Диаметр вольфрамового выбирают в зависимости от величины сварочного тока. Электроды марок ЭВЛ и ЭВИ выдерживают большую токовую нагрузку и имеют повышенную эрозионную стойкость при сварке по сравнению с электродами марки ЭВЧ.
Рис. 1.Схема процесса сварки в среде защитных газов неплавящимся электродом: 1 – вольфрамовый электрод; 2 –сопло; 3 – дуга; 4 – металл шва; 5 – изделие. б) Сварка в защитных газах плавящимся электродом – дуговая сварка, выполняемая электродом, который, расплавляясь при сварке, служит присадочным металлом. При сварке плавящимся электродом в защитных газах дуговой разряд существует между концом непрерывно расплавляемой проволоки и изделием. Проволока подается в зону сварки с помощью механизма со скоростью равной средней скорости ее плавления; этим поддерживается постоянство длины дугового промежутка. Расплавленный металл электродной проволоки переходит в сварочную ванну и таким образом участвует в формировании шва.
Рис 2. Схема процесса сварки в среде защитных газов плавящимся электродом: 1 – электрод; 2 – цанга; 3- сопло; 4 – дуга; 5 – металл. К основным параметрам режима сварки плавящимся электродом относятся: 1) сварочный ток, зависящий от диаметра электрода и состава проволоки; 2) напряжение на дуге; 3) скорость сварки (обычно 15-80 м/ч) выбирают в зависимости от производительности и качества формирования шва; 4) скорость подачи сварочной проволоки; 5) расход и состав защитного газа.
Контрольные вопросы: 1. От каких факторов зависит качество сварного соединения при ручной дуговой сварке? 2. По каким параметрам можно классифицировать процессы ручной дуговой сварки? 3. Какие группы конструкционных материалов можно сваривать ручной дуговой сваркой? 4. С какой целью наносится покрытие на электроды для ручной дуговой сварки? 5. По каким признакам можно классифицировать процессы дуговой сварки в защитных газах? 6. Какие параметры входят в режим дуговой сварки в среде защитного газа? Лекция № 3. Дуговая сварка под флюсом. Электрошлаковая Сварка.
Дуговая сварка под флюсом. Дуговая сварка под флюсом – дуговая сварка, при которой дуга горит под слоем сварочного флюса.
Рис. 3.1. Схема сварки под флюсом: 1 – свариваемые детали; 2 – слой флюса; 3 – сварочная проволока; 4 - сварочная дуга; 5 – расплавленный флюс; 6 – шлаковая корка; 7 – остаток флюса; 8 – сварочный шов; 9 – сварочная ванна. Сварочная дуга 4 горит между изделием 1 и концом сварочной проволоки 3. Под воздействием дуги проволока плавится и по мере расплавления подается в зону сварки. Дуга закрыта слоем флюса 2. Сварочная проволока (а вместе с ней и дуга) перемещается в направлении сварки с помощью специального механизма (автоматическая сварка) или вручную (полуавтоматическая сварка). Под влиянием теплоты дуги плавится также основной металл и флюс. Расплавленные проволока, флюс и основной металл образуют сварочную ванну. Флюс в виде жидкой пленки 5 покрывает зону сварки, изолируя ее от воздуха. Расплавленный дугой металл сварочной проволоки каплями переносится в сварочную ванну, где смешивается с расплавленным основным металлом 9. По мере удаления дуги металл сварочной ванны начинает охлаждаться, так как поступление теплоты к нему уменьшается, а затем затвердевает, образуя шов 8. Расплавленный флюс (шлак) затвердевает, образуя на поверхности шва шлаковую корку 6. Избыточная нерасплавленная часть флюса 7 отсасывается и используется повторно. 3.1.1. Классификация процессов дуговой сварки под слоем флюса. Разновидности дуговой сварки под слоем флюса можно классифицировать по следующим признакам: 1) по роду тока: - постоянным током; - переменным током; - трехфазным током; 2) по числу электродов: - одноэлектродная, ведется проволокой Ø 1, 6-6мм, при толщине металла до 20 мм возможна односторонняя сварка, но предпочтительней сварка с двух сторон; - двухэлектродная сварка возможна двух вариантов: с поперечным и последовательным расположением электродов; 3) по степени автоматизации процесса сварки: - полуавтоматическая; - автоматическая. 3.1.2. Преимущества сварки под слоем флюса: - возможность металлургического воздействия на металл шва за счет регулирования состава проволоки; - широкие возможности механизации и автоматизации сварочного процесса; - высокая производительность сварочного процесса. 3.1.3. Режим дуговой сварки под слоем флюса. К основным параметрам режима сварки под слоем флюса относятся: 1) сварочный ток, зависящий от диаметра электрода; 2) напряжение на дуге; 3) скорость сварки (обычно 15-80 м/ч) выбирают в зависимости от производительности и качества формирования шва; 4) скорость подачи сварочной проволоки;
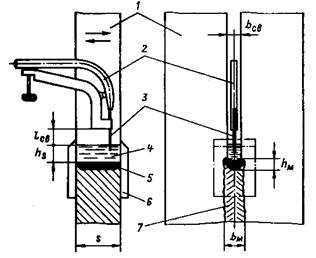
Электрошлаковая сварка. Электрошлаковая сварка – сварка плавлением, при которой для нагрева используется тепло, выделяющееся при прохождении электрического тока через расплавленный шлак. При ЭШС электрический ток, проходя через шлаковую ванну, расплавляет основной и присадочный металл и поддерживает высокую температуру расплава. Электрошлаковый процесс устойчив при глубине шлаковой ванны 35 – 60 мм, которую легче создать при вертикальном положении оси шва и принудительном формировании его поверхности (рис.2). Для принудительного охлаждения и формирования поверхности шва используются, как правило, медные водоохлаждаемые устройства.
Рис. 3.2. Схема электрошлаковой сварки: 1-свариваемые детали толщиной s; 2 – мундштук для подачи электрода; 3-электрод; 4 –шлаковая ванна глубиной hs; 5 –металлическая ванна глубиной hм; 6 –формирующий ползун. Детали выбраны с зазором bс; lc – вылет электрода. При ЭШС почти вся электрическая мощность передается шлаковой ванне, а от нее – электроду и свариваемым кромкам. Устойчивый процесс возможен только при постоянной температуре шлаковой ванны 1900-2000°С. Большая часть тепла, выделяющегося в шлаковой ванне, переносится в металлическую ванну, а от нее – к кромкам соединяемых деталей через капли перегретого металла. Общее количество генерируемого в шлаковой ванне тепла, Дж/с, расходуется так: 20-25% на плавление электродной проволоки; 55-60% на плавление и нагрев основного металла, 4-6% на плавление флюса и поддержание шлаковой ванны в жидком состоянии; 12-16% - потери тепла через ползуны и теплоотвод в массу металла. 3.2.1. Технологические возможности. В настоящее время ЭШС применяется в тяжелом и энергетическом машиностроении, в химическом машиностроении, в судо- и авиастроении. ЭШС соединяют стали разных классов и марок, жаропрочные и никелевые сплавы, титан, алюминий, медь и сплавы на их основе. Диапазон толщин свариваемых металлов 2 – 300 см. Показано, что ЭШС наиболее экономична при толщине металла h > 40мм. 3.2.2. Преимущества и недостатки электрошлаковой сварки. Преимущества: - высокая производительность процесса, возрастающая в геометрической прогрессии в зависимости от толщины свариваемого металла. - уменьшение расхода флюса, по сравнению с ЭДС под флюсом в 10 - 20 раз. Составляет 5% расхода электродной проволоки. - уменьшение расхода электроэнергии, по сравнению с ЭДС под флюсом в 1, 5 - 2 раза, с РДС в 4 раза. - во много раз ниже склонность к образованию пор и других неплотностей, чем при дуговой многопроходной сварке. Недостатки: - необходимость последующей термической обработки сварного соединения для восстановления высоких служебных характеристик сварной конструкции из-за значительного перегрева металла шва и околошовной зоны в процессе ЭШС. 3.2.3.Режим электрошлаковой сварки. Сварочный режим при электрошлаковой сварке включает: напряжение на участке электрод – сварочная ванна uсв, скорость подачи электродной проволоки vе, сварочный ток Iсв, скорость сварки vсв, глубину шлаковой ванны hs, сухой вылет электродной проволоки lс, число электродов n, зазор между кромками b, толщина свариваемого металла s. Правильный выбор параметров электрошлаковой сварки и поддержание их на заданном уровне обеспечивает получение качественного сварного соединения. Величину сварочного тока, А, можно ориентировочно определить по формуле: Iсв = (0, 022ve + 90)n +1, 2(vсв + 0, 48 vп) где vп – скорость подачи пластины, см/с; bп и Скорость подачи электродной проволоки: ve = vсвFн/ где Fн = bпs, см2; Опыт электрошлаковой сварки показал, что такие элементы режима, как глубина шлаковой ванны hs и сухой вылет электродной проволоки lс не зависят от толщины металла и имеют значения: hs=40 - 50 мм, lс=80 - 90 мм. Контрольные вопросы: 1. В чем состоит сущность дуговой сварки под слоем флюса? 2. По каким признакам можно классифицировать процессы дуговой сварки под слоем флюса? 3. Какие параметры входят в режим дуговой сварки под слоем флюса? 4. При толщине свариваемых деталей применение процесса электрошлаковой сварки становится экономически выгодным? 5. На какие процессы расходуется теплота, генерируемая в шлаковой ванне? 6. Назовите основные преимущества и недостатки электрошлаковой сварки. Популярное:
|
Последнее изменение этой страницы: 2017-03-03; Просмотров: 1221; Нарушение авторского права страницы



 пbп,
пbп,  Fe,
Fe,