
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Лекция № 1. Классификация и характеристика способовСтр 1 из 18Следующая ⇒
Введение Производственное использование некоторых простейших способов сварки началось еще в глубокой древности. Уже в бронзовом веке возникает искусство соединения металлов. Способы сварки развивались очень медленно и часто трудно уловить на протяжении столетий сколько-нибудь заметные изменения методов и технических приемов сварки, применяемых приспособлений и оборудования. Резкий перелом в этой области техники наступает лишь в конце ХIХ - начале ХХ века. В 1802 г. русский ученый - академик В.В. Петров открыл явление электрической дуги и впервые указал на возможность при помощи ее нагревать и расплавлять металлы. В 1882 г. русский инженер Н.Н. Бенардос изобрел способ электродуговой сварки неплавящимся угольным электродом, а в 1888 -1890 гг. другой русский инженер Н.Г. Славянов предложил выполнять дуговую сварку плавящимся металлическим электродом. Способы Н.Н. Бенардоса и Н.Г. Славянова являются основой современных видов электросварки металлов. Особенные заслуги в области электродуговой сварки механизации и автоматизации ее процесса принадлежат русскому ученому академику Е.О. Патону. Во время Второй Мировой войны автоматическая сварка под слоем флюса была широко освоена на наших оборонных заводах и сыграла большую роль в увеличении производства танков и артиллерийского вооружения. Быстрое развитие промышленности и всех отраслей техники вызвало появление новых средств нагрева, пригодных для сварки металлов, таких, например, как электрический ток, дуговой разряд, ацетилено-кислородное пламя, термитные смеси, электронный луч, лазер, высокотемпературная плазма, ультразвук и др. и соответственно новых эффективных способов сварки. Лекция № 1. Классификация и характеристика способов Сварки. Сущность процесса сварки Сварка - это технологический процесс получения неразъемных соединений металлов, сплавов и различных материалов посредством установления межатомных связей между соединяемыми частями при их нагревании и (или) пластическом деформировании. Она широко применяется в машиностроении, металлообработке и строительной промышленности для соединения металлов и сплавов между собой и с неметаллическими материалами (керамикой, стеклом, графитом, керметами, кварцами и т.п.), а также для соединения пластических масс. В настоящее время насчитывается несколько десятков способов сварки и их разновидностей. Все сварочные процессы можно разделить на два основных способа: 1) сварка плавлением и 2) сварка давлением. При сварке плавлением производится расплавление кромок свариваемых заготовок и присадочного материала для заполнения зазора между ними. Подвижность атомов материала в жидком состоянии приводит к объединению частей деталей в результате образования общей сварочной ванны. В результате кристаллизации металла сварочной ванны совместно с оплавленными кромками изделия и возникновения сварного шва образуется прочное соединение. При сварке давлением соединение заготовок достигается путем совместной пластической деформации соединяемых поверхностей, осуществляемой за счет приложения внешнего усилия; при этом материал в зоне соединения, как правило, нагревают с целью повышения его пластичности. В процессе деформации происходит смятие неровностей, разрушение окисных пленок, в результате чего увеличивается площадь соприкосновения чистых поверхностей. Возникновение межатомных связей приводит к прочному соединению деталей.
Физические основы сварки Сваркой материалов называется процесс их соединения за счет сил взаимодействия атомов. Как известно, поверхностные атомы куска металлов имеют свободные, ненасыщенные связи, которые захватывают всякие атомы или молекулу, приблизившиеся на расстояние действия межатомных сил. Если сблизить поверхности двух кусков металла на расстояние действия межатомных сил, на каком они находятся внутри металла, то получим по поверхности соприкосновения сращивание их в одно целое, равное прочности цельного металла. Процесс соединения протекает самопроизвольно без затрат энергии и весьма быстро, практически мгновенно. Обычные металлы при комнатной температуре не соединяются не только при простом контакте, но и при сжатии значительными усилиями. Соединению твердых металлов мешает, прежде всего, их твердость, при их сближении действительный контакт происходит лишь в немногих точках, как бы тщательно она не была обработана. На процесс соединения сильно влияют загрязнения поверхности металлов - окислы, жировые пленки и пр., а также адсорбирующие слои молекул газов, и сколько-нибудь длительно сохранить ее можно лишь в высоком вакууме (не менее 1-10-8 мм рт.ст.). Для преодоления приведенных затруднений при сварке применяют нагрев и давление. При нагреве с повышением температуры металл становится пластичным. Дальнейшим повышением температуры металл можно довести до расплавления; в этом случае объемы жидкого металла самопроизвольно сливаются в общую сварочную ванну. Давление, прилагаемое к соединяемым частям, создает значительную пластическую деформацию металла, и он начинает течь подобно жидкости. Металл перемещается вдоль поверхности раздела, унося с собой поверхностный слой с загрязнениями и пленками адсорбированных газов; в тесное соприкосновение вступают выходящие на поверхность свежие слои и образуют одно целое. В зависимости от способа сварки в металле происходят процессы пластической деформации или расплавления, сопровождающиеся образованием растворов, химических соединений, процессов кристаллизации из жидкого состояния и др. Особенностью металлургических процессов при сварке плавлением являются весьма высокие температуры и кратковременность всех процессов, что и приводит к изменению структуры металлов в зоне термического влияния. На рис. 1.1. показана структура зоны влияния (строение сварного шва) после затвердевания и распределения температуры малоуглеродистой стали в зоне термического влияния. Наплавленный металл имеет столбчатое (дендритное) строение, характерное для литой стали при ее медленном затвердевании. Если наплавленный металл или соседний с ним участок неполного расплавления был сильно перегрет, то при сильном охлаждении на участке перегрева, зерна основного металла имеют игольчатую форму, образуя грубоигольчатую структуру. Этот участок имеет крупнозернистую структуру и обладает наибольшей хрупкостью и весьма низкими механическими свойствами. На участке нормализации температура металла не превышает 1000°С, здесь имеет место нормализация или измельчение зерна. За время нагрева не успевает произойти срастание зерен аустенита, а при последующем охлаждении происходит выпадение мелких зерен перлита и феррита. Структура получается мелкозернистой с повышенными механическими свойствами по сравнению с основным металлом.
Рис. 1.1. Строение сварного шва после затвердевания и распределения температуры малоуглеродистой стали в зоне термического влияния. На участке неполной перекристаллизации происходит неполная перекристаллизация стали, т.к. температура нагрева находится между критическими точками АС1 и АС3. На этом участке, наряду с крупными зернами феррита, образуются и мелкие зерна феррита и перлита. На участке рекристаллизации температура нагрева не достигала точки АС1, поэтому не происходило образование - железа, растворения перлита и измельчения зерна, но здесь шел процесс рекристаллизации, т.е. восстановления приблизительно равноостных зерен из деформированных зерен и их осколков, образованных в процессе прокатки металла. На участке 6 структура стали не отличается от структуры основного металла.
Лекция № 2. Дуговая сварка.
Ручная дуговая сварка. Ручная дуговая сварка – дуговая сварка, при которой возбуждение дуги, подача электрода и его перемещение проводятся вручную. При РДС зажигание дуги, поддержание ее длины во время сварки, перемещение вдоль свариваемых кромок и подача электрода в зону горения дуги по мере его расплавления осуществляется сварщиком вручную. Качество сварки соединения во многом зависит от квалификации сварщика: умения быстро зажигать дугу, поддерживать необходимую ее длину, равномерно перемещать дугу вдоль свариваемых кромок, выполнять требуемые колебательные движения электрода при сварке, сваривать шов в разных пространственных положениях. По количеству электродов РДС подразделяется на одно-, двух- и многоэлектродную (пучком электродов). По роду применяемого тока: на сварку при постоянном и переменном токе. Сваривать можно однофазной и трехфазной дугой. Наиболее широкое применение получила сварка металлическим плавящимся электродом на переменном или постоянном токе. Другие методы РДС применяются или для повышения производительности труда (например, сварка пучком электродов), или для получения определенных типов швов сварных соединений (например, при сварке с отбортовкой кромок), или при сварке легированных сталей, цветных металлов и их сплавов (например, сварка вольфрамовым электродом). 2.1.1. Свариваемые материалы. С помощью РДС сваривают стали: углеродистые обыкновенного качества (ГОСТ 380-88), углеродистые качественные конструкционные стали (ГОСТ 1050-74), низколегированные (ГОСТ 19282-73; ГОСТ 19281-73); легированные конструкционные (ГОСТ 4543-71); высоколегированные (ГОСТ 5632-72). Кроме того, с помощью РДС возможна сварка чугуна и цветных металлов (Al, Cu и их сплавов). 2.1.2. Электроды для РДС. Для РДС плавящимся электродом применяют электроды, представляющие собой стержни из сварочной проволоки (длиной 0, 225-0, 450 м) с электродным покрытием. Покрытие наносят с целью: 1) защиты зоны сварочной дуги от воздействия О2 и N2 воздуха; 2) поддержания устойчивого горения дуги; 3) образование на поверхности сварочной ванны и металла шва слоя шлака, защищающего ванну от доступа воздуха и замедляющего охлаждение шлак; 4) раскисления металла шва и его легирования. 2.1.3. Режимы РДС. При РДС режим сварки включает: dэ, Iсв, Uсв, vсв, род и полярность тока и др. Величину Iсв выбирают в зависимости от типа сварочного соединения, марки и толщины металла, положения шва в пространстве и т.д. (25-300А) Напряжение дуги при РДС изменяется в сравнительно узких пределах и выбирается на основании рекомендаций технической документации для данной марки электрода. Скорость сварки выбирают с учетом необходимости получения слоя наплавленного металла, имеющего определенную площадь поперечного сечения. Род и полярность тока зависят от толщины металла и марки электрода. Прямая полярность – полярность, при которой электрод присоединяется к отрицательному полюсу источника питания дуги, а объект сварки – к положительному. Обратная полярность – полярность, при которой электрод присоединяется к положительному полюсу источника питания дуги, а объект сварки – к отрицательному.
Сварка.
Дуговая сварка под флюсом. Дуговая сварка под флюсом – дуговая сварка, при которой дуга горит под слоем сварочного флюса.
Рис. 3.1. Схема сварки под флюсом: 1 – свариваемые детали; 2 – слой флюса; 3 – сварочная проволока; 4 - сварочная дуга; 5 – расплавленный флюс; 6 – шлаковая корка; 7 – остаток флюса; 8 – сварочный шов; 9 – сварочная ванна. Сварочная дуга 4 горит между изделием 1 и концом сварочной проволоки 3. Под воздействием дуги проволока плавится и по мере расплавления подается в зону сварки. Дуга закрыта слоем флюса 2. Сварочная проволока (а вместе с ней и дуга) перемещается в направлении сварки с помощью специального механизма (автоматическая сварка) или вручную (полуавтоматическая сварка). Под влиянием теплоты дуги плавится также основной металл и флюс. Расплавленные проволока, флюс и основной металл образуют сварочную ванну. Флюс в виде жидкой пленки 5 покрывает зону сварки, изолируя ее от воздуха. Расплавленный дугой металл сварочной проволоки каплями переносится в сварочную ванну, где смешивается с расплавленным основным металлом 9. По мере удаления дуги металл сварочной ванны начинает охлаждаться, так как поступление теплоты к нему уменьшается, а затем затвердевает, образуя шов 8. Расплавленный флюс (шлак) затвердевает, образуя на поверхности шва шлаковую корку 6. Избыточная нерасплавленная часть флюса 7 отсасывается и используется повторно. 3.1.1. Классификация процессов дуговой сварки под слоем флюса. Разновидности дуговой сварки под слоем флюса можно классифицировать по следующим признакам: 1) по роду тока: - постоянным током; - переменным током; - трехфазным током; 2) по числу электродов: - одноэлектродная, ведется проволокой Ø 1, 6-6мм, при толщине металла до 20 мм возможна односторонняя сварка, но предпочтительней сварка с двух сторон; - двухэлектродная сварка возможна двух вариантов: с поперечным и последовательным расположением электродов; 3) по степени автоматизации процесса сварки: - полуавтоматическая; - автоматическая. 3.1.2. Преимущества сварки под слоем флюса: - возможность металлургического воздействия на металл шва за счет регулирования состава проволоки; - широкие возможности механизации и автоматизации сварочного процесса; - высокая производительность сварочного процесса. 3.1.3. Режим дуговой сварки под слоем флюса. К основным параметрам режима сварки под слоем флюса относятся: 1) сварочный ток, зависящий от диаметра электрода; 2) напряжение на дуге; 3) скорость сварки (обычно 15-80 м/ч) выбирают в зависимости от производительности и качества формирования шва; 4) скорость подачи сварочной проволоки;
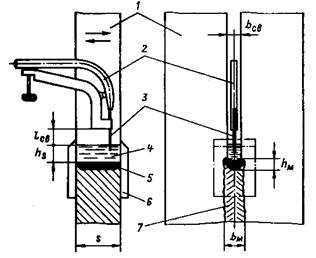
Электрошлаковая сварка. Электрошлаковая сварка – сварка плавлением, при которой для нагрева используется тепло, выделяющееся при прохождении электрического тока через расплавленный шлак. При ЭШС электрический ток, проходя через шлаковую ванну, расплавляет основной и присадочный металл и поддерживает высокую температуру расплава. Электрошлаковый процесс устойчив при глубине шлаковой ванны 35 – 60 мм, которую легче создать при вертикальном положении оси шва и принудительном формировании его поверхности (рис.2). Для принудительного охлаждения и формирования поверхности шва используются, как правило, медные водоохлаждаемые устройства.
Рис. 3.2. Схема электрошлаковой сварки: 1-свариваемые детали толщиной s; 2 – мундштук для подачи электрода; 3-электрод; 4 –шлаковая ванна глубиной hs; 5 –металлическая ванна глубиной hм; 6 –формирующий ползун. Детали выбраны с зазором bс; lc – вылет электрода. При ЭШС почти вся электрическая мощность передается шлаковой ванне, а от нее – электроду и свариваемым кромкам. Устойчивый процесс возможен только при постоянной температуре шлаковой ванны 1900-2000°С. Большая часть тепла, выделяющегося в шлаковой ванне, переносится в металлическую ванну, а от нее – к кромкам соединяемых деталей через капли перегретого металла. Общее количество генерируемого в шлаковой ванне тепла, Дж/с, расходуется так: 20-25% на плавление электродной проволоки; 55-60% на плавление и нагрев основного металла, 4-6% на плавление флюса и поддержание шлаковой ванны в жидком состоянии; 12-16% - потери тепла через ползуны и теплоотвод в массу металла. 3.2.1. Технологические возможности. В настоящее время ЭШС применяется в тяжелом и энергетическом машиностроении, в химическом машиностроении, в судо- и авиастроении. ЭШС соединяют стали разных классов и марок, жаропрочные и никелевые сплавы, титан, алюминий, медь и сплавы на их основе. Диапазон толщин свариваемых металлов 2 – 300 см. Показано, что ЭШС наиболее экономична при толщине металла h > 40мм. 3.2.2. Преимущества и недостатки электрошлаковой сварки. Преимущества: - высокая производительность процесса, возрастающая в геометрической прогрессии в зависимости от толщины свариваемого металла. - уменьшение расхода флюса, по сравнению с ЭДС под флюсом в 10 - 20 раз. Составляет 5% расхода электродной проволоки. - уменьшение расхода электроэнергии, по сравнению с ЭДС под флюсом в 1, 5 - 2 раза, с РДС в 4 раза. - во много раз ниже склонность к образованию пор и других неплотностей, чем при дуговой многопроходной сварке. Недостатки: - необходимость последующей термической обработки сварного соединения для восстановления высоких служебных характеристик сварной конструкции из-за значительного перегрева металла шва и околошовной зоны в процессе ЭШС. 3.2.3.Режим электрошлаковой сварки. Сварочный режим при электрошлаковой сварке включает: напряжение на участке электрод – сварочная ванна uсв, скорость подачи электродной проволоки vе, сварочный ток Iсв, скорость сварки vсв, глубину шлаковой ванны hs, сухой вылет электродной проволоки lс, число электродов n, зазор между кромками b, толщина свариваемого металла s. Правильный выбор параметров электрошлаковой сварки и поддержание их на заданном уровне обеспечивает получение качественного сварного соединения. Величину сварочного тока, А, можно ориентировочно определить по формуле: Iсв = (0, 022ve + 90)n +1, 2(vсв + 0, 48 vп) где vп – скорость подачи пластины, см/с; bп и Скорость подачи электродной проволоки: ve = vсвFн/ где Fн = bпs, см2; Опыт электрошлаковой сварки показал, что такие элементы режима, как глубина шлаковой ванны hs и сухой вылет электродной проволоки lс не зависят от толщины металла и имеют значения: hs=40 - 50 мм, lс=80 - 90 мм. Контрольные вопросы: 1. В чем состоит сущность дуговой сварки под слоем флюса? 2. По каким признакам можно классифицировать процессы дуговой сварки под слоем флюса? 3. Какие параметры входят в режим дуговой сварки под слоем флюса? 4. При толщине свариваемых деталей применение процесса электрошлаковой сварки становится экономически выгодным? 5. На какие процессы расходуется теплота, генерируемая в шлаковой ванне? 6. Назовите основные преимущества и недостатки электрошлаковой сварки. Контактная сварка. Контактная сварка - это технологический процесс получения неразъемных металлических соединений деталей в результате их кратковременного нагрева электрическим током, протекающим через эти детали, и пластического деформирования усилием сжатия. Известные способы контактной сварки классифицируют по ряду признаков (ГОСТ 19521-74): 1) по технологическому способу получения соединения: - точечная; - рельефная; - шовная; - стыковая; 2) по конструкции соединения: - нахлесточное; - стыковое; 3) по способу подвода тока: - одностороняя; - двустороняя; 4) по роду сварочного тока: - переменным; - постоянным; - униполярным – ток одной полярности с переменной силой в течение импульса; 5) по числу одновременно выполняемых соединений: - одноточечная; - многоточечная; 6) по характеру перемещения роликов при шовной сварке: - непрерывная (с постоянным вращением роликов); - шаговая (с остановкой роликов на время сварки). Преимущества контактной сварки: 1) высокая производительность процесса; 2) возможность легкой механизации и автоматизации процесса сварки; 3) благоприятный термодеформационный цикл, обеспечивающий высокое качество соединений большинства конструкционных материалов. Точечная контактная сварка. Точечная сварка – способ контактной сварки, при котором детали свариваются по отдельным ограниченным участкам касания (по ряду точек). При точечной сварке детали собирают внахлестку, сжимают усилием F электродами, к которым подключен источник электрической энергии (например, сварочный трансформатор). Детали нагреваются при кратковременном прохождении сварочного тока Iсв до образования зоны взаимного расплавления деталей, называемой ядром. Нагрев зоны сварки сопровождается пластической деформацией металла в зоне контакта деталей (вокруг ядра), где образуется уплотняющий поясок, надежно предохраняющий жидкий металл от выплеска и от окружающего воздуха. Поэтому специальной защиты зоны сварки не требуется. После выключения тока расплавленный металл ядра быстро кристаллизуется и образуются металлические связи между соединяемыми деталями. Таким образом, соединения при точечной сварке происходит с расплавлением металла.
Рис. 6.1. Схема точечной контактной сварки. Нагрев при точечной сварке проводят импульсами переменного тока промышленной частоты 50 Гц, а также импульсами постоянного или униполярного тока. 6.1.1.Область применения точечной сварки. Точечная сварка широко применяется в штампо-сварных конструкциях, в которых две или более деталей, штампованные из листа, свариваются в жесткий узел (например, пол и кузов легкового автомобиля, кабины грузового автомобиля и т.д.). Точками обычно свариваются каркасные конструкции (например, боковины и крыша пассажирского вагона, бункер комбайна, узлы самолета и др.). Широко применяется точечная сварка пересекающихся стержней диаметром до 25 мм, в отдельных случаях до 40 мм при изготовлении арматуры железобетона в виде сеток и каркасов. Точечная сварка дает лучшие результаты при изготовлении узлов из относительно тонкого металла. Важная область применения точечной сварки - соединение очень тонких деталей в электровакуумной технике, приборостроении и др. Шовная контактная сварка. Шовная сварка – способ получения герметичного соединения (шва) путем образования ряда перекрывающихся точек. Подвод тока и перемещение деталей осуществляют с помощью вращающихся дисковых электродов – роликов. Как и при точечной сварке, детали собирают внахлестку и нагревают кратковременными импульсами сварочного тока. Перекрытие точек достигается соответствующим выбором паузы между импульсами тока и скорости вращения роликов.
Рис. 6.2. Схема шовной контактной сварки. Шовная сварка бывает: непрерывной, прерывистой и шаговой. - При непрерывной роликовой сварке свариваемые детали непрерывно перемещаются с постоянной скоростью при непрерывно включенном сварочном токе. - При прерывистой роликовой сварке кратковременные импульсы тока (tи) чередуются с паузами (tп) при непрерывном движении деталей. - При шаговой роликовой сварке в момент включения сварочного тока ролики временно останавливаются - детали не перемещаются, что дает возможность уменьшить износ роликов, остаточные напряжения и склонность к образованию трещин и раковин. Наиболее часто при шовной сварке детали собирают и сваривают внахлестку. Однако используют в некоторых случаях и шовную сварку в стык, которая обеспечивает большую циклическую прочность соединений. При этом часто используют накладки из фольги для получения полного проплавления свариваемых деталей.
Контрольные вопросы: 1. В чем состоит сущность контактной сварки? 2. По каким признакам можно классифицировать процессы контактной сварки? 3. Какой величиной ограничивается толщина соединяемых деталей при контактной точечной сварке? 4. По каким параметрам можно классифицировать процессы контактной шовной сварки?
Рельефная сварка. Рельефную сварку можно определить как разновидность контактной сварки, при которой необходимая плотность тока в месте будущего сварного соединения создается не рабочей поверхностью электрода, а соответствующей формой свариваемых изделий. Эта форма изделия создается искусственно, путем получения местных выступов (рельефов) различной формы или является естественной в связи с конструктивными особенностями соединения. При рельефной сварке соединяемые детали свариваются одновременно в одной или нескольких точках или по всей площади соприкосновения, определяемых специальными выступами (рельефами), предварительно изготовленными в одной из детали, или конфигураций свариваемых деталей в месте сварки. После включения сварочного тока в месте сварки создается высокая концентрация тока, и металл быстро нагревается. Это способствует интенсивному развитию пластических деформаций. При рельефной сварке сварное соединение формируется с образованием литого ядра или в твердой фазе. Высокое качество последнего определяется значительными пластическими деформациями. При этом способе сварки, как правило, увеличивается производительность процесса, если за один ход машины образуется несколько сварных соединений или одно соединение большой площади. В некоторых случаях применение этого способа позволяет улучшать внешний вид сварного соединения, расширить область применения сварки, заменить менее экономичные способы сварки плавлением и увеличить стойкость электродов. Наиболее эффективна рельефная сварка при постановке сразу группы точек (до 10-15). Сжатые по всем рельефам с помощью массивных электродов детали нагреваются. Выступы под действием усилия сжатия одновременно оседают. Во внутреннем контакте образуется литое ядро нормальных размеров. Таким образом, за один цикл получается многоточечный сварной шов без дополнительной разметки и с заданным расположением точек. 7.1.1.Преимущества рельефной сварки - одновременная сварка нескольких точек за один ход машины, что увеличивает производительность труда. Число точек, свариваемых одновременно, определяется возможностью оборудования создать необходимый сварочный ток и усилие на электродах (на тонколистовых сталях одновременно сваривает до 20 рельефов); - более компактное расположение сварных соединений, чем при точечной сварке на многоэлектродных машинах при сварке деталей небольших размеров из листовых металлов; - размещение рельефов с меньшим шагом и ближе к кромке свариваемых деталей, чем при точечной сварке. Это позволяет использовать рельефную сварку для приварки различных крепежных деталей к деталям из листовой стали при их малой опорной поверхности; - расположение точек на заранее определенных рельефами местах. Меньшие следы от сварки улучшают внешний вид соединения; - возможность сварки листовых металлов с отношением толщин 1: 6 и более; - лучшая свариваемость листовых сталей с окисленной поверхностью, т.к. штамповка рельефа и большое давление частично разрушают пленку окислов, снижают и стабилизируют контактное сопротивление; - оборудование для рельефной сварки менее сложное по сравнению с многоэлектродными машинами для точечной сварки. 7.1.2. Область применения рельефной сварки Наиболее широкое применение рельефная сварка находит для соединения различных мелких деталей крепежа, втулок, скоб, осей и др. с более крупными изделиями из листовой стали. Рельефы обычно получают на мелких деталях холодной высадкой одновременно в процессе их изготовления. В зависимости от назначения и требуемой прочности эти детали имеют разную форму и число рельефов. С увеличением общей их площади увеличивается соответственно и прочность сварного соединения. В изделиях с кольцевыми рельефами возможно получение герметичных соединений.
Стыковая сварка. Стыковой сваркой называется вид контактной сварки, при которой сваривание происходит по всей совмещаемой поверхности деталей, по всему стыку. Для осуществления сварки детали с помощью зажимного устройства прижимаются к нижним токоведущим электродам, являющимся разноименными полюсами вторичной обмотки трансформатора контактной машины. Замыкая с помощью переключателя “К” тока цепь первичной обмотки трансформатора, пропускают через приведенные в сопротивление детали ток большой силы. Сопутствующее этому весьма интенсивное выделение тепла за счет контактного сопротивления двух деталей обеспечивает быстрый разогрев свариваемых поверхностей до температур, близких к температуре плавления металла. По достижении требуемого нагрева детали с помощью осадочного устройства сдавливаются. Совместное действие высокой температуры и давления обеспечивает сварку деталей благодаря образованию общей кристаллической решетки из материала свариваемых частей. По способу выполнения стыковая сварка подразделяется на 2 основные разновидности: 1) стыковая сварка сопротивлением; 2) стыковая сварка оплавлением. При стыковой сварке сопротивлением детали предварительно сжимают усилием F и включают в сеть сварочный трансформатор. По деталям протекает сварочный ток Iсв, и происходит постепенный нагрев стыка деталей до температуры близкой к температуре плавления. Затем сварочный ток выключают и резко увеличивают усилие осадки деталей, которые деформируются в стыке. При этом из зоны сварки частично выдавливаются поверхностные пленки, формируется физический контакт и образуется соединение. При стыковой сварке оплавлением вначале на детали подают напряжение от сварочного трансформатора, а затем их сближают. При соприкосновении деталей в отдельных местах контакта вследствие большой плотности тока металл контактов быстро нагревается и взрывообразно разрушается. Нагрев торцов деталей происходит за счет непрерывного образования и разрушения контактов – перемычек, т.е. оплавление торцов. К концу процесса на торцах образуется сплошной слой жидкого металла. В этот момент резко увеличивают скорость сближения и усилие осадки; торцы смыкаются, большая часть жидкого металла вместе с поверхностными пленками выдавливается из зоны сварки, образуя утолщение – грат. Сварочный ток выключается автоматически во время осадки. 7.2.2.Области применения стыковой сварки Контактная стыковая сварка широко применяется: - для получения из проката длинномерных изделий (трубчатых змеевиков поверхностей нагрева котлов, железнодорожных рельсов, арматуры железобетона, заготовок в условиях непрерывной прокатки); - для изготовления сложных деталей из простых заготовок (элементов шасси летательных аппаратов, тяг, валов, кожухов корданных валов автомобилей и др.); - для изготовления сложных деталей замкнутой формы (ободьев автомобильных колес, колес жесткости реактивных двигателей, шпангоутов, звеньев цепей и др.); - с целью экономии легированных сталей (рабочую часть инструмента изготавливают из быстрорежущей стали, а хвостовую - из углеродистой или низколегированной стали). Способ стыковой сварки выбирают в зависимости от материала, величины и формы поперечного сечения свариваемых деталей, а также с учетом имеющегося оборудования и требований к качеству соединений. - сваркой сопротивлением соединяют в основном детали небольшого сечения (не более 250 мм2); - непрерывным оплавлением сваривают детали сечением до 1000 мм2 (большее сечение невозможно из-за плохого саморегулирования процесса оплавления). - сварка оплавлением с подогревом сопротивлением ограничивается сечениями 5000-10000 мм2. Детали с площадью сечения более 10000 мм сваривают непрерывным оплавлением на машинах с программным управлением напряжением сварочного трансформатора и скоростью подачи подвижного зажима.
Контрольные вопросы: 1. Для чего формируются выступы на поверхности соединяемых деталей при рельефной сварке? 2. Какие факторы влияют на эффективность рельефной сварки? 3. Назовите основные преимущества рельефной сварки. 4. В чем состоит сущность стыковой контактной сварки? 5. По каким признакам можно классифицировать процессы стыковой контактной сварки?
Подготовка свариваемых поверхностей Поверхности, подлежащие сварке, должны быть тщательно очищены от любых органических пленок. Прежде всего, свариваемые детали при наличии на них слоя жира и грязи должны быть промыты и досуха вытерты. Лучшие результаты дает механическая очистка деталей. Очистку деталей при сварке внахлестку и деталей больших сечений при сварке встык рекомендуется выполнять вращающейся стальной щеткой. Диаметр щетки при ее стационарной установке 200 мм, а диаметр проволочек 0, 2-0, 3 мм. В переносных установках диаметр щетки должен быть не более 100 мм. Частота вращения щетки 1500-3000 об/мин. Подготовку стержней малых и средних сечений, а также проводов к сварке встык рекомендуется выполнять обрезкой их концов и в исключительных случаях - многократным осаживанием их вылетов в зажимных губках сварочной машины. Мелкие алюминиевые детали можно подготавливать к сварке с помощью прокаливания при температуре 350¸ 400 0С при свободном доступе воздуха, а медные детали - никелированием. Химическое обезжиривание деталей не может применяться для подготовки деталей к холодной сварке. Очищенные детали не должны загрязняться (даже прикосновение пальцами к поверхностям, подлежащим сварке, резко снижает прочность сварного соединения).
Контрольные вопросы: 1. В чем состоит сущность холодной сварки? 2. Назовите основные преимущества холодной сварки. 3. Какие группы конструкционных материалов можно сваривать холодной сваркой? 4. В чем состоит преимущество холодной точечной сварки с предварительным зажатием деталей по сравнению со сваркой без предварительного зажатия деталей? 5. Какие методы подготовки поверхностей применяется при холодной сварке?
Подготовка поверхностей к сварке. Влияние поверхностных пленок на прочность соединений, выполняемых ультразвуковой сваркой невелико, поэтому считается, что при ультразвуковой сварке металлов можно получать сварные соединения с высокими эксплуатационными характеристиками без предварительной обработки соединяемых поверхностей. 10.3.2. Выбор параметров режима сварки. Основными технологическими параметрами режима ультразвуковой сварки металлов являются амплитуда колебаний сварочного наконечника Амплитуда колебаний сварочного наконечника является важнейшим параметром режима сварки, влияющим на создание необходимых условий для удаления поверхностных пленок, нагрев, расположение и размеры зоны пластической деформации свариваемого металла. Популярное:
|
Последнее изменение этой страницы: 2017-03-03; Просмотров: 832; Нарушение авторского права страницы


 пbп,
пbп,  Fe,
Fe, 

 , сварочное усилие
, сварочное усилие  и время сварки
и время сварки  .
.