
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Простановка на чертежах размеров и предельных отклоненийСтр 1 из 12Следующая ⇒
ОСНОВНЫЕ ПОНЯТИЯ ОБ ОТКЛОНЕНИЯХ РАЗМЕРОВ И ПРОСТАНОВКА ИХ НА ЧЕРТЕЖАХ 1.1Термины, обозначения и определения На рабочем чертеже детали проставляют размеры, называемые номинальными, предельные отклонения размеров и условные обозначения полей допусков (см. рис. 1). Номинальный размер – это размер, который служит началом отсчёта отклонений и относительно которого определяют предельные размеры. Номинальный размер определяется конструктором в результате расчётов габаритных размеров на прочность или на жёсткость, или с учётом конструктивных и технологических особенностей. Для сокращения числа типоразмеров заготовок, деталей, режущего и измерительного инструмента значения размеров, полученные расчётом, следует округлять в соответствии со значениями, указанными в ГОСТ 6636-69 в большую сторону. Размеры диаметров обозначают буквами, другие линейные размеры (длину, ширину и т. д.) обозначают прописными или строчными буквами латинского алфавита. Термин «отверстие» применяют для обозначения внутренних (охватывающих) цилиндрических и плоских параллельных поверхностей. Термин «вал» - для обозначения наружных (охватываемых) цилиндрических и плоских параллельных поверхностей. На рис. 1 размеры отверстий обозначены буквой – Предельные размеры – два предельно допустимых размера, между которыми должен находиться или которым может быть равен действительный размер. Действительный размер – размер элементов детали, установленный измерением, с допускаемой погрешностью, На чертежах вместо предельных размеров рядом с номинальным размером указывают два предельных отклонения, например, Отклонением называется алгебраическая разность между размером (действительным, предельным и т.д.) и соответствующим номинальным размером. Предельные отклонения – это допустимые верхнее и нижнее отклонения. Верхнее отклонение – алгебраическая разность между наибольшим предельным и номинальным размерами. Нижнее отклонение – алгебраическая разность между наименьшим предельным и номинальным размерами. Верхнее отклонение отверстия обозначают
где
Рис. 1 Номинальные размеры
Верхнее и нижнее отклонения могут быть положительными, т.е. со знаком «плюс» (расположены выше номинального размера или нулевой линии), отрицательными, т.е. со знаком «минус» (расположены под нулевой линией) и равными нулю (совпадают с номинальным размером – нулевой линией). Нулевая линия – линия, соответствующая номинальному размеру, от которой откладываются отклонения размеров при графическом изображении допусков и посадок. Допуск – разность между наибольшим и наименьшим предельными размерами или алгебраическая разность между верхним и нижним отклонениями.
Допуск – положительная величина; предельные отклонения могут быть положительными, отрицательными и нулевыми. Допуск характеризует требуемую точность изготовления детали. Чем меньше допуск, тем точнее будет изготовлен элемент детали. Чем больше допуск, тем грубее элемент детали.
Понятия о посадках Посадкой называется характер сопряжения двух деталей, определяемый величинами, получающихся в сборке зазоров или натягов. Зазор разность между размерами отверстия и вала до сборки, если размер отверстия больше размера вала. Натяг – разность размеров вала и отверстия до сборки, если размер вала больше размера отверстия. В зависимости от свободы относительного перемещения сопрягаемых деталей или степени сопротивления их взаимному смещению посадки разделяют на три типа: - посадки с зазором – посадки, при назначении которых гарантируется получение зазора при сборке годных деталей; - посадки с натягом – посадки, при назначении которых гарантируется получение зазора при сборке годных деталей; - переходные посадки – это посадки, при назначении которых в зависимости от действительных размеров деталей возможно получение относительно небольших зазоров и натягов. Размеры деталей, поступающих на сборку, различны, так как назначение предельно допустимых отклонений определяет возможное рассеивание размеров в совокупности годных деталей. Следовательно, при сборке двух годных деталей в различных узлах получаются различные по величине зазоры (или натяги), т.е. сопряжения неоднородны в допустимых пределах. Посадку с зазором характеризуют наименьший
Посадку с натягом характеризуют наименьший
Переходную посадку характеризуют наибольшие натяг и зазор. Допуск посадки – разность между наибольшим и наименьшим допускаемыми зазорами (в посадках с зазором) или наибольшим и наименьшим допускаемыми натягами (в посадках с натягом):
В переходных посадках допуск посадки – сумма наибольшего натяга и наибольшего зазора. Для всех типов посадок допуск посадки численно равен сумме допусков отверстия и вала:
Допуск посадки характеризует точность сборки. Методика выбора типа посадки рассмотрена в разделе?????????. Основные отклонения Для образования посадок с различными зазорами и натягами в ЕСДП предусмотрено 28 основных отклонений валов и отверстий. Основное отклонение – одно из двух отклонений (верхнее или нижнее), используемое для определения положения поля допуска относительно нулевой линии. Таким отклонением считается ближайшее отклонение от нулевой линии. Основные отклонения отверстий обозначают прописными (большими) буквами латинского алфавита, валов строчными (малыми). Схематически основные отклонения валов и отверстий приведены на рис.???????? Особенности основных отклонений. Основные отклонения Основные отклонения валов от В переходных посадках используются основные отклонения Для образования полей допусков в посадках с натягом в основном применяют основные отклонения от Основные отклонения отверстий (за некоторым исключением) равны числовому значению и противоположны по знаку основным отклонениям валов, обозначаемым той же буквой, для одних и тех же интервалов размеров. Образование и обозначение полей допусков Поле допуска в ЕСДП образуется сочетанием основного отклонения (характеристика расположения) и квалитета (характеристика допуска). Соответственно условное обозначение поля допуска состоит из буквы основного отклонения и числа – номера квалитета, например: Поля допусков валов – Поля допусков отверстий – Размер, для которого указывают поле допуска, обозначают числом, за которым следует обозначение поля допуска и квалитета, например: 40g6, 40H7. Образование и обозначение посадок Посадки в ЕСДП и в системе ИСО образуются сочетанием поля допуска отверстия и поля допуска вала. Условное обозначение посадки дается в виде дроби, в числителе которого указывают обозначение поля допуска отверстия, в знаменателе – обозначение поля допуска вала, например: Возможны любые сочетания стандартных полей допусков отверстия и вала в посадке. По экономическим соображениям рекомендуется применять предпочтительные посадки в системе отверстия или в системе вала. Посадки в системе отверстия – посадки, в которых различные зазоры и натяги получаются соединением валов с различными отклонениями с основным отверстием. Посадки в системе вала – посадки, в которых различные зазоры и натяги получаются соединением отверстий с различными отклонениями с основным валом. Пример обозначения посадок в системе отверстия: В обозначение посадки входит номинальный размер, общий для соединяемых отверстия и вала, за которым следует обозначение полей допусков вала и отверстия в виде дроби. Пример обозначения по ЕСДП:
Рис. 4 Обозначение предельных отклонений и посадок на чертежах
Выбор системы посадок При конструировании возможно применение посадок в системе отверстия и в системе вала. Система отверстия применяется чаще по ряду технологических и других причин; главнейшей из них является уменьшение потребностей производства в размерном режущем инструменте для обработки отверстий (зенкерах, развертках, протяжках и пр.) и другой технологической оснастке. Система вала применяется: В конструкциях машин и механизмов, когда детали могут быть изготовлены из пруткового калиброванного материала без обработки резанием сопрягаемых поверхностей; При наличии длинных валов и особенно, когда на вал одного номинального размера необходимо установить несколько деталей с разными посадками; В случае применения стандартных деталей и узлов, выполненных по системе вала, например, в соединениях наружных колец подшипников качения с отверстиями корпусов машин, шпонок с пазами во втулке и на валу. Применение квалитетов 4 - 5 квалитеты – в особо точных соединениях. Точные шпиндельные и приборные подшипники в корпусах и на валах, высокоточные зубчатые колеса на валах и оправках, плавающий поршневой палец в бобышках поршня и шатунной головке. 6 – 7 квалитеты – применяются для ответственных соединений в механизмах, где предъявляются высокие требования для обеспечения механической прочности, точных перемещений, плавного хода, герметичности соединения. Примеры: подшипники качения нормальной точности в корпусах и на валах, зубчатые колеса высокой и средней точности на валах, обычные переходные посадки, посадки с натягами средней величины. 8 – 9 квалитеты – применяются для посадок, обеспечивающих среднюю точность сборки. Примеры: сопрягаемые поверхности в посадках с большими натягами, в посадках с зазорами для компенсации значительных погрешностей формы и расположения поверхностей. 10 – 12 квалитеты – применяются в соединениях, где необходимы большие зазоры. Методы выбора посадок Выбор различных посадок для подвижных и неподвижных соединений осуществляют на основе предварительных расчетов, экспериментальных исследований или ориентируясь на аналогичные соединения, условия работы которых хорошо известны. Методом аналогов назначаются посадки гладких цилиндрических, шлицевых, шпоночных соединений. Выбор соответствующих посадок заключается в выборе вида посадки с показателями этих посадок, т.е. значений зазоров и натягов. При выборе посадки необходимо: - учесть основные требования, предъявляемые к соединению: передача заданного крутящего момента, обеспечение оптимального зазора, требуемая и точность центрирования; - проанализировать условия работы соединения: скорости взаимного перемещения, давления, температуры, наличие смазки, возможные перегрузки; - учесть конструктивные особенности сопрягаемых деталей: толщина стенок втулок, жесткость валов, наличие на одном валу или одном отверстии нескольких сопряжений. 2.9Характеристика и примеры применения для выбора посадок гладких цилиндрических соединений Расчеты Расчет предельных калибров Отклонения и допуски Основным параметром резьбового соединения, обеспечивающим точность и характер сопряжения, является средний диаметр. Допуски на наружный и внутренний диаметры построены таким образом, чтобы обеспечить гарантированный зазор. Отклонения шага и половины угла профиля, влияющие на взаимозаменяемость стандартом, не нормируются. Погрешности этих элементов компенсируют изменением среднего диаметра. Предельные отклонения резьб в посадках с зазорами нормированы ГОСТ 16093-81. Установлены ряды основных отклонений (верхние для болтов и нижние для гаек) и их обозначения: Для диаметров резьбы: · наружной (болтов) - · внутренней (гаек) - Установлены следующие степени точности, определяющие допуски диаметров резьбы болтов и гаек и обозначаемые числами:
Обозначение поля допуска диаметра резьбы состоит из цифр, показывающей степень точности, и буквы, обозначающей основное отклонение. Например, В случае выполнения допуска среднего диаметра и допусков наружного диаметра для болтов и внутреннего диаметра для гаек с разными степенями точности допуска среднего диаметра записывают на первом месте. Например,
Длины свинчивания резьбовых деталей подразделяют на три группы: малые 1. Если она относится к группе 2. Если она относится к группе В соответствии с сложившейся практикой поля допусков болтов и гаек установлены в трёх классах точности: точном, среднем и грубом. Понятие класса точности используется для сравнительной оценки точности резьбовых деталей с различными полями допусков. При одинаковом классе точности допуск среднего по длине свинчивания группы Таблица 19 Поля допусков метрической резьбы с зазорами по ГОСТ 16093-81
Значения полей допусков, заключённые в рамки, рекомендовать для предпочтительного применения. В обоснованных случаях разрешено применять поля допусков, которые образованы сочетанием полей допусков разных степеней точности на средний диаметр и диаметр выступов. Например, для болтов Обозначение поля допуска резьбы следует за обозначением размера резьбы. Примеры обозначения полей допусков: · резьбы с крупным шагом: болт · резьбы с мелким шагом: болт · болт с обязательным закруглением впадины Выбор полей допусков Выбор полей допусков для деталей резьбовых соединений производится в зависимости от их назначения с учётом конструктивных и технологических требований. Поля допусков точного класса рекомендуется использовать для соединений, где требуется малое колебание зазоров в посадках, а также для ответственных статически нагруженных резьбовых деталей. Поля допусков среднего класса для резьб общего назначения. Грубый класс применяется для получения резьб на горячекатанных заготовках или в длинных глухих отверстиях. Наибольшее распространение в машиностроении получили поля допусков среднего класса точности, при котором обеспечивается достаточная статическая и циклическая прочность резьбовых деталей. Поля допусков точного класса применяются в ответственных соединениях для резьб, передающих расчётные перемещения. Посадки в резьбовых соединениях образуются сочетанием полей допусков внутренней и наружной резьб. Резьбовое соединение - это характер резьбового соединения элементов детали, определяемый разностью приведённых средних диаметров наружной и внутренней резьб до сборки. Допускаются любые сочетания полей допусков по табл. 19, но предпочтительно следует использовать в посадках поля допусков одного класса точности. Зазоры в соединениях необходимы для достижения лёгкой свинчиваемости, компенсации температурных деформаций деталей при эксплуатации, при нанесении защитных покрытий. Наиболее часто применяется посадка Посадки резьбовых деталей обозначают дробью в числителе которой указывают обозначение поля допуска гайки, а в знаменателе - обозначение поля допуска болта Пример полного обозначения резьбового соединения:
15 - значение длины свинчивания ( Нормы точности Нормы точности на зубчатые колеса и передачи представляют набор требований к точности геометрических и кинематических параметров зубчатых колес и передач для оценки этой точности в отношении определенного эксплуатационного признака. В нормах кинематической точности нормируются требования к точности таких геометрических и кинематических параметров колеса и передачи, погрешность которых влияет на погрешность передаточного отношения за полный оборот колеса. Это требование важно для зубчатых колес в передачах с точным передаточным отношением, например, в кинематических цепях станков, в делительных механизмах. Для кинематической точности колес и передач установлены следующие комплексные и поэлементные показатели. Таблица 25 Нормируемые параметры, характеризующие кинематическую точность зубчатых колес и передач
В нормах плавности работы нормируются требования к точности таких геометрических и кинематических параметров зубчатого колеса и передач, погрешность которых также влияет на кинематическую точность, но эта погрешность проявляется многократно за один оборот колеса, т.е. один или несколько раз на каждом зубе. Эти требования имеют наибольшее значение для передач, работающих на больших скоростях, так как эти погрешности являются источником ударов, появления шума и вибраций. Показатели плавности работы передачи и зубчатых колес согласно ГОСТ 1643 – 81 следующие: Таблица 26 Показатели плавности работы цилиндрических зубчатых колес и передач
В нормах контакта нормируются требования к таким параметрам колес и передач, погрешность которых влияет на поверхность касания при вращении зубьев сопрягаемых колес. Полнота контакта зубьев имеет наибольшее значение для тяжело нагруженных тихоходных передач. Показатели полноты контакта и охватываемые степени точности приведены в табл. 27. Таблица 27 Показатели контакта зубьев для цилиндрических зубчатых колес и передач
В нормах бокового зазора нормируются требования к таким параметрам колёс и передач, которые влияют на зазор по нерабочим профилям при соприкосновении по рабочим профилям. Эти требования имеют наибольше значение для передач, работающих в тяжёлых температурных условиях, при большой загрязнённости, для реверсивных передач. Таблица 28 Показатели, определяющие гарантированный боковой зазор
Допуски зубчатых колёс и передач нельзя рассматривать в отрыве от методов контроля, так как ГОСТ 1643-81 построен таким образом, что каждая норма точности может быть охарактеризована рядом показателей (табл. 25-28). Чтобы отличать действительное отклонение от допускаемого, или от допуска, к основному обозначению добавляют подстрочный индекс Выбор контролируемых параметров (показателей точности) зубчатых колёс зависит от требуемой точности, особенностей производства, вида контроля и других факторов. Предпочтение следует отдавать комплексным показателям В стандартах предусмотрена возможность не измерять колесо по нормируемым параметрам, если система контроля точности производства гарантирует выполнение соответствующих требований стандарта. В табл. 29 указаны комплексы контроля, применяемые в различных отраслях машиностроения. Таблица 29 Комплексы контролируемых параметров по нормам кинематической точности, плавности работы, контакта зубьев и бокового зазора.
Размерные цепи 3.9.1 Термины, обозначения и определения Размерной цепью называют совокупность геометрических размеров, расположенных по замкнутому контуру, определяющих взаимоположение поверхностей (или осей) одной или нескольких деталей. Если в такую совокупность входят размеры одной детали, цепь называют детальной, если размеры нескольких деталей – сборочной. Размерная цепь состоит из звеньев. Размеры, образующие размерную цепь называют звеньями размерной цепи. Любая размерная цепь имеет исходное (замыкающее) звено и два и более составляющих звеньев. Исходным называют звено, к которому предъявляются основные требования точности, определяющие качество изделия и функционирования узла. В процессе изготовления или при сборке исходное звено получается последним замыкая размерную цепь и называется оно в этом случае замыкающим. Составляющими называется все остальные звенья, с изменением которых изменяется замыкающее звено. Составляющие по отношению к замыкающему звену разделяют на увеличивающие и уменьшающие. К увеличивающим относятся звенья, с увеличением которых (при прочих постоянных) увеличивается и замыкающее звено, к уменьшающим звеньям относятся звенья, с увеличением которых (при прочих постоянных) замыкающее звено уменьшается. Размеры, входящие в цепь, обозначают чаще всего прописными буквами с индексами Для облегчения решений задач по обеспечению точности размерных цепей их размеры удобнее представлять в виде схемы (см. рис.28).
Популярное:
|
Последнее изменение этой страницы: 2017-03-03; Просмотров: 1379; Нарушение авторского права страницы
 , валы буквой –
, валы буквой –  . Помимо охватывающих и охватываемых элементов, называемых отверстием и валом, в деталях имеются элементы, которые нельзя отнести ни к отверстиям, ни к валам. На рис. 1 они обозначены буквой –
. Помимо охватывающих и охватываемых элементов, называемых отверстием и валом, в деталях имеются элементы, которые нельзя отнести ни к отверстиям, ни к валам. На рис. 1 они обозначены буквой –  . К ним относятся глубины отверстий, пазов, длин и уступов, координаты расположения отверстий и др.
. К ним относятся глубины отверстий, пазов, длин и уступов, координаты расположения отверстий и др. мм.
мм. , верхнее отклонение вала –
, верхнее отклонение вала –  . Нижнее отклонение отверстия и вала обозначают соответственно
. Нижнее отклонение отверстия и вала обозначают соответственно  и
и  .
.
 (1.1)
(1.1) – номинальный размер отверстия (вала);
– номинальный размер отверстия (вала);  – максимальный предельный размер отверстия (вала);
– максимальный предельный размер отверстия (вала);  – минимальный предельный размер отверстия (вала).
– минимальный предельный размер отверстия (вала).
 , (1.2)
, (1.2) и наибольший
и наибольший  зазоры:
зазоры:  или
или  ,
,  или
или  . (1.3)
. (1.3) и наибольший
и наибольший  натяги:
натяги:  или
или  ,
,  или
или  . (1.4)
. (1.4) ,
,  . (1.5)
. (1.5) . (1.6)
. (1.6) равны нулю. Эти отклонения относятся к основному отверстию и основному валу. Отверстие, нижнее отклонение которого равно нулю, называют основным и обозначают
равны нулю. Эти отклонения относятся к основному отверстию и основному валу. Отверстие, нижнее отклонение которого равно нулю, называют основным и обозначают  . Вал, верхнее отклонение которого равно нулю, называют основным и обозначают
. Вал, верхнее отклонение которого равно нулю, называют основным и обозначают  .
. и отверстий от
и отверстий от  предназначены для образования полей допусков в посадках с зазорами.
предназначены для образования полей допусков в посадках с зазорами. валов и
валов и  у отверстий.
у отверстий. для валов и
для валов и  для отверстий.
для отверстий. .
. .
. .
. и аналогичных посадок в системе вала:
и аналогичных посадок в системе вала:  .
. . Эта запись показывает, что в данной посадке при номинальном размере сопряжения, равном 40 мм, поле допуска отверстия
. Эта запись показывает, что в данной посадке при номинальном размере сопряжения, равном 40 мм, поле допуска отверстия  (основное отклонение
(основное отклонение  (основное отклонение
(основное отклонение  и допуск по шестому квалитету). Для обозначения предельных отклонений и посадок на чертежах применяют числовое значение предельного отклонения, либо буквенное обозначение, либо смешанное обозначение (см. рис. 4).
и допуск по шестому квалитету). Для обозначения предельных отклонений и посадок на чертежах применяют числовое значение предельного отклонения, либо буквенное обозначение, либо смешанное обозначение (см. рис. 4).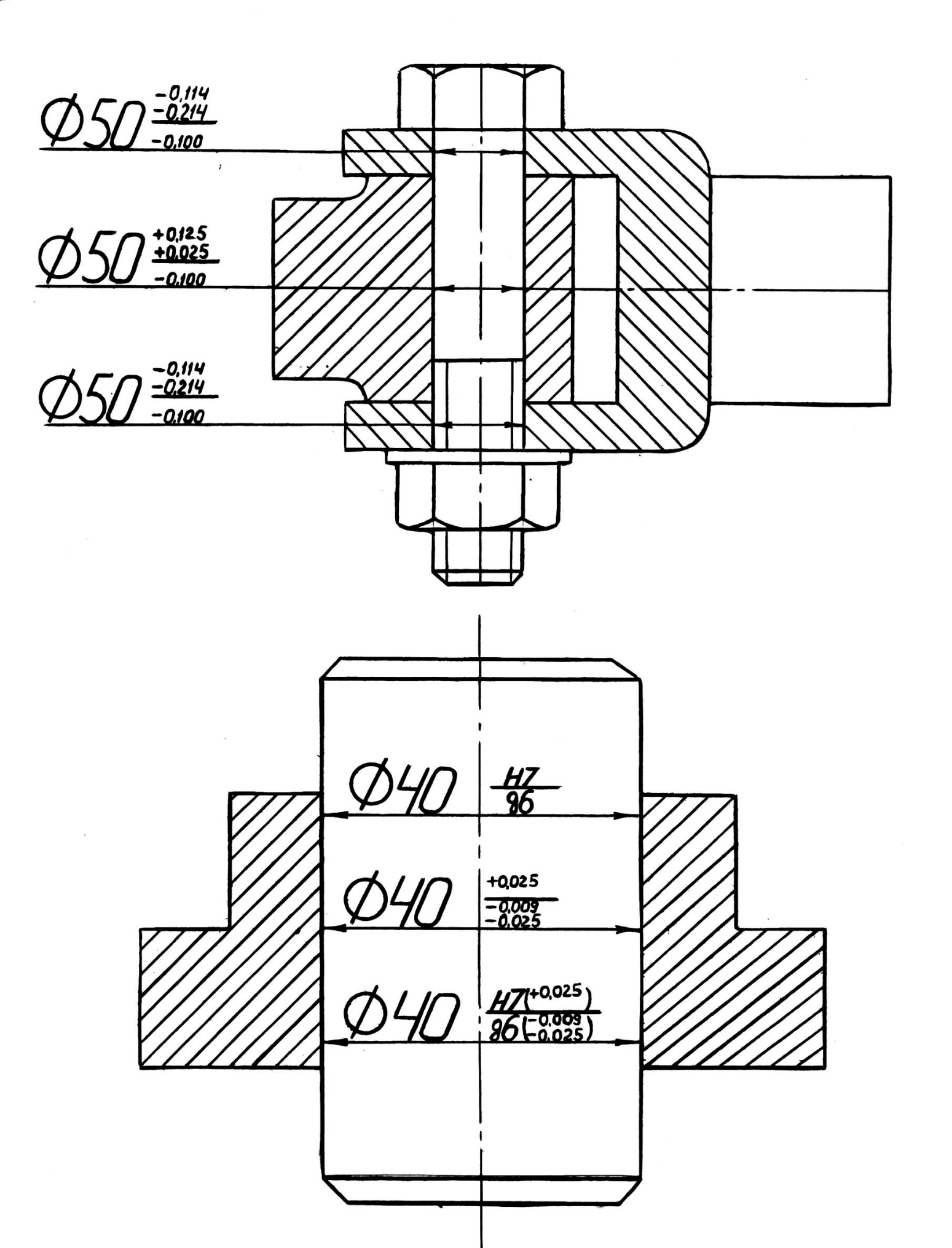

 .
.



 - для резьбы болтов;
- для резьбы болтов;  - для резьбы гайки.
- для резьбы гайки. , где
, где - условное обозначение поля допуска среднего диаметра болта;
- условное обозначение поля допуска среднего диаметра болта;  , где
, где - условное обозначение поля допуска среднего диаметра гайки;
- условное обозначение поля допуска среднего диаметра гайки;  , нормальные
, нормальные  и большие
и большие  . Допуск резьбы, если нет особых оговорок, относится к наибольшей нормальной длине свинчивания или ко всей длине резьбы, если она меньше наибольшей нормальной длины свинчивания. При необходимости длину свинчивания указывают в обозначении резьбы в следующих случаях:
. Допуск резьбы, если нет особых оговорок, относится к наибольшей нормальной длине свинчивания или ко всей длине резьбы, если она меньше наибольшей нормальной длины свинчивания. При необходимости длину свинчивания указывают в обозначении резьбы в следующих случаях:  , но меньше, чем вся длина резьбы.
, но меньше, чем вся длина резьбы.




 ,
,  ; для гаек -
; для гаек -  .
. , гайка
, гайка  ;
;  , гайка
, гайка  ;
;  .
. .
. , где
, где - вид резьбы, метрическая;
- вид резьбы, метрическая;  - значение номинального диаметра, т.е. наружного диаметра (d; D);
- значение номинального диаметра, т.е. наружного диаметра (d; D);  - значение шага, если мелкий (крупный шаг не указывается);
- значение шага, если мелкий (крупный шаг не указывается);  - резьба левая;
- резьба левая;  - условное обозначение поля допуска на приведённый средний диаметр гайки;
- условное обозначение поля допуска на приведённый средний диаметр гайки;  ).
).



























 . Например, кинематическую погрешность зубчатого колеса обозначают
. Например, кинематическую погрешность зубчатого колеса обозначают  .
. и суммарному пятну контакта.
и суммарному пятну контакта.





 2.
2. 








 2.
2. 






 и т.д. Замыкающее звено обозначается
и т.д. Замыкающее звено обозначается  .
.