|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Технология термокомпрессионной сварки.
Подготовка поверхностей к сварке. Известны четыре основных вида возможных загрязнений свариваемых материалов: 1. Химически не связанные с поверхностью механические загрязнения (пыль и различные мелкие частицы). 2. Химически связанные с поверхностью загрязнения (оксидные, нитридные и другие пленки), образующиеся при химической и термической обработке свариваемых элементов при хранении. 3. Загрязнения в виде органических соединений (жировые пятна, остатки воска и т.п.). 4. Ионные загрязнения от предварительной химической обработки в щелочах, кислотах или солях, остатки флюса. При термокомпрессионной сварке применяют четыре основных метода удаления загрязнения с поверхности: 1. Растворение (например, NaCl хорошо растворяется водой). 2. Эмульгирование (удаление жировой пленки с поверхности щелочью с образованием эмульсии). 3. Химическое воздействие, которое превращает загрязнения в растворимые продукты, которые затем могут быть удалены промывкой. 4. Механическое воздействие с целью удаления частиц загрязнений потоком жидкости или газа (например, удаление пылинок струей жидкости или в ванне с жидкостью при воздействии ультразвуковых колебаний). 12.3.2. Выбор параметров режима сварки. Основными параметрами режима при термокомпрессионной сварки являются усилие сжатия Р, температура нагрева соединяемых материалов или инструмента T и длительность выдержки t под давлением. Величину усилия сжатия выбирают в зависимости от пластичности проводника, сочетания свариваемых материалов, диаметра привариваемого вывода и вида торца инструмента. При сварке алюминиевых проводников р=(4-8)107Н/м2, золотых проводников р=(10-14)107Н/м2. Температура нагрева свариваемых материалов в контакте не должна превышать температуры образования эвтектики соединяемых материалов. Длительность выдержки определяется экспериментально путем оценки прочности соединений и составляет от 0, 1 до нескольких десятков секунд. 12.3.3. Оборудование, применяемое при термокомпрессионной сварке. Установка для термокомпрессионной сварки содержит следующие основные узлы и элементы: рабочий столик с нагревательной колонкой или без нее; механизм сжатия; рабочий инструмент; механизм подачи и обрезки проволоки; механизм подачи корпусов; манипуляторы для совмещения соединяемых элементов; систему наблюдения; блоки питания и управления рабочими механизмами.
Контрольные вопросы: 1. Что такое термокомпрессия? 2. Назовите области применения термокомпрессионной сварки. 3. По каким признакам можно классифицировать процессы термокомпрессионной сварки? 4. Какие методы подготовки поверхностей применяется при термокомпрессионной сварке? 5. Какие параметры входят в режим термокомпрессионной сварки?
Лекция № 13. Сварка прокаткой и взрывом. Сущность сварки прокаткой. Сваркой прокаткой получают металлические конструкции, состоящие из двух или более слоев (компонентов), которые выполняют различные функции. Слой, выполняющий функцию силового элемента, называется основным. Слой, имеющий специальные свойства, которые определяются требованиями, предъявляемыми к конструкции, называется плакирующим. Основной слой, как правило, имеет большую по сравнению с плакирующим толщину и изготавливается из более дешевого материала. Сварка может производиться при нагреве соединяемых материалов (горячая сварка прокаткой) и в холодном состоянии при получении многослойных материалов из пластичных металлов (холодная сварка прокаткой). Сварка прокаткой является разновидностью сварки давлением и характеризуется тем, что соединение осуществляется в условиях принудительного деформирования при малых длительностях взаимодействия.
Рис. 13.1. Схема сварки прокаткой: 1 – валик; 2 – свариваемые заготовки. Деформация свариваемых заготовок начинается при входе в валки. На выходе из валков на металл действуют сжимающие напряжения 13.1.1. Технологические возможности. Сваркой прокаткой получают коррозионно-стойкие, износостойкие, антифрикционные, электропроводные, инструментальные, жаростойкие, термоупругие, контактные, декоративные многослойные конструкции, поперечные сечения которых представлены на рис. 13.2.
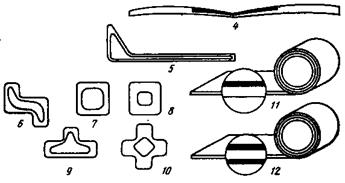
Рис. 13.2. Поперечные сечения профилей сварных конструкций: 1 – толстолистовая коррозионно-стойкая; 2 ‑ толстолистовая трехслойная износостойкая; 3 – листовая для режущего инструмента с местной плакировкой; 4 – сдвоенная для самозатачивающихся плужных лемехов; 5-10 ‑ фасонная коррозионно-стойкая; 11 ‑ двухслойная лента Fe-Ni; 12 – трехслойная лента Al-Fe-Ni. Популярное:
|
Последнее изменение этой страницы: 2017-03-03; Просмотров: 1089; Нарушение авторского права страницы

 (здесь
(здесь  - начальный уровень напряжений, соответствующий начальному моменту времени релаксации). Под длительностью релаксации напряжений при сварке прокаткой понимают длительность деформации, по завершении которой
- начальный уровень напряжений, соответствующий начальному моменту времени релаксации). Под длительностью релаксации напряжений при сварке прокаткой понимают длительность деформации, по завершении которой  , где
, где  - уровень критических напряжений в процессе релаксации, при котором образовавшиеся в зоне соединения межатомные связи не разрушаются. Образование соединения в этом случае заканчивается схватыванием контактных поверхностей и релаксацией напряжений в той мере, в какой это необходимо для сохранения образовавшихся межатомных связей.
- уровень критических напряжений в процессе релаксации, при котором образовавшиеся в зоне соединения межатомные связи не разрушаются. Образование соединения в этом случае заканчивается схватыванием контактных поверхностей и релаксацией напряжений в той мере, в какой это необходимо для сохранения образовавшихся межатомных связей.