|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Технология ультразвуковой сварки.
Схема типового технологического процесса при ультразвуковой сварке металлов представляет собой комплекс последовательно выполняемых операций, основными из которых являются: подготовка свариваемых поверхностей, сборка узлов, прихватка, сварка и правка. Объем работ по каждой операции определяется особенностями изготовления конкретных изделий. Подготовка поверхностей к сварке. Влияние поверхностных пленок на прочность соединений, выполняемых ультразвуковой сваркой невелико, поэтому считается, что при ультразвуковой сварке металлов можно получать сварные соединения с высокими эксплуатационными характеристиками без предварительной обработки соединяемых поверхностей. 10.3.2. Выбор параметров режима сварки. Основными технологическими параметрами режима ультразвуковой сварки металлов являются амплитуда колебаний сварочного наконечника Амплитуда колебаний сварочного наконечника является важнейшим параметром режима сварки, влияющим на создание необходимых условий для удаления поверхностных пленок, нагрев, расположение и размеры зоны пластической деформации свариваемого металла. Сварочное усилие обеспечивает передачу ультразвуковых колебаний и вызывает пластическую деформацию металла в зоне соединения. С увеличением предела текучести, твердости и толщины свариваемого металла величина Время сварки зависит от свойств и толщины свариваемого металла и устанавливается в пределах 0, 1 – 4 с.
Контрольные вопросы: В чем состоит сущность ультразвуковой сварки? 2. Какова температура в зоне нагрева при диффузионной сварке? 3. Назовите основные преимущества диффузионной сварки. 4. В каком диапазоне находится толщина соединяемых деталей при диффузионной сварке? 5. Назовите магнитострикционные материалы.
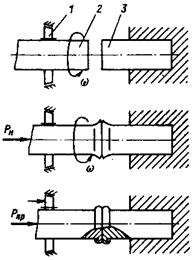
Лекция № 11. Сварка трением. Сущность сварки трением. Сваркой трением называют технологический процесс получения неразъемного соединения, осуществляемый за счет использования теплоты, образующейся на поверхности контакта двух заготовок, прижатых одна к другой, и участвующих в относительном движении. После прерывания или полного прекращения относительного движения сварка трением завершается приложением усилия проковки. Как и при другихспособах сварки давлением, сварное соединениепри сварке образуется в результате пластического деформирования приконтактных объемов свариваемых заготовок. Отличительной особенностью сварки трением является получение теплоты за счет прямого преобразования работы, затрачиваемой на преодоление сил трения, возникающих при взаимном перемещении трущихся поверхностей. 11.1.1.Преимущества и недостатки сварки трением. Преимущества: - высокое качество сварного соединения; - высокая производительность процесса; - возможность сварки металлов в однородных и разнородных сочетаниях. Недостатки: - масса и длина подвижной заготовки ограничена возможностями конкретной машины; - существующие машины сварки трением не позволяют соединять заготовки с площадью поперечного сечения большей 150 мм2. 11.1.2. Область применения сварки трения. Сварка трением применяется в машиностроении, ядерной энергетике, в инструментальном производстве, в электротехнической промышленности, тракторо- и автомобилестроении, а также в самолетостроении, космической технике, химическом и нефтяном машиностроении. Классификация способов сварки трением. Сварка трением с непрерывным приводом впервые осуществлена в1956 г. А.И. Чулошниковым. Одной из заготовок сообщается вращательное движение. Заготовки соприкасаются и к ним прикладывается осевое усилие нагрева. Стадия нагрева в существующих машинах сварки трением регламентируется либо временем нагрева, либо степенью совместной деформации заготовок. Далее следует торможение подвижной заготовки и проковка.
Рис. 11.1. Схема сварки трением с непрерывным приводом: Популярное:
|
Последнее изменение этой страницы: 2017-03-03; Просмотров: 654; Нарушение авторского права страницы
 , сварочное усилие
, сварочное усилие  и время сварки
и время сварки  .
.